若用普通粘土砂,则应在制芯材料、操作工艺等方面符合更详细的规定,才能达到上述要求。铸型应是整体的,中间不设分型面。为便于造芯操作和起模,应根据内腔法兰的具体情况和烘缸的总长度尺寸决定芯盒的分段节数。2)有利于采用一型多铸工艺。......
2023-07-02
注塑模主要构件包括定模型腔、动模型芯、变角滑块及变角斜导柱等,它们的加工工艺对注塑模制造的成败和生产效率也起着关键作用。
1.动模型芯
动模型芯如图5-14所示。需要采用慢走丝线切割来加工孔,包括推杆孔,采用五轴加工中心铣削型芯,采用电极加工加强筋槽等。注塑件正面需要制作皮纹,相应的动模镶块上也应制作出蚀纹。
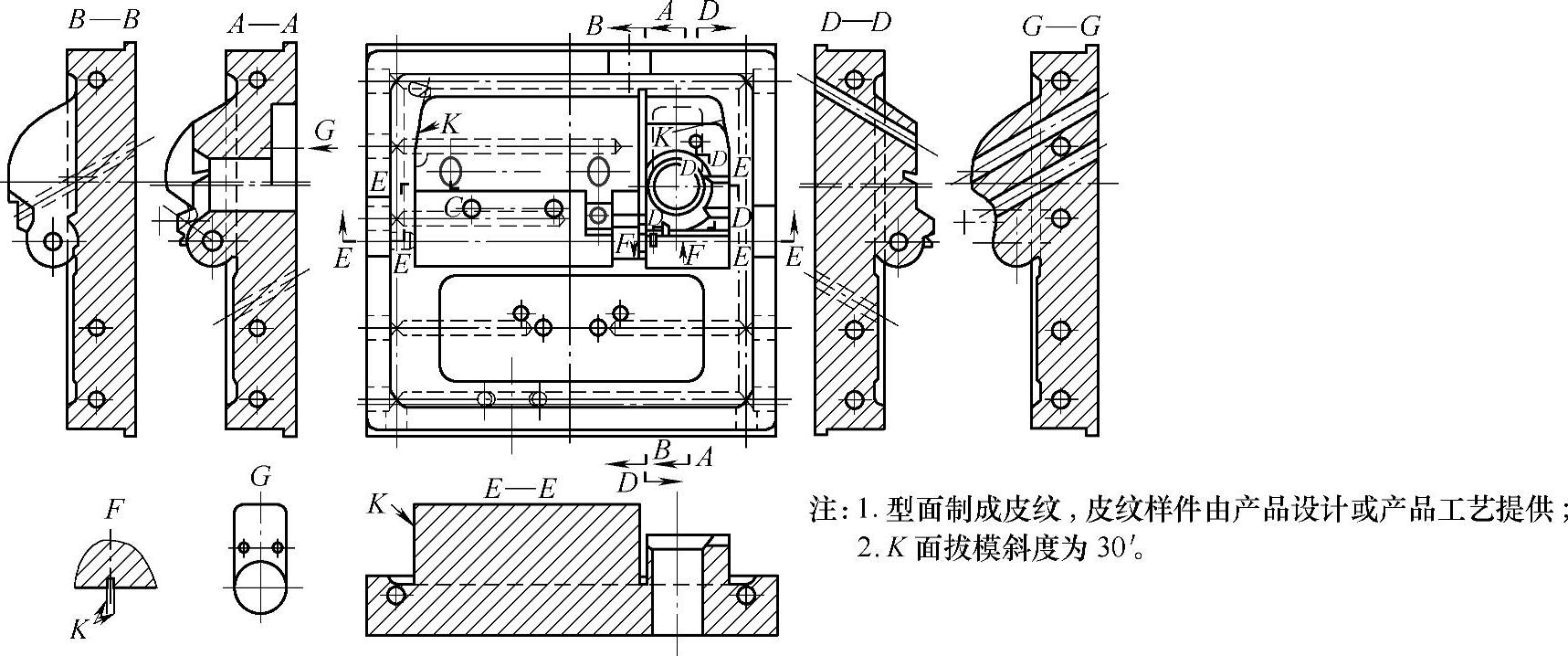
图5-14 动模型芯
2.定模型腔的加工工艺过程
定模型腔如图5-15所示。定模型腔是主要构件中最为关键的零件,其形状复杂,尺寸繁多,加工周期长。需要采用慢走丝线切割来加工孔,数控铣床粗铣型腔,电极精加工型腔,粗、精整体电极加工加强筋槽等。为了提高电火花加工的效率,可在加强筋槽的适当位置上加工出数个电火花排屑孔。定模型腔加工最后留0.3mm余量,再将这些排屑孔堵住,最后整体加工。
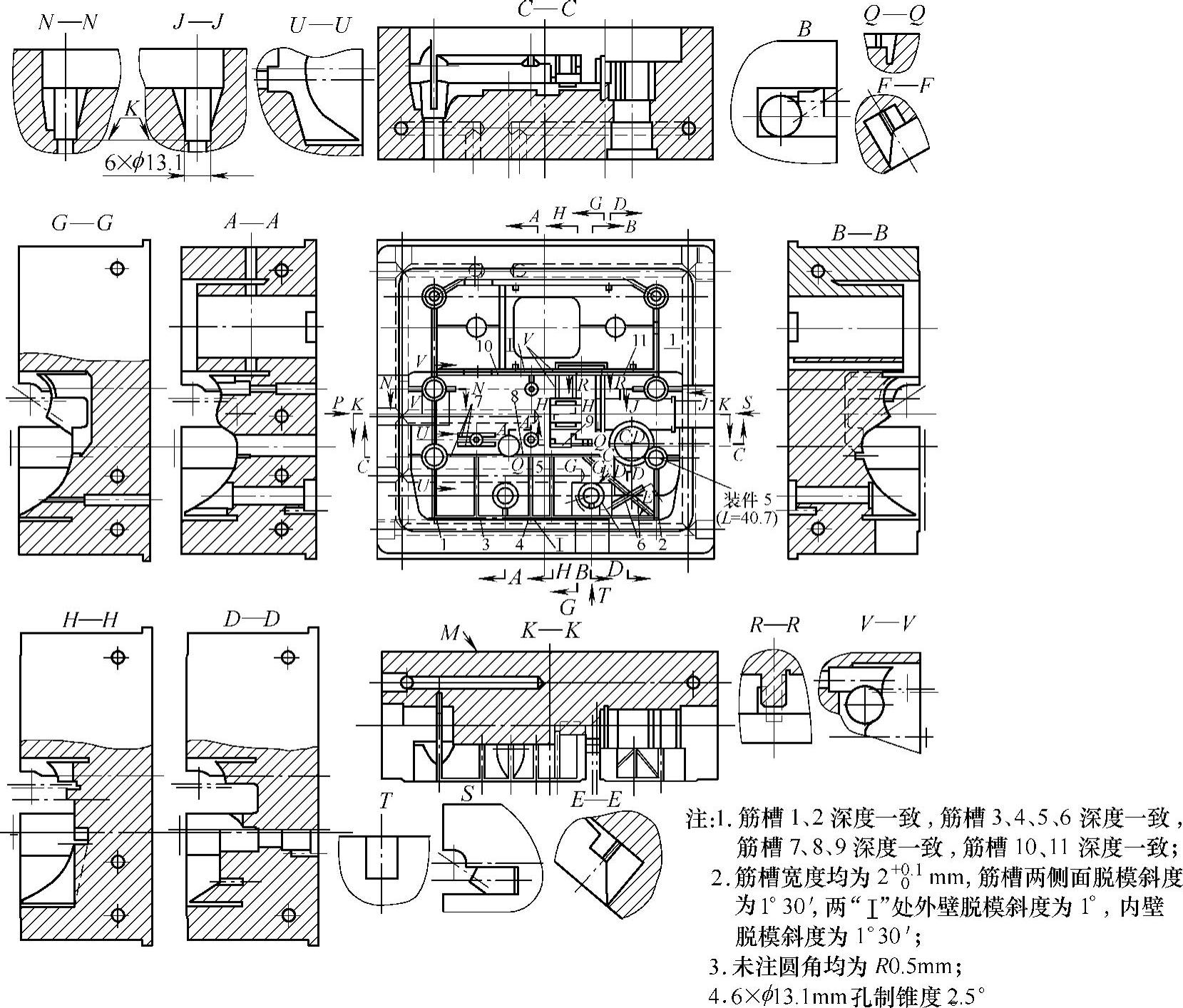
图5-15 定模型腔

图5-16 变角滑块和变角斜导柱 a)变角滑块 b)变角斜导柱
3.变角滑块及变角斜导柱
变角滑块如图5-16a所示,采用慢走丝线切割来加工19.2×20H7×25°与18.9×20H7×35°的变角槽,其他孔和槽也可采用线切割加工。变角斜导柱如图5-16b所示,先制好螺孔,再对两个面进行热处理和平磨,最后应用慢走丝线切割加工变角斜导柱的外形。
注塑模结构方案的可行性分析与论证可以说是注塑模方案战略性的选择,方案选择得好将会使注塑模结构简单易行而且成本低;方案选择得差将使注塑模结构复杂难以制造而且成本高,甚至造成注塑模结构设计的失败。注塑件形体分析的“六要素”主要是战术性的,用以确定注塑模具体的结构。当然在注塑模结构方案论证的过程中还需要运用“六要素”,“六要素”的分析贯穿于注塑模结构设计和结构方案论证的全过程。注塑模结构方案的论证还需要应用各种机构运动简图来进行分析和论证。“六要素”和“三种分析方法”是对型腔模结构方案论证和设计科学的、系统的总结,可以说“六要素”和“三种分析方法”是注塑模设计最有效的工具,也是注塑模成功设计的唯一有效的方法、技巧和手段。
有关现代注塑模结构设计实用技术的文章

若用普通粘土砂,则应在制芯材料、操作工艺等方面符合更详细的规定,才能达到上述要求。铸型应是整体的,中间不设分型面。为便于造芯操作和起模,应根据内腔法兰的具体情况和烘缸的总长度尺寸决定芯盒的分段节数。2)有利于采用一型多铸工艺。......
2023-07-02

故铸造线收缩率常取0.6%~0.8%,对铸件的不同方向,可采用不同的铸造线收缩率。为了防止这些问题的产生,在进行铸造工艺设计时,可根据经验在铸件的局部采用适当的工艺补正量,其值要根据具体情况决定,例如多联气缸体两侧的连接法兰,为防止在固态收缩过程中因受到砂芯的机械阻碍作用而造成法兰厚度尺寸不够,可在法兰背面加上适当的工艺补正量。......
2023-07-02

图9-5 雨淋式铸造工艺示意图1—内浇道 2—大型集渣槽3—出气冒口图9-6 小型锅件铸造工艺示意图a)直接从中央浇道注入 b)从多道浇道注入2.底注式中小型锅形铸件多采用将锅底朝下的浇注位置,设置底注式浇注系统,铁液在铸型内上升较平稳,对型壁的冲击力较小,中央砂芯的排气畅通。......
2023-07-02

其上部为高压部分,缸径φ80mm,水压试验压力为12MPa;下部为低压部分,缸径φ284mm,水压试验压力为3.2MPa。浇注系统的设置应有利于促进气缸体的方向性凝固,增强补缩作用,以防止产生局部缩松和渗漏现象。......
2023-07-02

浇注系统的特殊设计是采用底注式与雨淋式顶注相结合的联合浇注系统。在常见的缺陷中,多数情况是因为浇注系统设置不合理而造成的。要根据气缸套的种类、大小、结构、壁厚及铸造工艺等情况而定。......
2023-07-02
在全部砂芯组装完毕后,将整个砂型竖起的操作过程较为麻烦,要注意防止砂芯、砂型松动。图1-39 柴油发动机三联气缸体铸造工艺简图三、砂芯气缸体的砂芯主要可分为缸筒、冷却水腔、换气道和曲轴箱砂芯等。它有两个缸筒,缸筒内的水压试验压力为7.5MPa,冷却水腔压力为0.6MPa;侧壁的主要壁厚为8mm。......
2023-07-02

浇注系统中须设置过滤网13;在中央圆套筒部位上方,须设集渣包12,以提高集渣能力,防止产生夹渣等铸造缺陷。适当提高铁液的过热程度,是获得优质铸件的必要条件。......
2023-07-02

铸件线收缩率 铸件实际线收缩率的大小受金属种类和收缩过程中受机械阻碍收缩的程度等诸多因素的综合影响。芯骨 涡壳体的冷却水腔砂芯形状复杂、面积大、厚度小,制造难度最大,是影响该铸件质量的最主要部分之一。因此对芯骨的刚性有特殊要求。要从工艺设计上采取相应措施,组芯时避免使用型芯撑,因它容易引起漏水。因壳体壁薄,且结构形状复杂,在浇注过程中,铁液的降温幅度较大,故应适当增加浇注系统面积,缩短浇注时间。......
2023-07-02
相关推荐