由此看来,这是一个典型的含有“变形与错位”要素的例子。对于薄壁件注塑模的结构设计,最重要的是保证塑件不变形和不错位。图2-16 溢流管的“变形与错位”要素分析图注:—变形;—错位。分流管上的“变形与错位”要素,可通过注塑件图的形体分析找出,如图2-18所示。影响注塑件变形的有注塑件分型面的选取,注塑件的侧向分型和抽芯,以及注塑件的脱模形式。注塑件“变形与错位”要素,也是影响精密注塑模结构的主要因素。......
2025-09-29
寻找注塑件“运动与干涉”要素和解决运动“干涉”现象,在绘制注塑件“运动与干涉”要素分析图或注塑件成型运动路线分析图时,可以得到初步的解决。但这样只能解决注塑件成型加工时“运动与干涉”的路线问题,而不能解决模具运动构件间和模具运动构件与静止构件间的碰撞问题。这就需要在模具图样设计或造型时,绘制所有运动机构的构件运动分析图,才能确定构件间可能存在的碰撞部位。
【例2-17】 两通接头由两个相互垂直的孔组成,并且两孔在拐角处相对接,如图2-22a所示。两通接头两垂直孔的型芯如图2-22b所示,由型芯Ⅰ′和型芯Ⅱ′组合后成型。型芯Ⅰ′为水平抽芯,可以利用斜销滑块抽芯机构进行抽芯和复位。型芯Ⅱ′为垂直抽芯,型芯Ⅱ′安装在脱模机构的安装板上,可利用模具的开、闭模运动进行抽芯和复位。这是因为“两通接头”需要用推管脱模,型芯Ⅱ′只能安装在两副安装板中的一副上。成型两通接头两孔型芯的“运动与干涉”要素分析图,如图2-22c所示。若型芯Ⅱ′不能在型芯Ⅰ′复位之前先行复位,就必将导致型芯Ⅰ′复位时与型芯Ⅱ′碰撞,即会发生型芯Ⅰ′与未先行复位型芯Ⅱ′的运动干涉现象。这种运动干涉现象,会在型芯Ⅰ′对接或超越未先复位的型芯Ⅱ′时发生,会造成两件型芯的弯曲或折断,所以需要特别注意。
【例2-18】 分流管的“运动与干涉”分析图,如图2-23所示。11×ϕ(6.5±0.1)mm孔与弯舌状型腔是相互贯通的。成型11×ϕ(6.5±0.1)mm孔与弯舌状型腔时,需要进行交叉的抽芯和复位运动。两处型芯在复位后需要相互贯穿,这样便会存在碰撞的问题。

图2-22 两通接头两型芯的运动分析图 a)两通接头 b)两型芯 c)两型芯的运动路线
注:←—复位; —未先复位;×—运动碰撞。
—未先复位;×—运动碰撞。
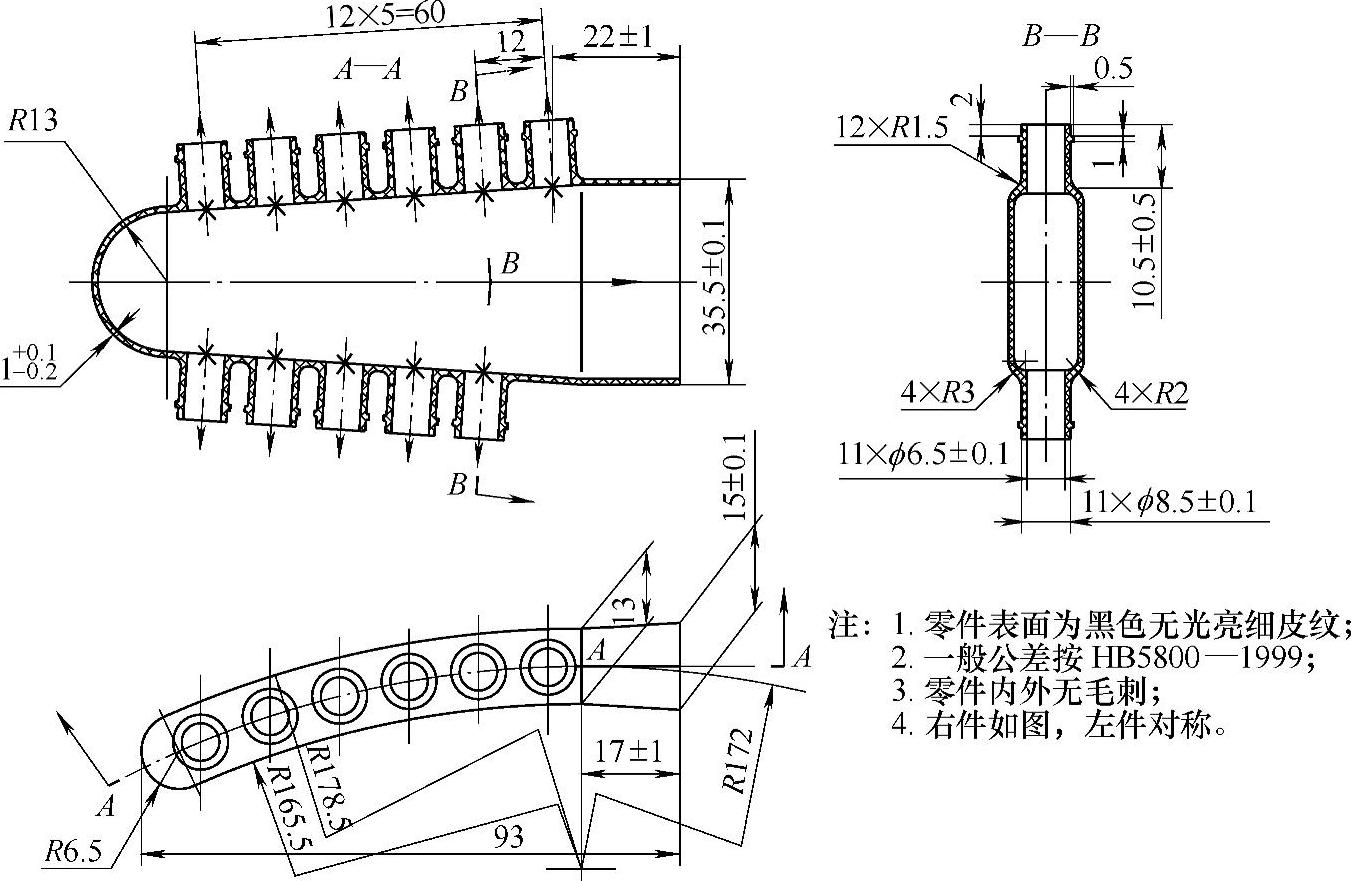
图2-23 分流管的“运动与干涉”分析图
注:↑→—两型芯的抽芯与复位的运动方向;×—运动碰撞。
【例2-19】 豪华客车带灯行李箱锁主体部件“运动和干涉”要素分析图如图2-24所示。由于显性“障碍体”的存在,注塑件正常脱模时会与“障碍体”发生碰撞,只有改为斜向脱模,才可避免模具静止的型面与注塑件“障碍体”的碰撞。因隐性“障碍体”的存在,又使得成型注塑件孔的型芯与斜向脱模运动发生干涉,如图2-24所示的C—C剖视图所示。如图2-24所示的B—B剖视图,型芯Ⅱ穿插在型芯Ⅰ的槽中,型芯Ⅱ和型芯Ⅰ若同时进行抽芯运动,型芯Ⅱ不可能在瞬间穿越51mm的距离,也就必将会发生碰撞。该带灯行李箱锁主体部件存在多处的“运动与干涉”要素,若在注塑模设计时不能很好地处理这些“运动与干涉”要素,其后果不堪设想。

图2-24 豪华客车带灯行李箱锁主体部件“运动与干涉”要素分析图 1—带灯行李箱锁主体部件 2—圆螺母(https://www.chuimin.cn)
注: —显性“障碍体”;
—显性“障碍体”; —隐性“障碍体”;
—隐性“障碍体”; —穿插抽芯间“干涉”。
—穿插抽芯间“干涉”。
【例2-20】 帽箍的形体为双曲面,如图2-25所示。材料:超韧性尼龙(黑色),收缩率:0.5%,厚度:2mm,帽箍螺旋高度变位齿条的参数见表2-1。
表2-1 “帽箍”螺旋高度变位齿条的参数

帽箍螺旋高度变位齿条的抽芯运动路线分析图,如图2-25所示。由于帽箍螺旋高度变位齿条抽芯空间的限制,不可能只进行水平方向的抽芯,也不可能只进行垂直方向的抽芯,这样都会与螺旋齿轮的齿产生“运动干涉”。要使抽芯能够顺利进行,需要将型芯分解成型芯Ⅰ和型芯Ⅱ两部分,然后,采用分别抽芯的方法,型芯Ⅰ完成水平方向的抽芯,在型芯Ⅰ让开空间位置后,型芯Ⅱ便可顺利实现垂直方向的抽芯。同时,也利于注塑件的脱模。这是将不可能实现的螺旋齿斜向抽芯的复合运动,分解成水平方向和垂直方向的两个运动,并安排先进行水平方向的运动,再完成垂直方向的运动,从而避免运动干涉。
由于完全按帽箍图样的形状来设计注塑模,帽箍不易脱模。考虑到帽箍材料为超韧性尼龙,厚度只有2mm,并用六个自攻螺钉固定在硬衬垫的塑料套上。这便可以将帽箍拉直后成型。由于只是拉直无齿部分,故不会影响帽箍螺旋高度变位齿条的齿在弧形齿与螺旋齿轮啮合的条件下进行传动。

图2-25 帽箍螺旋高度变位齿条的抽芯运动路线分析图
在成型加工过程中,注塑模的各种运动机构需严格地按照既定的先后顺序进行,即由模具的合模运动产生注塑模脱模机构及抽芯机构的复位运动,由模具的开模运动产生注塑模的抽芯运动,而注塑机的推杆运动产生注塑件的脱模运动。这就是注塑模的运动机构在成型加工过程中的运动排序。
但是,注塑模若有多个的抽芯运动,有时也要严格地按照抽芯机构的先后次序进行。总之,机构的运动需要按注塑模机构运动分析的排序进行,要做到动作协调一致,不可无序进行。否则,将会产生运动的干涉现象。
相关文章

由此看来,这是一个典型的含有“变形与错位”要素的例子。对于薄壁件注塑模的结构设计,最重要的是保证塑件不变形和不错位。图2-16 溢流管的“变形与错位”要素分析图注:—变形;—错位。分流管上的“变形与错位”要素,可通过注塑件图的形体分析找出,如图2-18所示。影响注塑件变形的有注塑件分型面的选取,注塑件的侧向分型和抽芯,以及注塑件的脱模形式。注塑件“变形与错位”要素,也是影响精密注塑模结构的主要因素。......
2025-09-29
其上的“型孔与型槽”要素,可以通过注塑件图的形体分析找出,如图2-12所示。为了使模具结构方案的制订能顺利地进行,应该对“型孔与型槽”要素进行分类处理。因为产品零件中,各种类型的孔和槽可能很多,分类后会对统一处理“型孔与型槽”要素带来很多的便利。同时,还要注意,当存在两个及两个以上“型孔与型槽”的抽芯机构进行交叉抽芯时,是否存在着发生运动干涉的可能性。......
2025-09-29

运动机构的不同运动形式称为“运动”要素。当注塑件具有侧向的孔或槽时,还需要有侧向分型和抽芯运动。为了便于注塑模运动形式的确定,可以在对注塑件进行形体分析时,绘制注塑件成型要求和所选择运动执行机构的特定运动形式图来确定模具结构方案。......
2025-09-29
注塑件周侧面的“型孔与型槽”是决定注塑模的水平抽芯、斜向抽芯机构及活块的要素。找出“型孔与型槽”的尺寸要求 注塑件“型孔与型槽”的尺寸包括截面尺寸、深度、孔口和孔底的尺寸。......
2025-09-29

而注塑件上的“障碍体”,是注塑件形体中对模具结构方案影响最大的因素,是注塑件形体设计分析的六大要素之首,也是模具结构设计时需要处理的最主要内容。注塑件设计时可能会在有意或无意中设置各种形式的“障碍体”。注塑件在设计时应该避免出现这种有害的“障碍体”。每个注塑件在进行模具结构设计时,都必须检查图样或造型上是否存在有害“障碍体”,对于设计失误所产生的“障碍体”应及时去除。......
2025-09-29
模具结构设计时,需要针对注塑件上所存在的“障碍体”要素,严格地对模具的结构方案进行可行性分析与论证,以确保模具结构方案的可行性。故在注塑件结构设计时应尽量做到消除这样的“障碍体”。若确实是注塑件形体功能上的需求,必须有“障碍体”存在,则须充分地考虑“障碍体”对模具结构和加工的影响。此外,为了使注塑件在脱模时能够滞留在有脱模机构型面上的实体,也可称为“障碍体”。......
2025-09-29

9.1.3.1零件表面的形成切削加工过程中,在切削运动的作用下,工件表面的金属层不断地被切下来变为切屑,从而加工出所需要的新表面。......
2025-09-29

相关推荐