因为到目前为止,注塑件设计人员还没有习惯将“外观”的要求标注到注塑件的图样上,且国家或部门或企业也无相关的文件规定。根据我们实际工作的经验,可用以下三种方法来确定注塑件的“外观”要素。2)还有一类,皮肤经常要去接触的塑料产品,这类塑料产品的表面也应该有注塑件“外观”要素的存在。还有对外观视觉要求高的表面,也应当有注塑件“外观”要素的存在。......
2023-06-30
家电、通信、办公用品等人们日常生活用品中的塑料件,对注塑件外观的美观性要求特别高,在这些注塑件的敏感表面上是不允许存在任何模具结构成型痕迹的。故注塑件在进行形体分析时的“外观”要素,是模具结构方案分析时不能遗漏的因素,而在确定模具结构方案时更需要有处置注塑件“外观”要素的措施。
【例2-21】 司机门锁主体部件“外观”要素分析图如图2-26所示。材料:30%玻璃纤维增强聚酰胺6(黑色)QYSS08-92,收缩率:1%。标注有注塑件形体分析“外观”要素的表面为正面,也就是说正面不允许有镶接、浇口和注塑件脱模的痕迹。而司机门锁主体中的拉手槽也不允许有槽抽芯的痕迹,拉手槽若存在着抽芯的痕迹,手接触到后会产生极其不舒服的感觉。
注塑件的形体分析,只要提取出注塑件的“外观”要求就可以了。至于采取何种模具结构的方案,可以放在模具结构方案的可行性分析中再去解决。也就是说,模具结构方案可行性分析的任务,就是要模具设计者找出一些能保证注塑件形体分析要求的措施。只要提出对模具结构方案的要求是合理的,且又是影响模具方案的“六要素”之一,就一定能找到相应的措施来满足注塑件形体分析的要求。
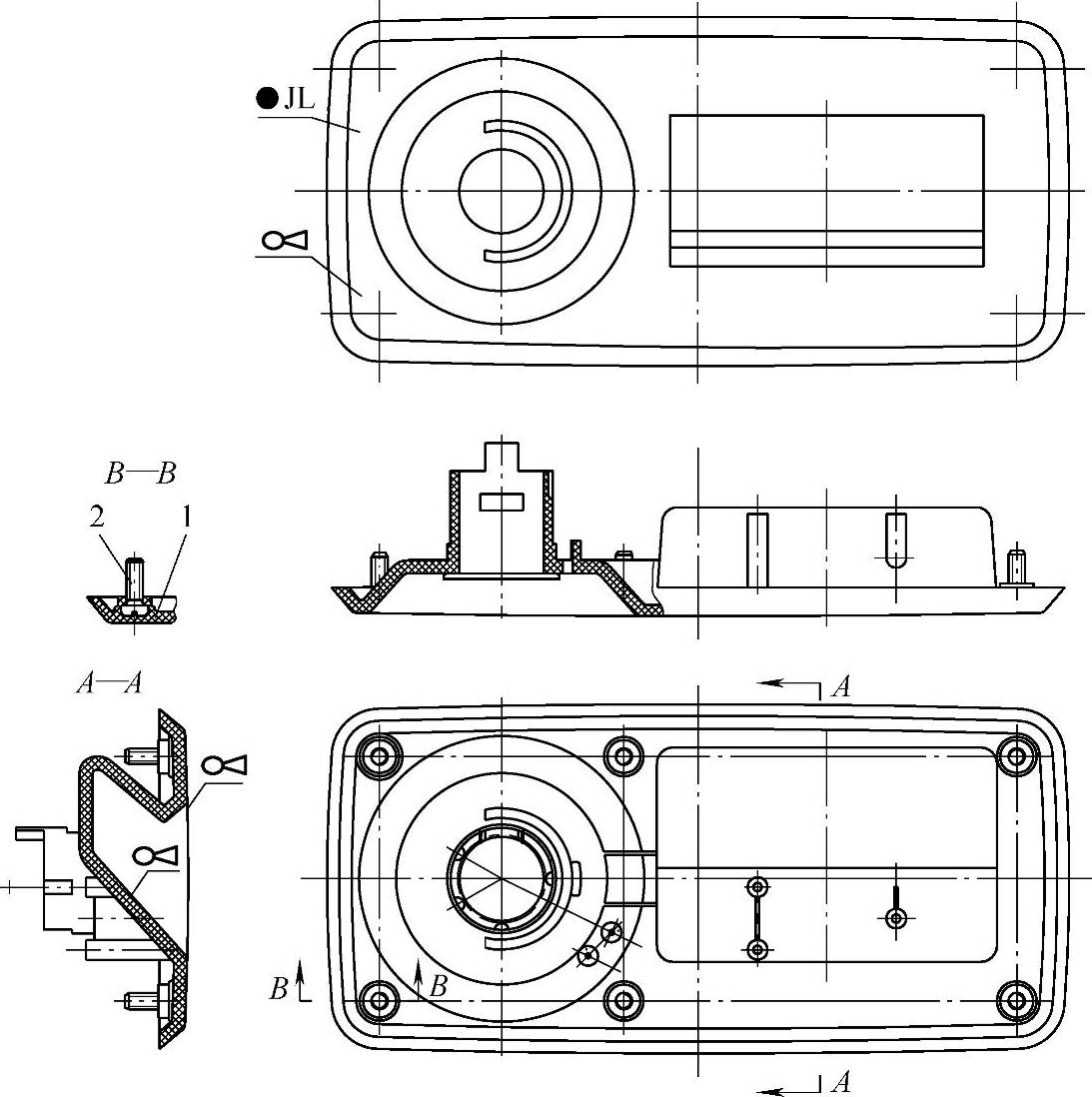
图2-26 司机门锁主体部件的“外观”要素分析图 1—司机门锁主体部件 2—圆螺母
注: JL—“塑料”;
JL—“塑料”; —“外观”。
—“外观”。
【例2-22】 圆筒“外观”要素分析图如图2-27所示。该注塑件有“外观”的要求,即要求注塑件外表面上不能存在分型面的痕迹,也不能有注塑件脱模的痕迹。因注塑件的高度为40mm,而壁厚仅为1.5mm,属于薄壁注塑件。薄壁注塑件成型时最容易产生壁厚不均匀的现象,也就是易产生壁厚“错位”的现象,也容易产生“变形”的问题。因此,对于该注塑模来讲,就是要解决“外观”“错位”和“变形”的问题。注塑件的形体分析,就是要善于找出注塑件上能够影响注塑模结构方案的“六要素”。
【例2-23】 溢流管的“外观”要素分析图如图2-28所示。材料:聚氨酯弹性体,收缩率:1.8%。由于溢流管是装在胶囊之内,若溢流管存在着模具结构痕迹,摆动的溢流管会磨破胶囊。故溢流管表面应该有外观要求。
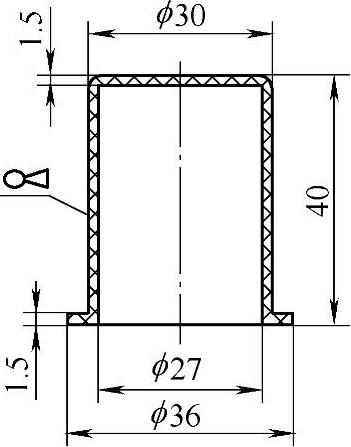
图2-27 圆筒的“外观”要素分析图
注: —“外观”。
—“外观”。
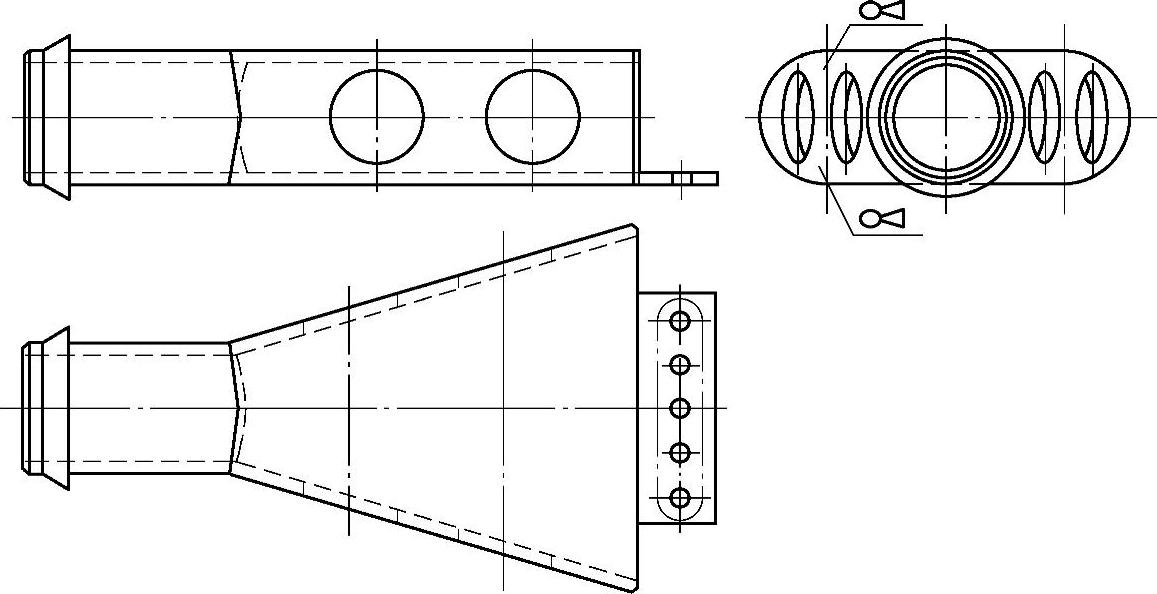
图2-28 溢流管的“外观”要素分析图
注: —“外观”。
—“外观”。
形体分析之一:因注塑件壁厚为1.5mm,若推杆设置在注塑件外表面范围内,注塑件表面上将会出现推杆顶出的凹痕。因此,注塑件不能出现推杆脱模的痕迹。
形体分析之二:为了满足注塑件外观的要求,注塑件的敏感部位上不能有抽芯和脱模的痕迹存在。
【例2-24】 分流管的“外观”要素分析图如图2-29所示。分流管是装在某种服装中的,若分流管存在着模具结构痕迹,分流管在服装中不断的摆动会磨破服装,分流管必须有“外观”的要求。
形体分析之一:由于注塑件的壁厚仅1mm,属于薄壁注塑件。要求注塑件不能产生变形和壁厚不均匀的现象,即不能出现变形和错位的缺陷。
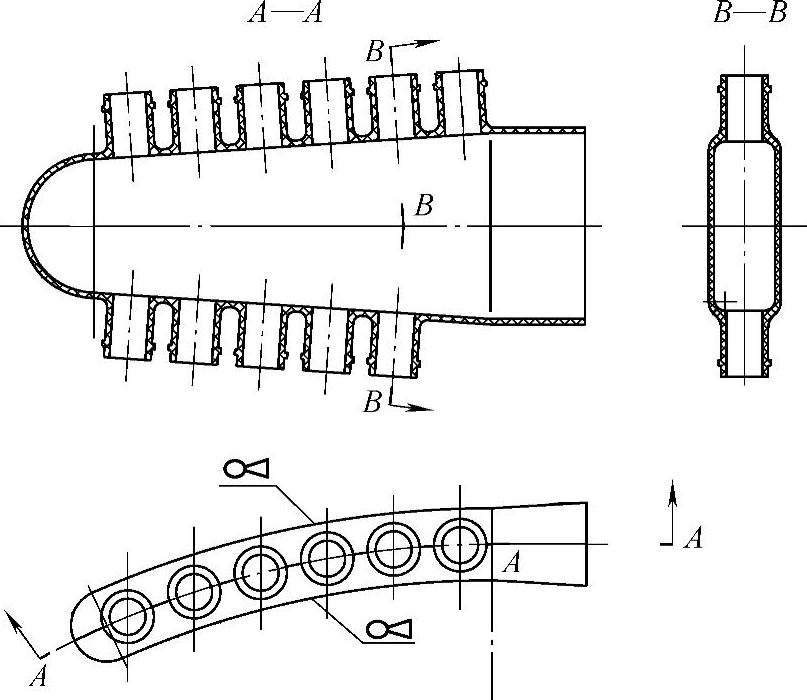
图2-29 分流管的“外观”要素分析图
注: —“外观”。
—“外观”。
形体分析之二:因为分流管是安装在某种服装腰部两侧的零件,若分流管的外表面存留有模具结构的成型痕迹,分流管会与服装织物发生摩擦,时间长了就会将服装磨破。在这种情况之下,要求注塑件外表面上不能出现抽芯和脱模的痕迹。
【例2-25】 外开手柄“缺陷”要素分析图如图2-30所示。外开手柄在注塑模中有两种位置,当处于图2-30a所示的位置时,熔体由下方的点浇口自下而上逆向紊流失稳填充,注塑件会产生流痕、缩痕、填充不足、银纹和明显的熔接痕等缺陷。当然若采用气辅式注射填充,这些缺陷痕迹将不会存在,但一是需要有气辅式注射设备,二是会增加成本。
若不采用气辅式注射成型,为了消除上述缺陷痕迹,可以采用图2-30b所示的位置进行模具的设计,熔体由两边上方的点浇口自上而下顺势稳流填充,流痕、缩痕、填充不足和银纹缺陷痕迹将不会存在,熔接痕也会因熔体由两处点浇口进行填充,熔体填充距离的缩短而变得不明显。
由于手要经常握拿外开手柄,不管外开手柄在注塑模中是哪一种摆放位置,外开手柄上不允许有模具结构痕迹的存在。外开手柄两种摆放位置就会有两种对应的模具结构,当处于图2-30a所示的位置时,模具应该是动模脱模,模具结构自然简单。当处于图2-30b所示的位置时,模具应该是定模脱模,模具结构复杂。但是为了注塑件产品的质量,需要选用复杂的模具结构。可见模具的结构会因成型加工缺陷痕迹的存在和注塑件“外观”要素的要求,而有不同的方案。

图2-30 外开手柄的“缺陷”要素分析图
a)外开手柄在模具中的位置之一 b)外开手柄在模具中的位置之二
有关现代注塑模结构设计实用技术的文章

因为到目前为止,注塑件设计人员还没有习惯将“外观”的要求标注到注塑件的图样上,且国家或部门或企业也无相关的文件规定。根据我们实际工作的经验,可用以下三种方法来确定注塑件的“外观”要素。2)还有一类,皮肤经常要去接触的塑料产品,这类塑料产品的表面也应该有注塑件“外观”要素的存在。还有对外观视觉要求高的表面,也应当有注塑件“外观”要素的存在。......
2023-06-30

特别是日用品和家电产品,人们对注塑件外观的要求越来越高,甚至达到了挑剔的地步。当然,“外观”要素本身还不能包括成型加工的痕迹,故“外观”要素仅是指注塑件上的模具结构成型痕迹。这样做的目的就是为了让注塑件的外观更加漂亮,这就是注塑件“外观”要素。......
2023-06-30

在对注塑件进行形体分析时,一定要找出注塑件的“塑料”要素。 行李箱锁主体部件“塑料”要素分析图如图2-31所示。注塑件的“塑料”要素是影响模具温控系统设置的因素,什么样的模具需要设置加温装置,什么样的模具需要设置冷却装置,这些完全取决于塑料品种。图2-32 转换开关大、小件“塑料”要素分析图 a)小件 b)大件注:L—“塑料”。......
2023-06-30
再根据成型加工痕迹的特征及其原因进行分析排查,如此可以缩小排查范围。问题件的缺陷分析 壳体的痕迹如图8-11b所示,由于浇口处在半球形外壳与螺纹相连接的端面上,在注塑机的压力下,熔融的料流从型芯与模腔之间的空间分别由两侧并向上和向下逐层进行填充。压缩气体的温度进一步提高,炽热的气体使塑料产生过热的现象并发生降解而出现了过热痕。......
2023-06-30

由此看来,这是一个典型的含有“变形与错位”要素的例子。对于薄壁件注塑模的结构设计,最重要的是保证塑件不变形和不错位。图2-16 溢流管的“变形与错位”要素分析图注:—变形;—错位。分流管上的“变形与错位”要素,可通过注塑件图的形体分析找出,如图2-18所示。影响注塑件变形的有注塑件分型面的选取,注塑件的侧向分型和抽芯,以及注塑件的脱模形式。注塑件“变形与错位”要素,也是影响精密注塑模结构的主要因素。......
2023-06-30

由于注塑件缺陷图解预测法的使用具有广泛性和普遍性,又不需应用相应计算机软件的特点,故图解法可以在CAE法不能使用的领域中充分发挥其作用。因为注塑件缺陷的预测分析,可以将大部分或全部的注塑件成型加工缺陷阻挡在注塑模结构方案制订之前。......
2023-06-30
寻找注塑件“运动与干涉”要素和解决运动“干涉”现象,在绘制注塑件“运动与干涉”要素分析图或注塑件成型运动路线分析图时,可以得到初步的解决。成型两通接头两孔型芯的“运动与干涉”要素分析图,如图2-22c所示。该带灯行李箱锁主体部件存在多处的“运动与干涉”要素,若在注塑模设计时不能很好地处理这些“运动与干涉”要素,其后果不堪设想。......
2023-06-30

注塑件的形体分析图,只要将影响注塑模结构方案的“六要素”用符号表示出来,并对符号给出说明就可以了。注塑模结构方案可行性分析图,需要在注塑模设计之前,交给校对人员或审核人员进行校核和审查。 标注有“六要素”符号的行李箱锁主体部件分析图,如图2-33所示。注塑件的形体分析,会直接影响到注塑模结构设计的正确性和完整性。只要注塑件的形体分析能够到位,制订与形体分析“六要素”相适应的方案就会相对容易一些。......
2023-06-30
相关推荐