头盔外壳成型模结构方案的论证,实质上就是对头盔外壳成型模结构方案的检验。能否将这七块模块逐一取出,就成为头盔外壳成型模结构方案成败的关键。头盔外壳的形体分析和成型模的模具结构方案可行性分析的目的,是让我们能找到正确的模具结构方案,而模具结构方案的论证,则是验证方案的正确性和完整性。......
2023-06-30
头盔外壳成型模的总装配图,如图4-6所示。
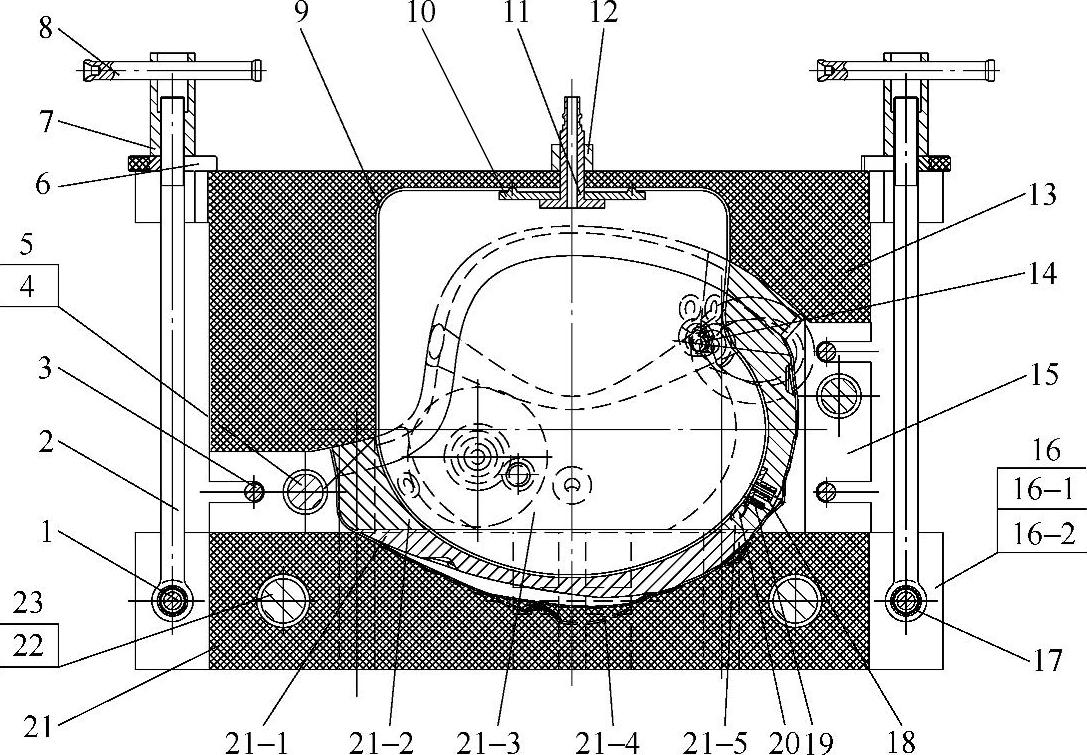
图4-6 头盔外壳成型模的总装配图
1—圆柱销2—活节螺栓 3—T形螺栓 4—导柱 5—导套 6—开口垫圈 7—圆柱螺母 8—手柄 9—胶袋 10—垫板 11—进气嘴 12—六角螺母 13—盖板 14—钻套 15—左右模板 16—下中模板 16-1—下左模板 16-2—下右模板 17—衬套 18—镶件 19—沉头螺钉 20—定位钉 21—上模块 21-1—上中模块 21-2—下前模块 21-3—下左右模块 21-4—上左右模块 21-5—下后模块 22—长导柱 23—导套
1)下中模板16、下左模板16-1与下右模板16-2由两根长导柱22、开口垫圈6和六角螺母12连接在一起,组成一个整体。同样也只有将它们拆解后,才能取出头盔外壳。
2)两块左右模板15靠导柱4和导套5定位,并靠T形螺栓3、开口垫圈6、圆柱螺母7和手柄8连接。
3)下模板16和左右模板15靠导柱4和导套5定位,并靠盖板13及圆柱销1、衬套17、活节螺栓2、开口垫圈6、圆柱螺母7和手柄8连接。只有这样将整个模板连成一个整体后,才能在模具的型腔中进行头盔外壳的裱糊。
4)头盔外壳的裱糊达到规定的厚度之后,再装进各个模块。而胶袋9通过垫板10、进气嘴11和六角螺母12固定在盖板13中,压缩空气从进气嘴11进入胶袋9中,进而挤压各个模块使其移动,从而使含有胶液的凯夫拉布贴模固化,多余的胶液可从钻套14孔中排出。
5)头盔外壳成型模在装配前,要清理干净各个型面、型腔和钻套孔中的流胶。先安装好下中模板16、下左模板16-1和下右模板16-2,再安装好左右模板15后,方可进行凯夫拉布的裱糊,达到一定厚度后按顺序装入七块模块,合上盖板13并紧固活节螺栓2等。然后,在进气嘴11上接入输气管嘴,通气并保持一定压力以待固化。
6)卸模时是先松开活节螺栓2等,卸下盖板13,再按顺序取出七块模块。然后,抽出长导柱22等,先卸掉下中模板16、下左模板16-1,再卸掉下右模板16-2,即可实现“头盔外壳”的脱模。
有关现代注塑模结构设计实用技术的文章

头盔外壳成型模结构方案的论证,实质上就是对头盔外壳成型模结构方案的检验。能否将这七块模块逐一取出,就成为头盔外壳成型模结构方案成败的关键。头盔外壳的形体分析和成型模的模具结构方案可行性分析的目的,是让我们能找到正确的模具结构方案,而模具结构方案的论证,则是验证方案的正确性和完整性。......
2023-06-30
头盔外壳形体分析如图4-3所示。同时,既要确保头盔外壳的壁厚和重量不能超标,又要保证有足够的刚度与强度,还要确保头盔外壳不能有气泡、聚胶和缺胶等缺陷。......
2023-06-30

头盔外壳创新的成型方法、合理的成型模结构和新的制造工艺方法的采用,不仅可全面确保头盔外壳的质量,而且较传统方法还进一步提高了头盔外壳的质量。......
2023-06-30

头盔外壳成型(裱糊)模结构方案可行性分析的要点是如何能使制品从凸、凹模上顺利脱模,以及如何能确保头盔外壳在成型后不聚胶、不脱胶,不产生气泡等质量问题。......
2023-06-30

(一)内涵政策协同有许多提法,如政策协调、政策整合等,但对其内涵的解读尚未达成一致。政策协同包括政策之间的协同关系,也包括围绕某一政策内部的政策协同关系。协同不意味着单纯通过组织合并为一个部门来实现外部问题的内部化,政策协同的核心是通过将组织内部与组织间的关系、结构、功能的优化组合和系统改进进而实现系统的整体优化。......
2023-06-27
整体性又称全局性、系统性,是系统的一个最基本的、最重要的性质,是系统的核心。整体性是对系统特性在更高层次上的概括。不同的系统,其整体性的具体形态和内容也有所不同。整体特性对能动改造世界有极大指导作用。2)按照系统整体目标要求,不断提高各个部门特别是关键部门或薄弱部门功能素质,并强调局部服从整体,实现管理系统最佳整体功能。......
2023-07-15

模具内在条料两侧设计有2排浮动导料销,并尽可能靠近每一处导正销,其目的为:①托起条料,保证条料送进时不与下模干涉,送进平稳;②对条料进行初定位,保证送料不发生偏移;③靠近导正销是为了卸料方便,防止导正销将条料带起,发生变形。......
2023-06-26
中空制品吹塑冷却定型模具又叫吹塑成型模具,它一般由两个半模片组成。另外对于底部有下凹或在平面留出空间的中空制品,成型模具要设计成三开或四开结构,才能使制品顺利脱模。吹塑成型模具设计的基本技术要求1)分型面。用于吹塑PE中空制品的成型模具可粗糙些,以有利排气。5)为了加快吹胀后制品的降温,必要时制品成型模具要采用循环冷却水降温。......
2023-06-15
相关推荐