注塑件形体分析的“批量”要素是影响模具结构、价格和制造周期的因素之一。注塑件形体分析的“塑料与批量”要素一般不太被注塑件设计人员所注意,也不被注塑模设计人员所注意。如何确定注塑件形体分析的“批量”要素,需要模具设计人员深入了解产品的市场和发展潜力,因为注塑件的“批量”一般在注塑件图样上是不会有标注或说明的。......
2023-06-30
注塑件“批量”要素,是影响模具用钢和热处理方式的选择,以及模具结构的因素之一。注塑件的批量不同,对模具制造的成本和寿命的要求就不同。因此,对模具用钢和热处理方式的选择,以及模具结构生产效率的要求也不同。
1.注塑件生产的批量
注塑件的生产批量可分为小批量、中批量、大批量和特大批量。对于生产大批量和特大批量注塑件的模具,应尽量采用群腔模具及两套动模的群腔模具,只有这样才能具有较高的生产效率。生产小批量注塑件模具的型腔一般采用单腔,除非是小型注塑件,最多也只采用四腔的模具。注塑件批量与模具用钢、热处理及模具结构之间的关系,见表3-17。

图3-28 转换开关大、小件
a)小件 b)大件
注: L—“塑料”,
L—“塑料”, R—“加热塑料”
R—“加热塑料”
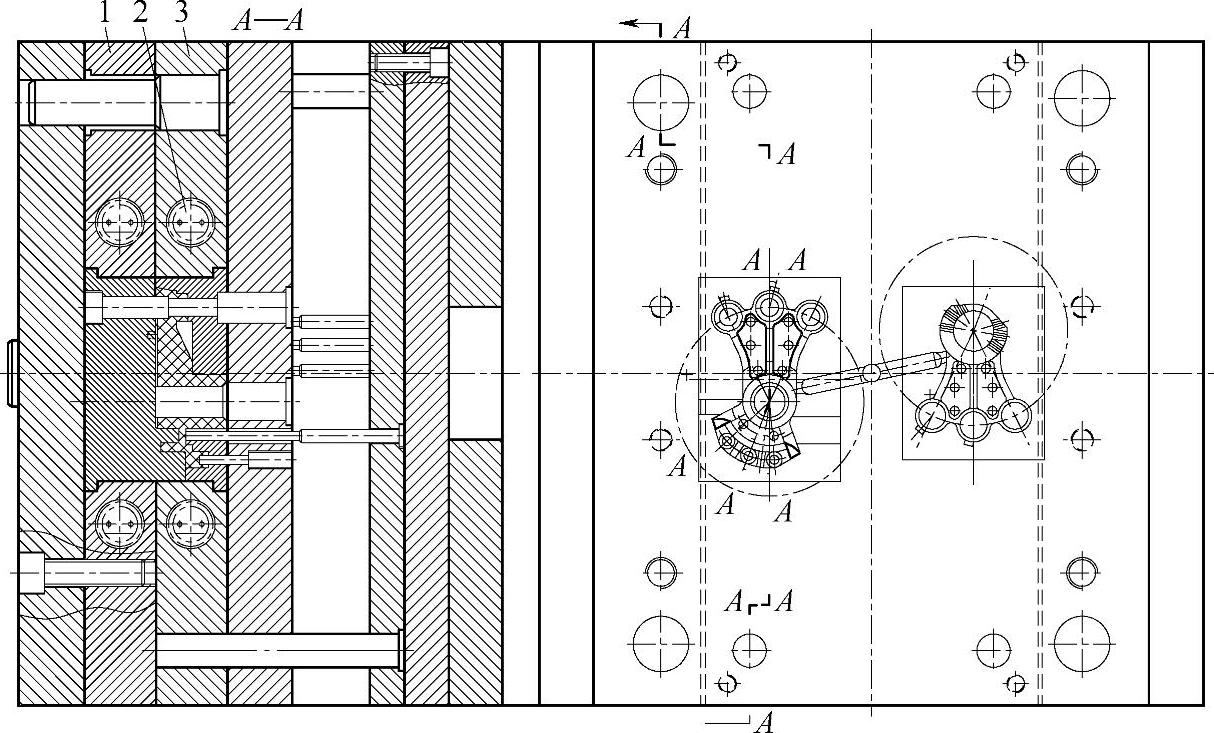
图3-29 转换开关大、小件注塑模
1—定模板 2—加热棒 3—动模板
表3-17 注塑件批量与模具用钢、热处理及模具结构之间的关系

2.注塑件“批量”要素与模具结构
注塑件的批量不同,模具的结构就不同。注塑件“批量”要素与模具结构之间的关系,见表3-18。
3.型腔数量取决于模具的结构和注塑件的“批量”要素
有的模具型腔数量因模具抽芯结构的限制,只能是一模一腔或一模两腔。但就注塑件“批量”要素而言,总的原则是小“批量”的注塑件只能是一模一腔;中等“批量”的注塑件,只能是一模两腔至一模四腔;大“批量”的注塑件可以是一模四腔以上。因为模腔越多,所需模架面积越大,模腔之间的间隔尺寸越小,制造精度要求越高,模具制造成本也就越高。采用多模腔的小“批量”注塑件,其模具制造成本过高。
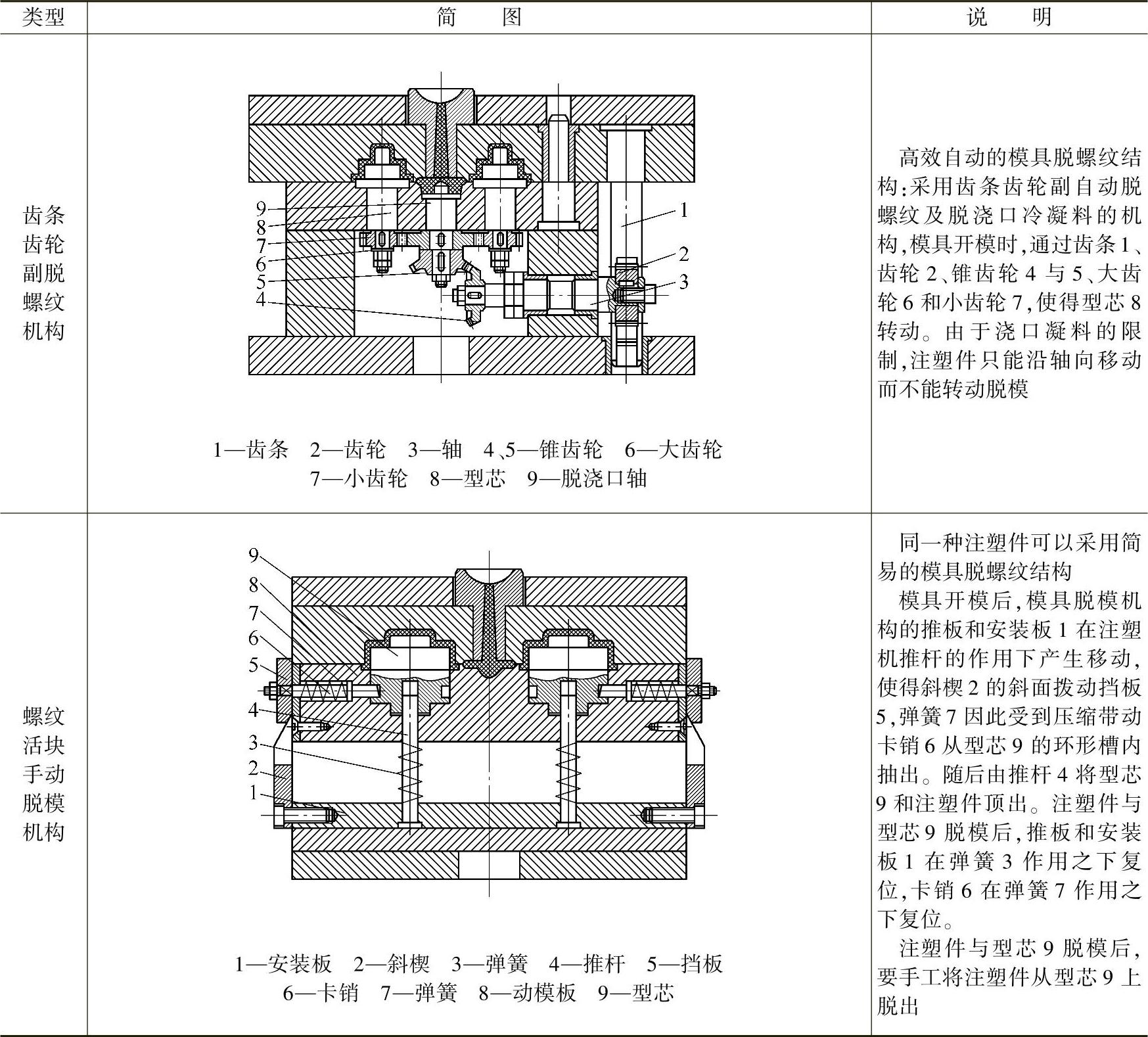
表3-18 注塑件“批量”要素与模具结构之间的关系

(续)
4.注塑件“批量”要素与模具的造价及制造周期
通过对注塑件“六要素”和注塑模结构方案“三种分析方法”的分析,就可以确定注塑模的结构、模具腔数、模具用钢和热处理方式。这样注塑模的结构设计、零部件制造工艺及模具材料明细表就都能制订出来,模具的造价及制造周期也就能粗略地估算出来。模具制造价格的精确计算要在模具的零部件设计和工艺规程编制好之后,根据模具零件毛坯的体积,计算零件重量来确定零件材料的费用。根据零件工艺确定零件加工的工时、造价、工序外协费用以及标准件采购费用。所有材料、零件费用汇总之后,包括模具装配和试模在内的费用就是模具制造的成本。模具的制造商就能据此与模具的采购商签订出详细的商业合同。当然,模具的造价及制造周期也是影响模具结构方案的因素,但为了保证注塑模结构方案、模具的造价及制造周期制订的科学性与严谨性,本书不将它们作为影响模具结构方案的要素,其原因是模具的复杂与简易程度可以通过“六要素”和“三种分析方法”就能确定下来,若将模具的造价及制造周期定为影响模具结构方案的要素,就容易出现为了利益去造假的行为。所以我们不能为了商业利益去随便改动模具结构方案,更不能因商业利益而偷工减料。
注塑件的“塑料”要素不同,模具温控系统和喷嘴的结构及模具结构就不同。注塑件的“批量”要素不同,不仅模具的型腔数量和模具的结构不同,模具用钢和热处理方式也有所不同。所以,要设计好注塑模,注塑件的“塑料与批量”要素在注塑件形体分析时,是一项不能缺少的内容。
有关现代注塑模结构设计实用技术的文章

注塑件形体分析的“批量”要素是影响模具结构、价格和制造周期的因素之一。注塑件形体分析的“塑料与批量”要素一般不太被注塑件设计人员所注意,也不被注塑模设计人员所注意。如何确定注塑件形体分析的“批量”要素,需要模具设计人员深入了解产品的市场和发展潜力,因为注塑件的“批量”一般在注塑件图样上是不会有标注或说明的。......
2023-06-30

因为到目前为止,注塑件设计人员还没有习惯将“外观”的要求标注到注塑件的图样上,且国家或部门或企业也无相关的文件规定。根据我们实际工作的经验,可用以下三种方法来确定注塑件的“外观”要素。2)还有一类,皮肤经常要去接触的塑料产品,这类塑料产品的表面也应该有注塑件“外观”要素的存在。还有对外观视觉要求高的表面,也应当有注塑件“外观”要素的存在。......
2023-06-30

对于“塑料”要素只要在注塑件的图样上找到塑料的名称或代号便可得知。至于模具是采用冷却装置还是加热装置,一般来说,模温低于塑料的成型工艺要求时,应设置加热装置,而模温高于塑料的成型工艺要求时,应设置冷却装置。6)对于流程长的厚壁或成型面积大的注塑件,为了保证塑料熔体的充分填充,应考虑设置加热装置。对能够适用于无流道和热流道结构的塑料应具有以下要求。......
2023-06-30

运动机构的不同运动形式称为“运动”要素。当注塑件具有侧向的孔或槽时,还需要有侧向分型和抽芯运动。为了便于注塑模运动形式的确定,可以在对注塑件进行形体分析时,绘制注塑件成型要求和所选择运动执行机构的特定运动形式图来确定模具结构方案。......
2023-06-30
在对注塑件进行形体分析时,比较难发现注塑件成型时会发生运动“干涉”的现象,因为运动“干涉”要素具有极大的隐蔽性。通过绘制注塑件“运动与干涉”要素分析图或注塑件成型运动路线分析图,可以初步发现注塑件的“干涉”要素。......
2023-06-30

表A-2 “形状与障碍体”要素的符号(续)2)“型孔与型槽”要素的符号见表A-3。“变形与错位”可分成“变形”和“错位”,注塑件的“变形”又可分成变形、翘起、弯曲和破裂等形式。表A-4 “变形与错位”要素的符号4)“运动与干涉”要素的符号见表A-5。表A-6 “塑料与外观”要素的符号6)注塑模结构方案分析符号见表A-7,其主要用于对注塑模结构方案的分析。表中包括常见的抽芯机构和脱模机构的符号。......
2023-06-30

注塑件周侧面的“型孔与型槽”是决定注塑模的水平抽芯、斜向抽芯机构及活块的要素。找出“型孔与型槽”的尺寸要求 注塑件“型孔与型槽”的尺寸包括截面尺寸、深度、孔口和孔底的尺寸。......
2023-06-30
切削用量是衡量切削运动大小的参数,包括切削深度、进给量和切削速度三要素。半精车和精车时的切削深度是根据加工精度和表面粗糙度的要求,由粗加工后留下的余量确定的。2)进给量粗车时,选择进给量主要考虑车床进给机构的强度、刀杆尺寸、刀片厚度、工件直径及长度等因素,在工艺系统刚性和强度允许的情况下,可选用较大的进给量;半精车和精车时,为了减小工艺系统的弹性变形,减小已加工表面粗糙度,一般多采用较小的进给量。......
2023-06-27
相关推荐