因为到目前为止,注塑件设计人员还没有习惯将“外观”的要求标注到注塑件的图样上,且国家或部门或企业也无相关的文件规定。根据我们实际工作的经验,可用以下三种方法来确定注塑件的“外观”要素。2)还有一类,皮肤经常要去接触的塑料产品,这类塑料产品的表面也应该有注塑件“外观”要素的存在。还有对外观视觉要求高的表面,也应当有注塑件“外观”要素的存在。......
2023-06-30
注塑件的“外观”是指在注塑件表面上应该消除模具结构成形的痕迹和成型加工的痕迹,其中主要应该消除注塑件上分型面、抽芯、注塑件脱模和模具镶嵌的成型痕迹。当然,缺陷的痕迹也是不允许存在的。
1.去除注塑件分型面痕迹的方法
去除注塑件分型面痕迹的方法,主要应用在圆柱形注塑件和侧面无“障碍体”的注塑件,应尽量避免在影响注塑件外观的型面上进行分型。“外观”要素对注塑件分型面设置的要求,见表3-10。表中同一种注塑件因分型面采用了两种不同的设置方式,它们对注塑件“外观”的影响也不相同,前者无分型面的痕迹而后者却存在着分型面的痕迹。
表3-10 “外观”要素对注塑件分型面设置的要求

2.减少或隐蔽浇口痕迹的方法
注塑件在浇注成型时,会在其表面留下浇口痕迹影响美观。这时,可以改变模具浇口的位置,如使浇口处于注塑件的背面,从而消除浇口痕迹对注塑件外表美观性的影响。
(1)改变浇口位置 可以将注塑件敏感表面上的浇口,改设到隐蔽的位置上。
【例3-17】 以二次浇口改变浇口在注塑件上的位置,如图3-23所示。图中三种浇口均采用的是辅助流道的潜伏式二次浇口,有效地将浇口设置在了注塑件的背面或侧背面上。熔体通过潜伏式浇口和圆弧形或倾斜式或直通式辅助流道流入模具型腔。二次浇口主要是设置在矩形推杆上,开模后,辅助流道和浇口的冷凝料与注塑件一起被推杆顶出。注塑件与辅助流道及浇口冷凝料的分离,可依靠人工进行。
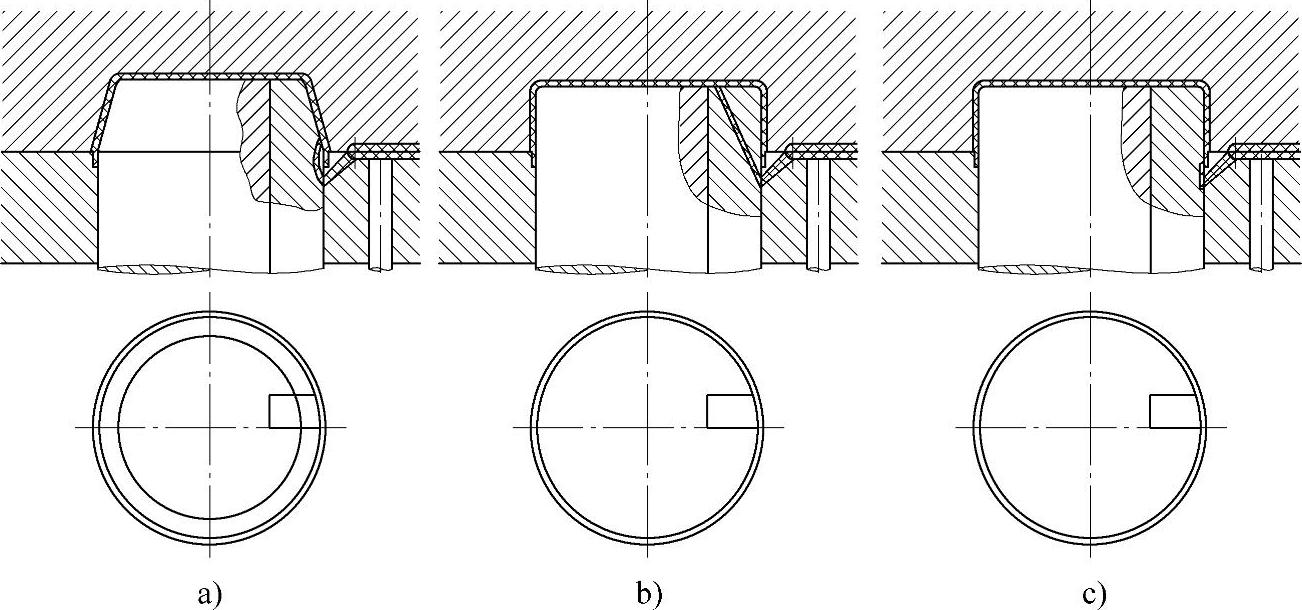
图3-23 以二次浇口改变浇口在注塑件上的位置
a)圆弧形辅助流道的潜伏式二次浇口 b)倾斜式辅助流道的潜伏式二次浇口 c)直通式辅助流道的潜伏式二次浇口
【例3-18】 注塑件在有“外观”美观性要求的情况下,点浇口痕迹虽较小,但毕竟还是存在着痕迹。为此,可将点浇口放置到注塑件的内表面上,如图3-24所示。分型面Ⅰ—Ⅰ分型开模后,在推板10的作用下推件板7将注塑件顶落。同时,浇口冷凝料也被拉断。随后由差动顶出机构打开流道板9,即分型面Ⅱ—Ⅱ开模时,动模型芯5与分流道型芯6分离。在推板10中的推杆8作用下,分流道中的冷凝料可被顶出。需要注意的是,流道板9打开的距离应能使浇注系统中的冷凝料自动脱落。由于分流道的长度长,可采用装有流道板电加热圈3的加长型热流道的热浇口套2。
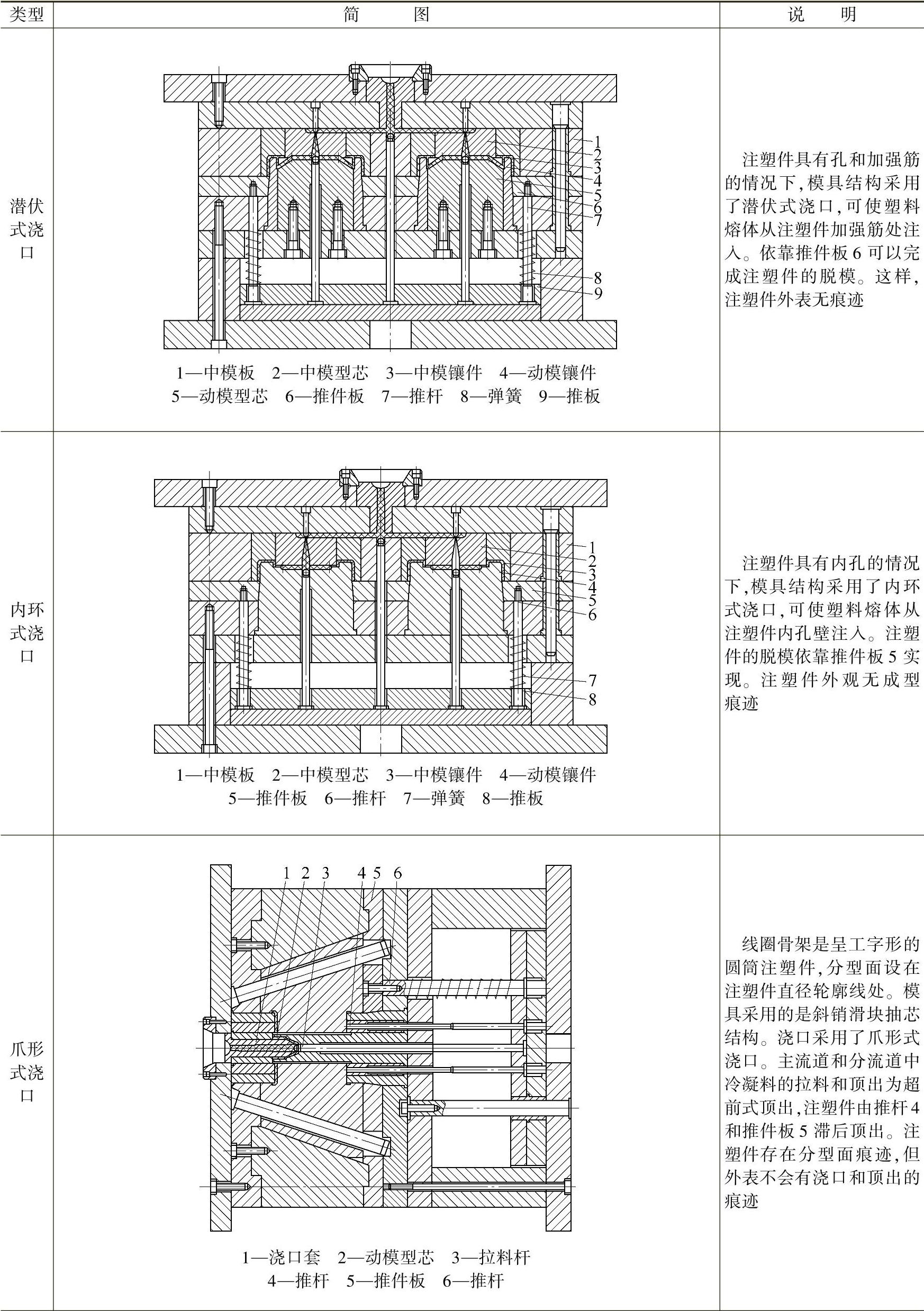
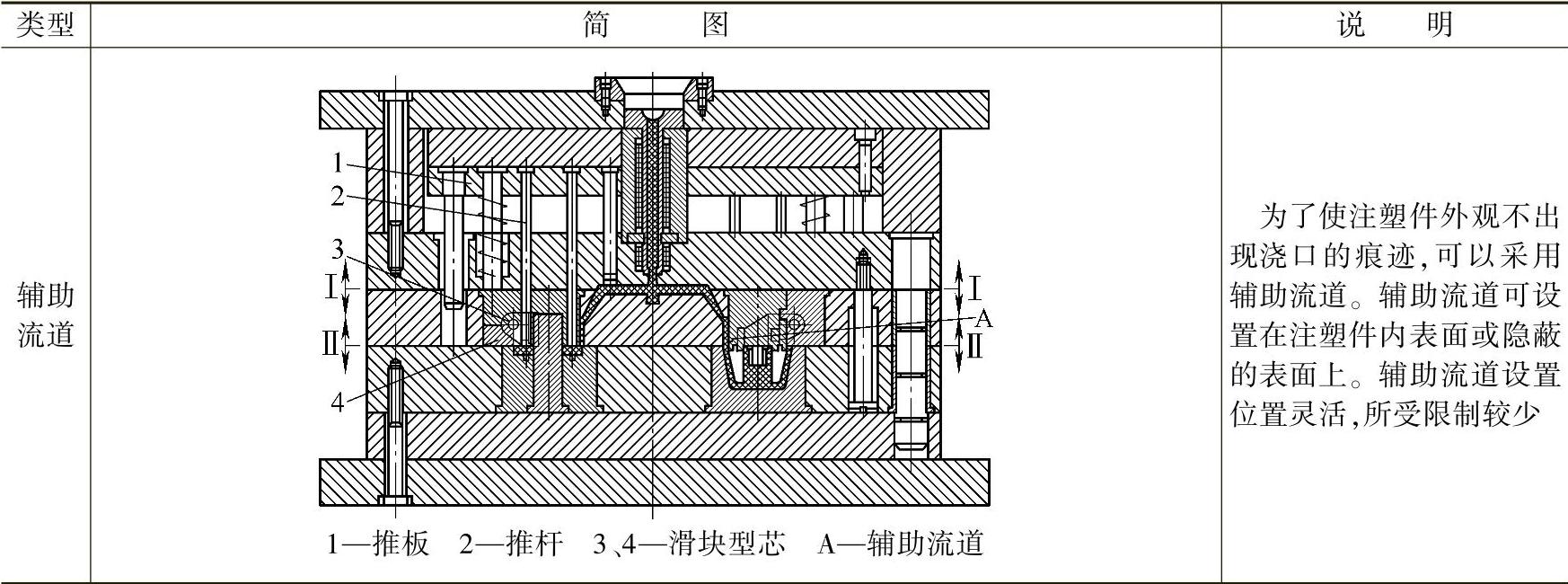
(2)改变浇口的形式 在模具几种形式的浇口中,辅助浇口和潜伏浇口位置的设置是很灵活的,应避免将浇口设置在注塑件比较敏感的表面上,而要将浇口设置在注塑件较隐蔽的表面上。为了确保注塑件“外观”,也可以改变浇口的形式,见表3-11。
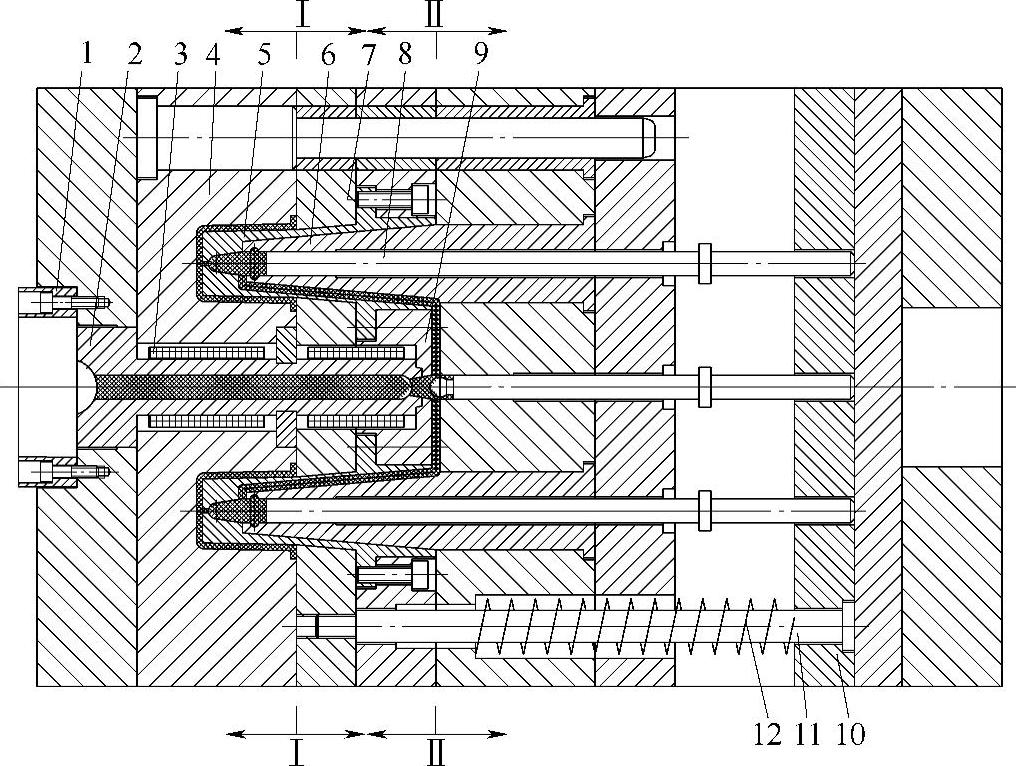
图3-24 注塑件内表面设置的点浇口
1—定位圈 2—热浇口套 3—电加热圈 4—定模板 5—动模型芯 6—分流道型芯 7—推件板 8、11—推杆 9—流道板 10—推板 12—弹簧
表3-11 改变浇口的形式
(续)
3.消除注塑件上脱模痕迹的方法
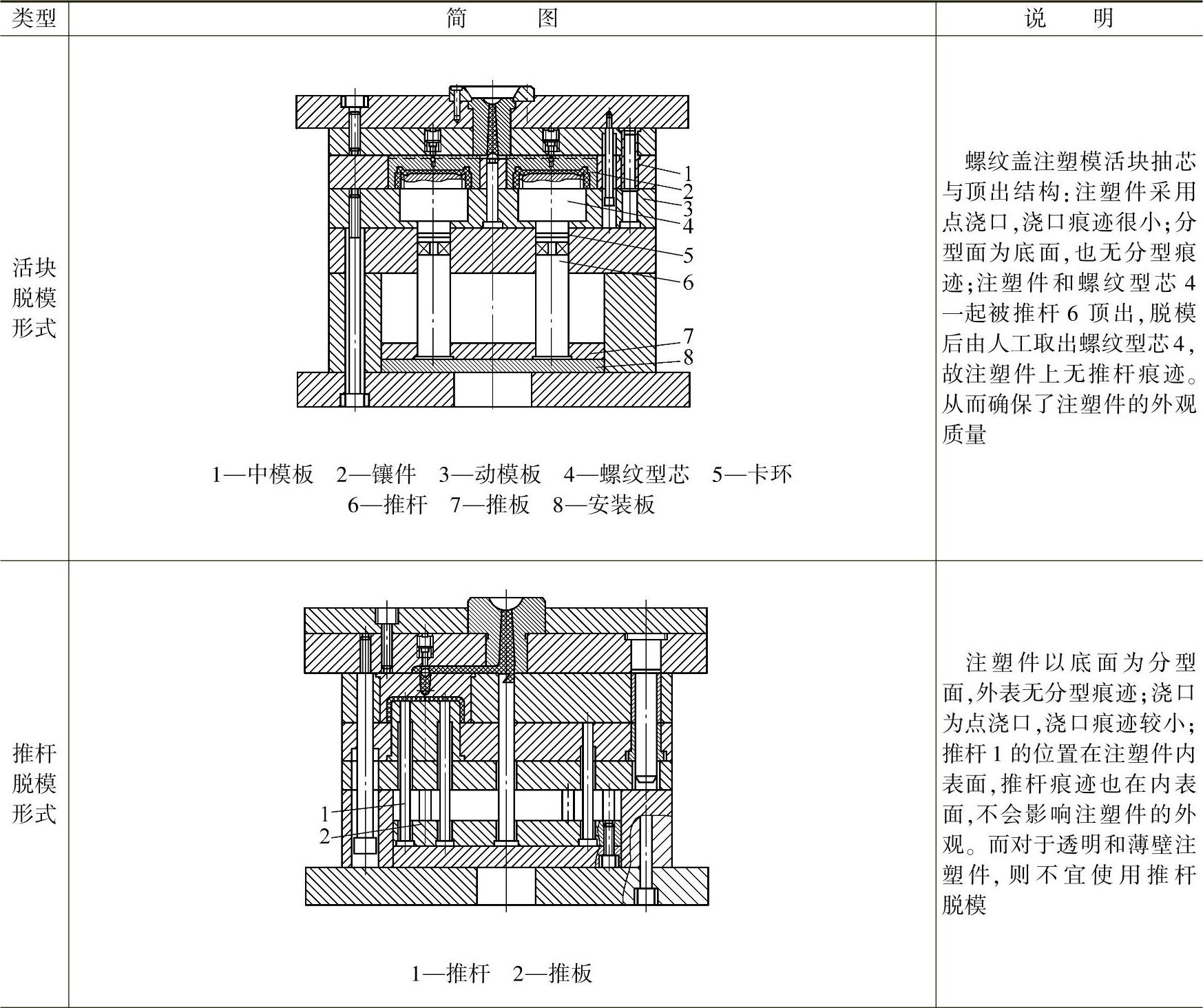
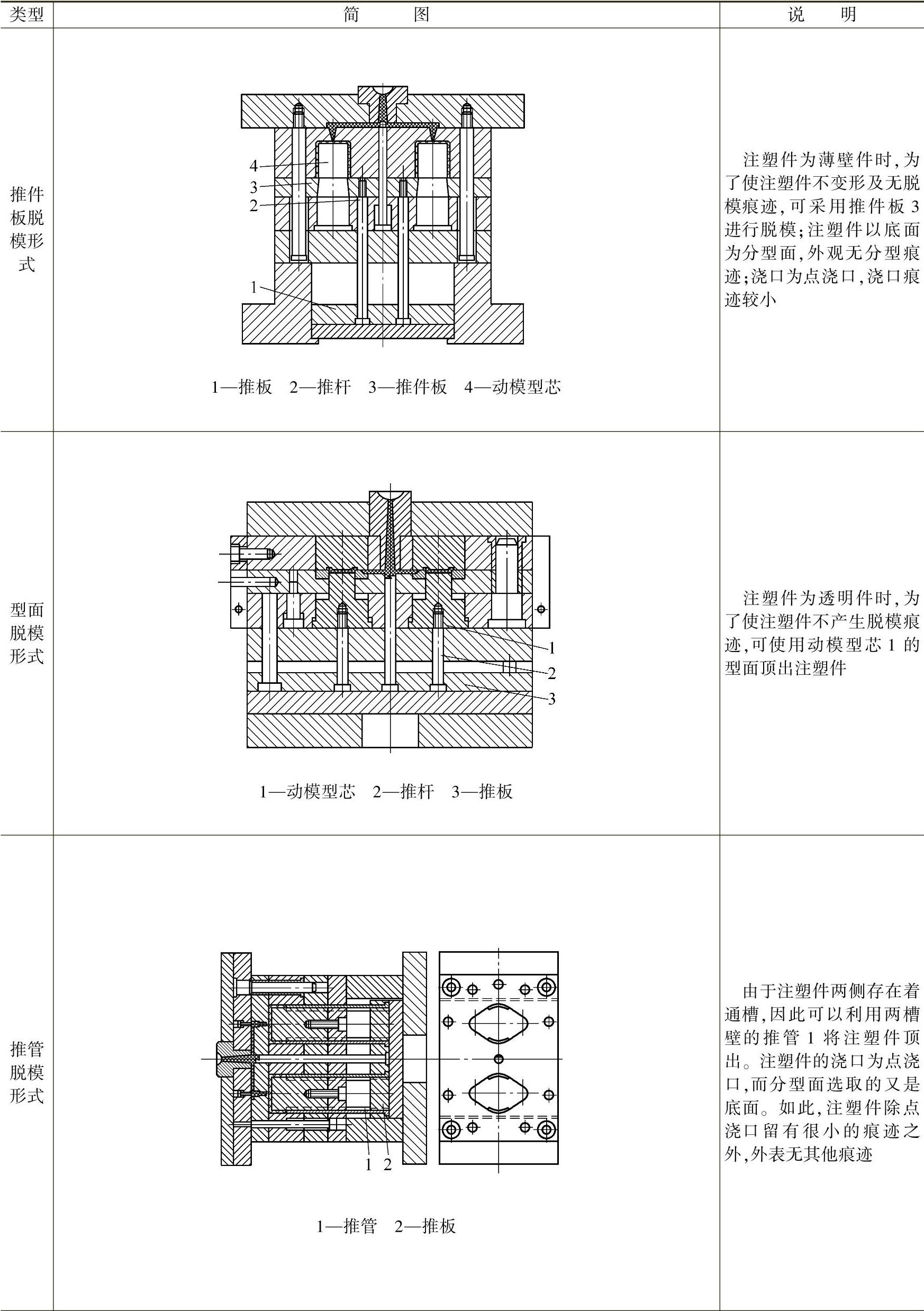
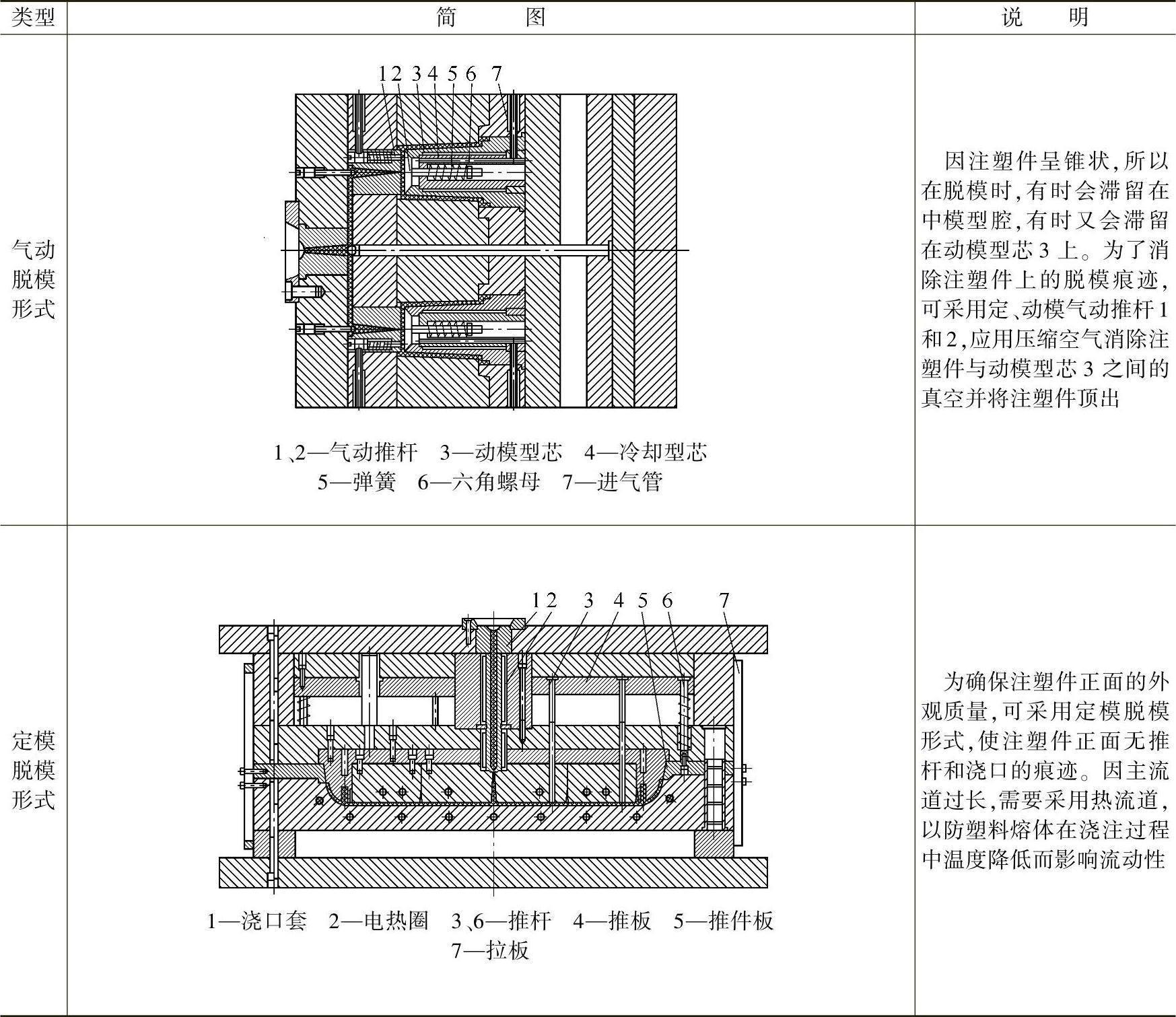
在对注塑件上的模具结构成型痕迹进行分析时,有时在注塑件上找不到推杆的脱模痕迹。不是注塑模没有脱模机构,而是采用了不会在注塑件上存在脱模痕迹的模具结构,具体措施见表3-12。
表3-12 消除注塑件上脱模痕迹的措施
(续)
(续)
4.消除注塑件上镶嵌痕迹的方法
注塑件上还可能会存在着镶嵌件的痕迹,这样就要求不允许在与注塑件敏感表面相对应的模具位置上设置镶嵌构件,从而可避免注塑件敏感表面上出现镶嵌件痕迹。
有关现代注塑模结构设计实用技术的文章

因为到目前为止,注塑件设计人员还没有习惯将“外观”的要求标注到注塑件的图样上,且国家或部门或企业也无相关的文件规定。根据我们实际工作的经验,可用以下三种方法来确定注塑件的“外观”要素。2)还有一类,皮肤经常要去接触的塑料产品,这类塑料产品的表面也应该有注塑件“外观”要素的存在。还有对外观视觉要求高的表面,也应当有注塑件“外观”要素的存在。......
2023-06-30

故注塑件在进行形体分析时的“外观”要素,是模具结构方案分析时不能遗漏的因素,而在确定模具结构方案时更需要有处置注塑件“外观”要素的措施。标注有注塑件形体分析“外观”要素的表面为正面,也就是说正面不允许有镶接、浇口和注塑件脱模的痕迹。 圆筒“外观”要素分析图如图2-27所示。可见模具的结构会因成型加工缺陷痕迹的存在和注塑件“外观”要素的要求,而有不同的方案。......
2023-06-30

特别是日用品和家电产品,人们对注塑件外观的要求越来越高,甚至达到了挑剔的地步。当然,“外观”要素本身还不能包括成型加工的痕迹,故“外观”要素仅是指注塑件上的模具结构成型痕迹。这样做的目的就是为了让注塑件的外观更加漂亮,这就是注塑件“外观”要素。......
2023-06-30

通过对拉手外观进行可行性分析,可以找到拉手注塑模处置“外观”要素的模具结构方案。注塑模浇注系统设置的可行性分析 由于拉手正面有着“外观”要求,也不能存留任何的模具结构成型的痕迹。“缺陷”要素还会影响到注塑件的使用性能。“外观”和“缺陷”要素,都会影响到模具浇口的设计、脱模机构的设计和抽芯机构的设计。......
2023-06-30
对于“塑料”要素只要在注塑件的图样上找到塑料的名称或代号便可得知。至于模具是采用冷却装置还是加热装置,一般来说,模温低于塑料的成型工艺要求时,应设置加热装置,而模温高于塑料的成型工艺要求时,应设置冷却装置。6)对于流程长的厚壁或成型面积大的注塑件,为了保证塑料熔体的充分填充,应考虑设置加热装置。对能够适用于无流道和热流道结构的塑料应具有以下要求。......
2023-06-30

在对注塑件进行形体分析时,比较难发现注塑件成型时会发生运动“干涉”的现象,因为运动“干涉”要素具有极大的隐蔽性。通过绘制注塑件“运动与干涉”要素分析图或注塑件成型运动路线分析图,可以初步发现注塑件的“干涉”要素。......
2023-06-30

运动机构的不同运动形式称为“运动”要素。当注塑件具有侧向的孔或槽时,还需要有侧向分型和抽芯运动。为了便于注塑模运动形式的确定,可以在对注塑件进行形体分析时,绘制注塑件成型要求和所选择运动执行机构的特定运动形式图来确定模具结构方案。......
2023-06-30

图7.2.12 “图”选项卡● 选项:利用该项功能可以把材质纹理图片附于模型表面上,使模型具有某种材质的纹理效果。Step2.在“外观管理器”对话框中,单击按钮以添加新外观。......
2023-06-20
相关推荐