注塑件周侧面的“型孔与型槽”是决定注塑模的水平抽芯、斜向抽芯机构及活块的要素。找出“型孔与型槽”的尺寸要求 注塑件“型孔与型槽”的尺寸包括截面尺寸、深度、孔口和孔底的尺寸。......
2023-06-30
注塑件正面及背面上的“型孔与型槽”及小螺孔的走向若是与开、闭模方向一致,一般采用型芯或螺纹型芯或螺纹嵌件杆来成型。可以利用动模的开、闭模运动,使动模与定模上的型芯或螺纹型芯或螺纹嵌件杆完成“型孔与型槽”及小螺孔的抽芯与复位。对注塑件中成型螺孔的螺纹型芯或螺纹嵌件杆而言,螺纹型芯或螺纹嵌件杆则需要人工取出。动、定模合模前,完成螺纹型芯或螺纹嵌件杆的安装。
(1)型芯及嵌件杆的成型与抽芯 注塑件上“型孔与型槽”的轴线与注塑模开、闭模方向一致时,一般采用型芯来成型注塑件上的型孔与型槽,采用螺纹型芯或螺纹嵌件杆来成型较小的螺孔。“型孔与型槽”,可以是通孔,也可以是盲孔。
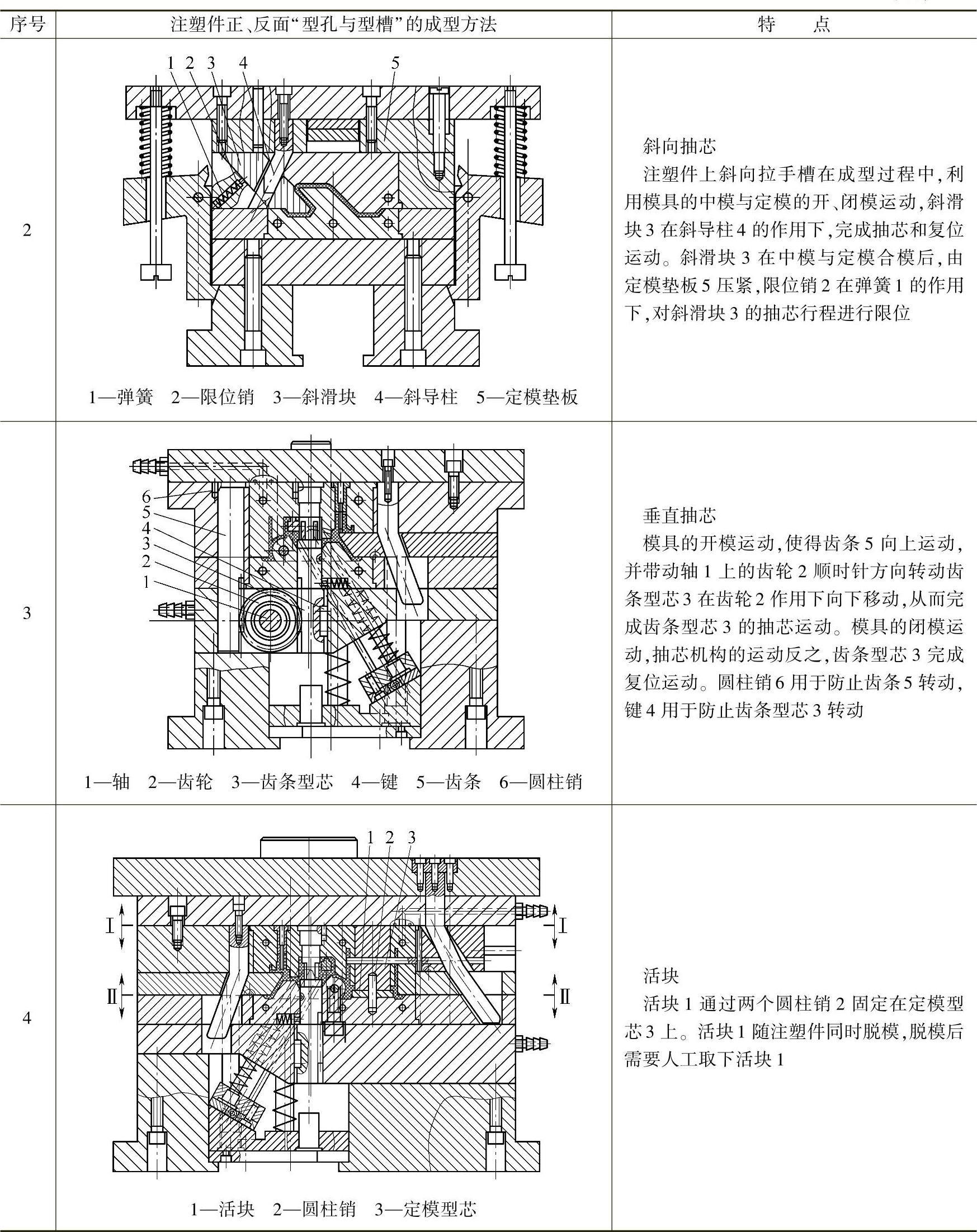
(2)斜向“型孔与型槽”的成型与抽芯 注塑件正、背面上“型孔与型槽”的轴线与注塑模开闭模方向成一定角度时,可采用斜向抽芯机构进行成型和抽芯。
(3)“型孔与型槽”垂直抽芯机构的抽芯与复位 成型注塑件上的大螺孔或影响注塑件斜向脱模的“型孔与型槽”,都可以采用齿轮副(含锥齿轮副)垂直抽芯机构进行抽芯与复位。
(4)“型孔与型槽”的活块成型与抽芯 注塑件上较大的圆柱孔及较大的异形孔,可以采用活块成型。孔的轴线可以与注塑模开、闭模方向一致,也可以与注塑模开、闭模方向成一定角度,还可以与注塑模开、闭模方向垂直。注塑件正、反面“型孔与型槽”的成型方法见表3-2。
表3-2 注塑件正、反面“型孔与型槽”的成型方法

(续)
有关现代注塑模结构设计实用技术的文章

注塑件周侧面的“型孔与型槽”是决定注塑模的水平抽芯、斜向抽芯机构及活块的要素。找出“型孔与型槽”的尺寸要求 注塑件“型孔与型槽”的尺寸包括截面尺寸、深度、孔口和孔底的尺寸。......
2023-06-30

其上的“型孔与型槽”要素,可以通过注塑件图的形体分析找出,如图2-12所示。为了使模具结构方案的制订能顺利地进行,应该对“型孔与型槽”要素进行分类处理。因为产品零件中,各种类型的孔和槽可能很多,分类后会对统一处理“型孔与型槽”要素带来很多的便利。同时,还要注意,当存在两个及两个以上“型孔与型槽”的抽芯机构进行交叉抽芯时,是否存在着发生运动干涉的可能性。......
2023-06-30

注塑件成型时很难获得金属零件那样高的精度要求。一是由于注塑件的塑料所具有的收缩特性或收缩各向异性;二是由于注塑件的壁厚不均匀;三是由于注塑件的成型加工,不能够采用机械加工的工艺方法。注塑件在脱模后,应立即插入校形销。......
2023-06-30
现代纸箱厂中的主要加工设备,如瓦楞纸板复合流水线、印刷开槽机、钉(黏)合机等,很多功能都是为0201型纸箱专门量身设计的,在所有的各类箱型中,0201型纸箱的市场占有率超过90%。但是,客户在使用0201型纸箱时,常常因纸箱成型时产生的种种问题而投诉供应商,并引起双方的争执,其中有些确实是纸箱厂在加工中某些细节做得不到位,但很多是用户不了解0201型纸箱的一些固有特性所致。......
2023-06-27

所谓低速执行型程序是指仅在恒定扫描的剩余时间内或设定了低速执行程序执行时间时执行的程序。低速执行型程序的动作方式见表6-2。当低速END处理结束后,再次从头开始执行低速执行型程序。......
2023-06-16

成型注射塑料制品会产生成型收缩、自由收缩、限制收缩、后收缩和后处理收缩等形式的收缩。为了获得注塑件图样上所要求的尺寸,模具型芯和型腔尺寸应该是注塑件的基本尺寸+基本尺寸的中差值+塑料的收缩量。由于校形销直径大于成型销,注塑件在成型收缩时会受到校形销的约束作用。......
2023-06-30

细料通过底部的筛板出料,由集粉袋收集,粗料则留在机器内重复粉碎,直至通过筛板排出。粉碎成品细度的大小可通过更换不同孔径的筛板获得。选择合适的筛板并安装,安装集粉袋。待机器完全停止转动后,清理集粉袋,清洁机器。练一练SF-130型锤击式粉碎机的维护与保养1.定期检查轴承,更换高速黄油,以保证机器正常运转。更换锤头时应整套更换,不能只更换其中几只锤头。表1-2SF-130型锤击式粉碎机的常见故障及排除方法......
2024-01-21

相关推荐