头盔外壳成型模结构方案的论证,实质上就是对头盔外壳成型模结构方案的检验。能否将这七块模块逐一取出,就成为头盔外壳成型模结构方案成败的关键。头盔外壳的形体分析和成型模的模具结构方案可行性分析的目的,是让我们能找到正确的模具结构方案,而模具结构方案的论证,则是验证方案的正确性和完整性。......
2023-06-30
头盔外壳成型(裱糊)模结构方案可行性分析的要点是如何能使制品从凸、凹模上顺利脱模,以及如何能确保头盔外壳在成型后不聚胶、不脱胶,不产生气泡等质量问题。
1.分型面的选取原则
成型模凸、凹模分型面的选取原则:要完全避开“头盔外壳”和模具上的凸台、凹坑、内扣和弓形高等形式的“障碍体”;分型面尽量不要从模具凸台和凹坑的型面通过;模板和模块在分开后应方便拆卸与组装;凸模分型面间应制成具有脱模角的斜面,这样有利于模块的装卸及合模。
2.头盔外壳成型模结构的分析重点
凯夫拉制品成型模结构的分析和设计,应该从两个方面去考虑,一是解决头盔外壳如何从模具中脱模,二是应确保头盔外壳的壁厚、质量和成型的要求。这两方面是不矛盾的,在适当的条件下可以做到兼顾。
3.头盔外壳成型模凹模结构的分析
头盔外壳上的凸台、凹坑、内扣和弓形高等形式的“障碍体”,将会严重地妨碍头盔外壳的脱模,如图4-4所示。而要解决此问题,就需要在适当的位置上选取分型面来避开这些“障碍体”的阻碍作用,使成型模能够迅速地进行拆卸和拼装,并使头盔外壳能够顺利脱模。
(1)未采用分型面分模的整体式凹模 如图4-4a所示,显而易见,未采用分型面分模的整体式凹模,在头盔外壳上凸台、凹坑、内扣和弓形高等形式“障碍体”的阻挡作用下,根本无法使“头盔外壳”正常脱模。
(2)采用分型面Ⅰ—Ⅰ中间对开分模的凹模 图4-4b所示的凹模,采用了分型面Ⅰ—Ⅰ对开分模的形式,头盔外壳在其上的凸台、凹坑和弓形高等形式的“障碍体”的阻碍作用下,也根本无法进行模具两模板的开启与头盔外壳正常地脱模。
(3)采用分型面Ⅰ—Ⅰ及分型面Ⅱ—Ⅱ形式的四开分模的凹模 如图4-4c所示,该种分型面的设置只能解决左模板2和右模板6的分模问题,而无法消除分型面Ⅱ—Ⅱ上两块角状弓形高“障碍体”对头盔外壳的阻碍作用。所以,对头盔外壳来讲,还是有部分的模板不能够正常开启。
(4)两处分型面Ⅰ—Ⅰ和分型面Ⅱ—Ⅱ及分型面Ⅲ—Ⅲ形式的五开分型的凹模 如图4-4d所示,将分型面Ⅱ—Ⅱ上方存在着犄角的上模板再用两处分型面Ⅰ—Ⅰ分成三块,这样便消除了上模板中弓形高“障碍体”对头盔外壳的阻碍作用,头盔外壳的顶部会因两处分型面Ⅰ—Ⅰ及分型面Ⅱ—Ⅱ的分型而顺利脱模。头盔外壳处在分型面Ⅱ—Ⅱ以下的部分也会因分型面Ⅲ—Ⅲ的分型而顺利脱模。五开凹模分型的顺序:先取出上中模板4,然后取出上左模板3和上右模板5,再取出左模板2和右模板6,成型头盔外壳的五块凹模板便能全部拆卸。五块凹模板组装成整体的凹模,需要采用导柱和导套等导向定位构件进行定位,采用紧固件进行连接。分型时,取下导向定位构件和紧固件后,按上述顺序分型即可拆除头盔外壳外部的所有模板。此时,头盔外壳内型中的模块仍未得到拆除,头盔外壳还不能完全脱模。而合模时,先通过导向定位构件定位和紧固件连接,然后再按与上述过程相反的顺序进行模板的安装。
(5)成型模凹模型腔的加工 如图4-4d所示,凹模型腔由五块模板组成,上左模板3、上中模板4和上右模板5,由两根长导柱定位后连接起来加工,而左模板2和右模板6则分开独立进行加工。为了防止组合后五块模板的型腔产生错位,应将加工出来的各模板组合后,再加工长导柱与导套的定位孔。
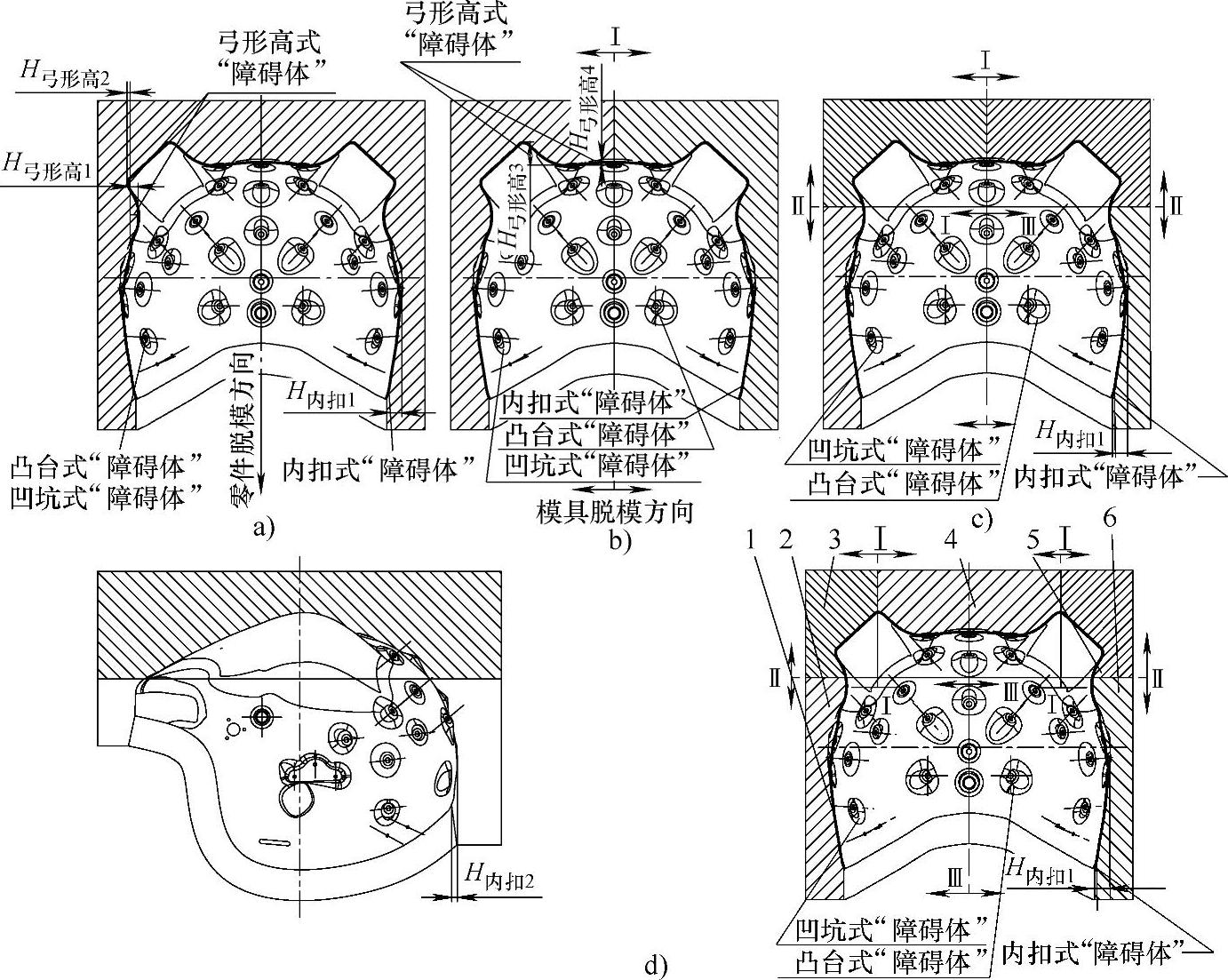
图4-4 头盔外壳成型模凹模结构的分析
a)整体凹模 b)中间对开分模的凹模 c)四开分模的凹模 d)五开分模的凹模
1—头盔外壳 2—左模板 3—上左模板 4—上中模板 5—上右模板 6—右模板
4.头盔外壳成型模凸模结构的分析
根据上述分析可知,成型头盔外壳外形的凹模,可以解决产品的裱糊和外形脱模的问题。虽然说可以用袋压法成型头盔外壳,但头盔外壳上密布的“凸台”“凹坑”和“犄角”型腔,使得头盔外壳不能完全地贴模而形成气泡,出现聚胶和缺胶等缺陷,若局部使用压块又不能够解决整个型面成型的问题。如果采用整体式的凸模成型头盔外壳的内型面,则可以消除这些缺陷,但又存在整体凸模无法从头盔外壳型腔中取出的问题。采用的凸模除了需要能从头盔外壳的内型面中脱模外,还要求能将裱糊后的头盔外壳凯夫拉布中多余的胶液和气体挤出来。如凸模也采用分块组装的结构,并在充入一定量的压缩空气之后,在气体均匀压力的作用下能够独自移动,使头盔外壳能够成型并保持均匀的壁厚,这样便可满足上述要求。
(1)未采用分型面分型的整体式凸模 如图4-5a所示,未采用分型面分模的整体式凸模,在头盔外壳内型面的凸台、凹坑、内扣和弓形高等形式“障碍体”的阻碍作用下,根本无法脱模和进行模块的拆卸。
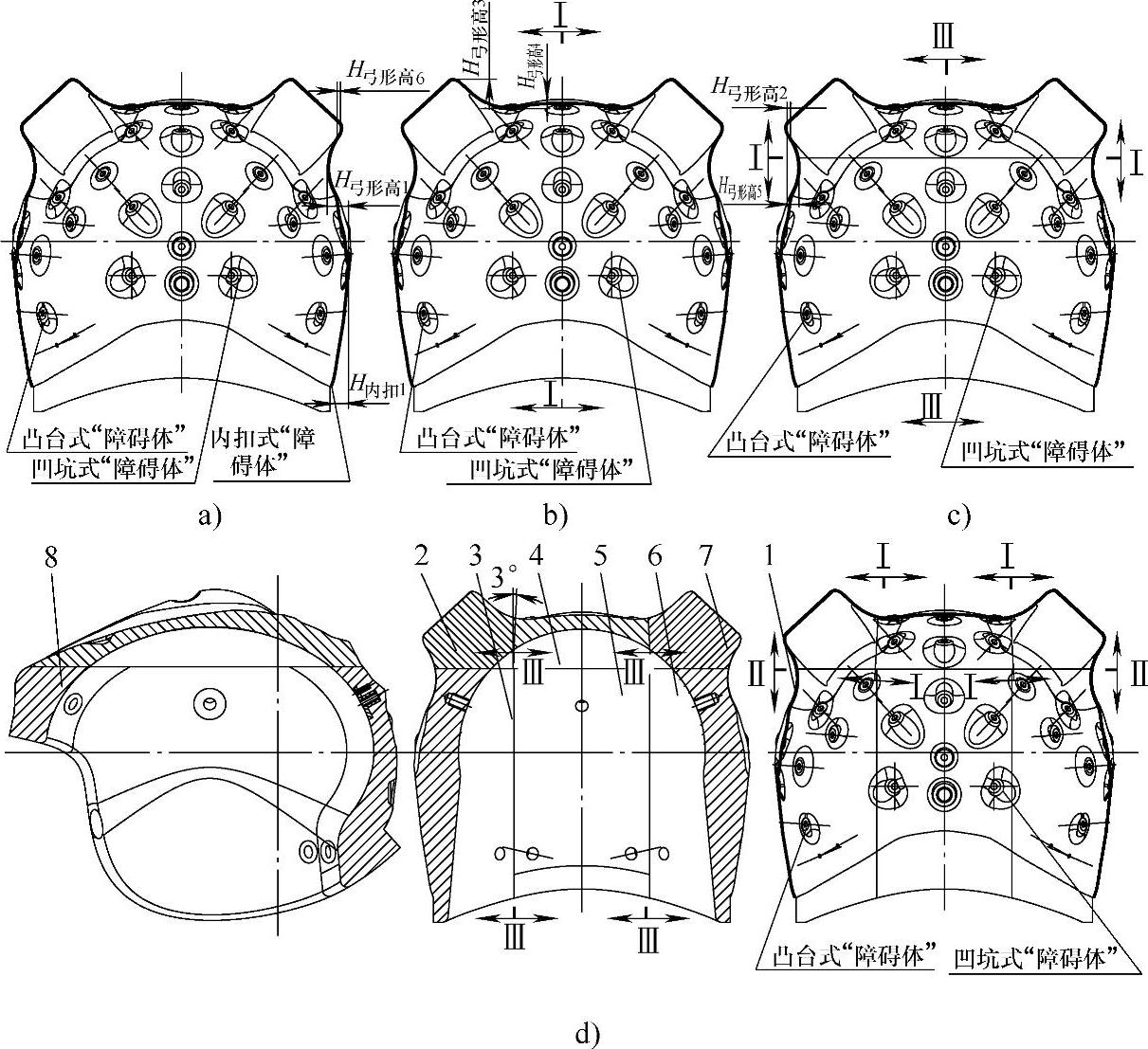
图4-5 头盔外壳成型模凸模结构的分析
a)整体凸模 b)中间对开分型的凸模 c)三开分型的凸模 d)七开分型的凸模
1—头盔外壳 2—上左模块 3—下左模块 4—上中模块 5—下后模块 6—下右模块 7—上右模块 8—下前模块
(2)采用分型面Ⅰ—Ⅰ中间对开分型的凸模 如图4-5b所示,凸模采用了分型面Ⅰ—Ⅰ对开分模的形式,头盔外壳在其内形的凸台、凹坑和弓形高等形式“障碍体”的阻碍作用下,仍然不能脱模和进行模块的拆卸。
(3)采用分型面Ⅰ—Ⅰ及分型面Ⅱ—Ⅱ形式的三开分型的凸模 如图4-5c所示,对凸模采用了三开分型的形式,头盔外壳在其内形的凸台、凹坑和弓形高等形式的“障碍体”的阻碍作用下,仍然不能脱模和进行模块的拆卸。
(4)采用两处分型面Ⅰ—Ⅰ与分型面Ⅱ—Ⅱ及两处分型面Ⅲ—Ⅲ形式的七开分型的凸模 如图4-5d所示,凸模被两处分型面Ⅰ—Ⅰ和分型面Ⅱ—Ⅱ及两处分型面Ⅲ—Ⅲ分成了七块模块,并且凸模是中空的,空腔中可以安装能充入压缩空气的胶袋。在胶袋中均匀气压的作用下,七块模块各自的独立移动可分别压紧头盔外壳的内型面,直至固化成型。
之所以要使凸模一定要能独立移动,是因为玻璃钢纤维布是平面的,头盔外壳是“虎头帽”状的壳体,铺垫时会出现皱折,为了不出现皱折需要将皱折处剪开进行搭接。头盔外壳搭接处壁厚大于未搭接处,因此多块凸模要抵紧头盔外壳内型面的距离就不相等,这样成型头盔外壳内型的多块凸模就需要能够独立移动。多块凸模的移动,是依靠胶袋中压缩空气的均匀压力而实现的。
1)七块模块安放及取出的顺序:先放置上左模块2和上右模块7,再放置上中模块4,然后再放置下左模块3和下右模块6,最后放置下后模块5和下前模块8。反之,是七模块取出的顺序。若不按此顺序进行,模块将不能安放及取出。
2)七块模块斜面的分型面:各分型面应制有3°的斜度,其特点是:一、由于模块的分型面制成了斜面,有利于各个模块的安装和拆卸;二、斜面间的接触为无隙贴合,可以防止胶液进入模块分型面间固化后成为胶片而影响模块的拆卸。
3)凸模的尺寸:凸模应比凹模小,一般应在凹模的尺寸减去产品的壁厚后,单边还要减小0.4mm。小于0.4mm时,有的模块放不进去,而大于0.4mm时,分型面间会出现缝隙而进入胶液。
有关现代注塑模结构设计实用技术的文章

头盔外壳成型模结构方案的论证,实质上就是对头盔外壳成型模结构方案的检验。能否将这七块模块逐一取出,就成为头盔外壳成型模结构方案成败的关键。头盔外壳的形体分析和成型模的模具结构方案可行性分析的目的,是让我们能找到正确的模具结构方案,而模具结构方案的论证,则是验证方案的正确性和完整性。......
2023-06-30

头盔外壳成型模的总装配图,如图4-6所示。同样也只有将它们拆解后,才能取出头盔外壳。只有这样将整个模板连成一个整体后,才能在模具的型腔中进行头盔外壳的裱糊。4)头盔外壳的裱糊达到规定的厚度之后,再装进各个模块。5)头盔外壳成型模在装配前,要清理干净各个型面、型腔和钻套孔中的流胶。然后,抽出长导柱22等,先卸掉下中模板16、下左模板16-1,再卸掉下右模板16-2,即可实现“头盔外壳”的脱模。......
2023-06-30

头盔外壳创新的成型方法、合理的成型模结构和新的制造工艺方法的采用,不仅可全面确保头盔外壳的质量,而且较传统方法还进一步提高了头盔外壳的质量。......
2023-06-30

头盔外壳形体分析如图4-3所示。同时,既要确保头盔外壳的壁厚和重量不能超标,又要保证有足够的刚度与强度,还要确保头盔外壳不能有气泡、聚胶和缺胶等缺陷。......
2023-06-30

原料选择PP打包带挤出成型主要用料是聚丙烯树脂,树脂的熔体流动速率为2~3.5g/10min,密度为0.91g/cm3。聚丙烯母料采用无规聚丙烯,需加入一定比例的碳酸钙和其他辅料制成。机头模唇温度应比机筒最高温度低10℃,这样成型较好。料坯合格后,才能把带坯引入冷却水槽和拉伸牵引辊,并引进压花辊和双盘收卷机。7)通常模唇口宽度是打包带制品宽度的4~4.5倍,模唇口间隙是打包带成品厚度的3倍。......
2023-06-15

单丝冷却水箱温度控制在25~35℃,单丝出机头的温度在300℃以上。包角为20°时,单丝在机头喷丝板处不易产生熔融断丝,单丝质量好。辊筒牵引拉伸倍数为8~10,烘道内温度可达140~160℃,单丝强度较高。挤出机温度控制为170~190℃、190~210℃、210~230℃、230~250℃,接颈温度为240~250℃,机头温度为230~240℃。挤出前需干燥至含水量小于0.1%。聚氯乙烯单丝生产工艺RPVC单丝挤出成型要选用流动性好的SG4和SG5拉丝级专用树脂。......
2023-06-15
3)吹塑成型制品的吹塑冷却定型模具温度为20~50℃。2)聚丙烯瓶成型前所用的管坯挤出设备都相同,不同的是成型管坯后坯管的制颈和封底工艺。PP制品的拉伸比为1.5~2.5,吹胀比为3~5。管坯加热烘道把聚丙烯瓶坯加热至原料的玻璃化温度和熔化温度之间,即145~155℃,且瓶坯各部位温度应一致。瓶内装满水后旋紧盖从1.2m高处坠落3次应无破裂、损坏,卫生指标应符合GB 9688—1988《食品包装用聚丙烯成型品卫生标准》的规定。......
2023-06-15

棒材生产工艺 原料中如果有水分,挤出的棒材内部就会产生气泡,形成大量的蜂窝状空隙。4)挤出成型不同截面形状制品时,要注意口模形状的选择。6)塑料棒材的挤出塑化成型温度应控制在比原料的熔融温度高30℃。7)较大直径棒材成型后要及时进行热处理,以消除内应力。聚酰胺棒材热处理方法是放在100℃水中浸泡3~4h。常用工程塑料棒材挤出成型工艺条件见表7-4。......
2023-06-15
相关推荐