由于该注塑件长度为135mm,壁厚仅1mm,故注塑件成型时不允许有错位,错位后会导致壁厚不均匀或出现填充不足等缺陷。为了解决注塑件的“错位”问题,动模型芯4在动模垫板10中的配合长度应为动模型芯4成型直径的1.2~1.5倍。通过形体分析得知,密封罩上存在着“障碍体”“错位”和“大批量”要素。密封罩注塑模的结构方案,如图3-14所示。为了避开密封罩外形“障碍体”对开模的影响,可采用上、下模对开的形式。......
2023-06-30
有些注塑件对几何精度有着“变形与错位”的技术要求。凡是薄壁注塑件和窄薄长注塑件,不管其有无“变形与错位”的技术要求,都要在其模具结构方案中考虑“变形与错位”因素的影响。
几何精度主要指的是与注塑件的形状变形有关的平面度和直线度。几何精度与注塑模结构相关,会影响到注塑模的结构方案。当然,有些注塑件的形状变形,可以通过改变浇注系统的结构来改善,也可以通过调整注射工艺参数来改善,还可以通过注射脱模后的校形方法来改善,甚至可以通过补充加工来改善。但若要求注塑件形状只能有微小的变形,唯有通过寻求合理的模具结构才能做到。注塑件位置精度主要是受“错位”要素的影响,特别是精密注塑模和薄壁件注塑模,更要考虑“错位”对模具结构的影响。
注塑件的尺寸精度主要是受注塑模型芯和型腔尺寸精度的影响,这可以通过提高注塑模型芯和型腔加工的精度来得到保证。而孔的圆柱度,则可以通过注塑件成型脱模之后,应用注塑件的二次限制收缩特性,对注塑件采用模外校形的措施来保证。
【例3-23】 外光栅形体分析图,如图3-32所示。它是同时具有“变形与错位”要素的例子。
外光栅外径为ϕ(87±0.11)mm,底部厚度为1.5mm,内、外圆柱壁厚仅为1mm。内圆柱壁上有30×6°+50′的矩形齿,且矩形齿不允许有飞边和毛刺的存在。因矩形齿的存在,外光栅内圈处的脱模力很大,若脱模结构设计不当,将会使外光栅产生严重的变形,甚至在脱模时会被顶碎。
外光栅的注塑模结构,如图3-33所示。如图3-33放大图Ⅰ所示,塑料熔体在填充动模内镶件2的30×6°+50′矩形齿槽后,内脱件板4的30个齿在脱模时,同时将矩形齿槽中的齿顶出。这就避免了注塑件30个矩形齿因脱模力过大而没有被一起顶出时造成的严重变形,甚至是撕裂。内脱件板3又以注塑件79.38%的面积将其脱模,这就确保了注塑件不会产生脱模变形的现象。注塑模开模时,定模镶件12与注塑件的内孔分离,注塑件必定会滞留在动模型芯上。内脱件板3和内脱件板4在推杆6的作用下,脱离动模外镶件5时,会产生0.83mm的径向单边间隙,从而可以使注塑件顺利脱模。动模内镶件2与动模外镶件5之间采用的是锥体无间隙配合,因而不会因为间隙的存在而产生毛刺。
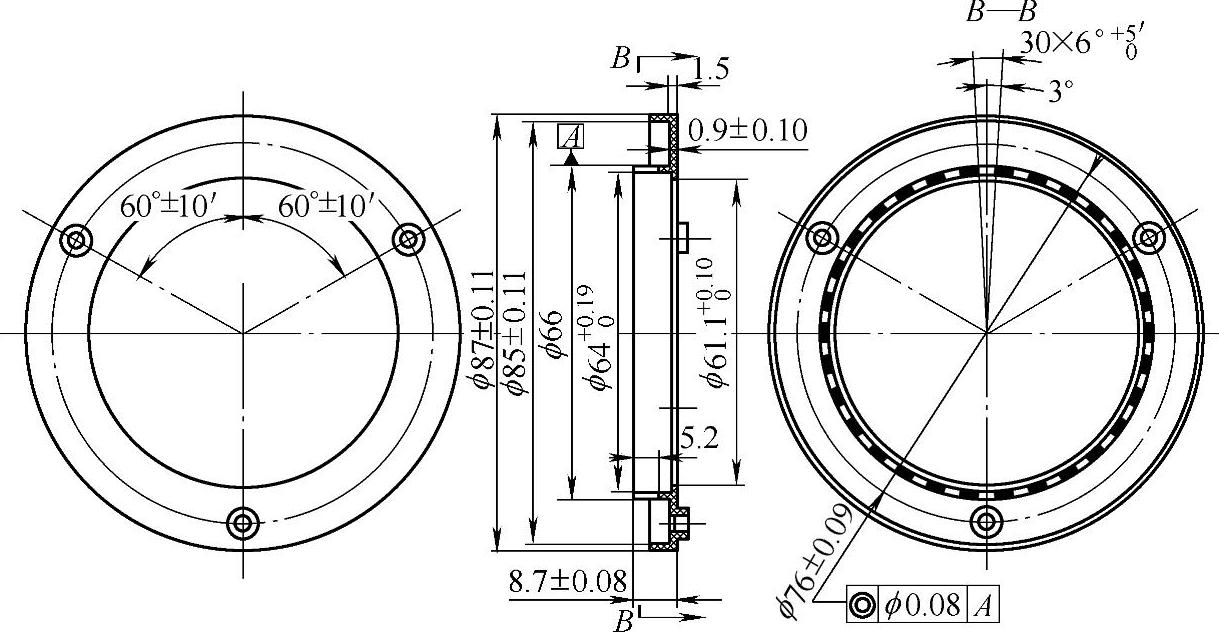
图3-32 外光栅形体分析
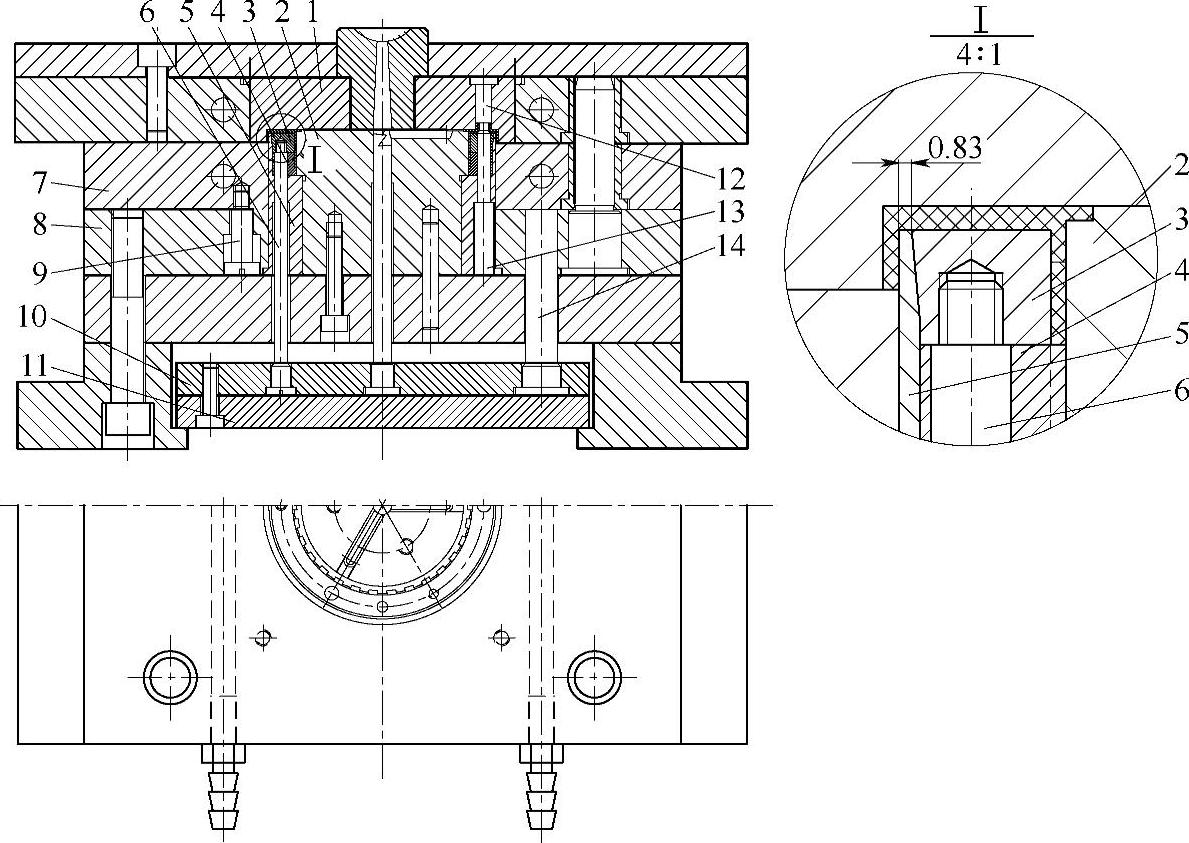
图3-33 外光栅精密注塑模的结构
1—定模镶件 2—动模内镶件 3、4—内脱件板 5—动模外镶件 6—推杆 7—外脱件板 8—动模板 9—限位销 10—安装板 11—推板 12—定模镶件 13—动模镶件 14—回程杆
有关现代注塑模结构设计实用技术的文章

由于该注塑件长度为135mm,壁厚仅1mm,故注塑件成型时不允许有错位,错位后会导致壁厚不均匀或出现填充不足等缺陷。为了解决注塑件的“错位”问题,动模型芯4在动模垫板10中的配合长度应为动模型芯4成型直径的1.2~1.5倍。通过形体分析得知,密封罩上存在着“障碍体”“错位”和“大批量”要素。密封罩注塑模的结构方案,如图3-14所示。为了避开密封罩外形“障碍体”对开模的影响,可采用上、下模对开的形式。......
2023-06-30

所以,对注塑模浇注系统的设计,也应该进行可行性分析,以减少注塑件的变形问题。不同的浇口形式和截面面积在注塑件注射时,所产生的内应力是不同的,而注塑件的内应力也是产生注塑件变形的主要因素之一。为防止应力引起注塑件变形,一般浇口宜取薄;为防止产生缩痕,浇口宜取厚;为防止填充不足则宜取宽;在模具允许范围内浇口及流道部分的长度应取短,少曲折为好。......
2023-06-30

由此看来,这是一个典型的含有“变形与错位”要素的例子。对于薄壁件注塑模的结构设计,最重要的是保证塑件不变形和不错位。图2-16 溢流管的“变形与错位”要素分析图注:—变形;—错位。分流管上的“变形与错位”要素,可通过注塑件图的形体分析找出,如图2-18所示。影响注塑件变形的有注塑件分型面的选取,注塑件的侧向分型和抽芯,以及注塑件的脱模形式。注塑件“变形与错位”要素,也是影响精密注塑模结构的主要因素。......
2023-06-30

模具运动机构的选择对注塑模运动形式的影响很大。模具运动机构已经有很多,随着注塑件的结构和精度要求的不断发展,模具运动机构还将会不断地推陈出新。脱模机构的复位运动 注塑件脱模之后,脱模机构需要恢复到注塑件脱模之前的位置,以便进行下一次注塑件的脱模,我们将这种运动称为脱模机构的复位运动,简称复位运动。......
2023-06-30
“障碍体”要素分析法是注塑模结构方案常规分析法中最常见的一种分析方法。在对这类零件进行形体分析时,首先要将注塑件形体中的“障碍体”要素找出来,然后再确定其模具结构方案。头盔上存在着凸台型的“障碍体”,如图3-30a所示。......
2023-06-30
对成型高精度注塑件的模具来说,仅依靠这些通用导向及定位机构是不够的,还需要注塑模精确定位和二次定位的导向及定位机构,才能确保注塑模导向及定位的精度。注塑模若采用滑块形式的对开模结构不能确保注塑件的质量时,则需要对成型注塑件孔和槽的滑块和型芯进行精确定位。......
2023-06-30

手动脱模是在开模后,由人工操作的方式推出机构取出塑件。上述脱模机构中,手动脱模的动作平稳,对塑件无撞击,操作安全,但劳动强度大,生产效率低。一次推出机构是最常用的脱模方式,塑件只经过推出机构的一次动作就能脱模,故又称简单脱模机构。3)脱模板脱模。......
2023-06-30

相关推荐