图8-2 小分子的例子。均聚物由单体链构成,而两种或多种不同的单体链重复若干次的缔合就形成共聚物。聚合物中的电子输运与半导体中的相似,因为电荷可以沿着聚合物在HOMO[5]和LUMO[6]能级上移动。然而,与小分子一样,电荷必须从一个分子跳跃至另一个分子;因此聚合物具有第2类电导率,低于第1类并被称为分子间电导率。......
2025-09-29
根据用途、性质和直观性的不同,可将“障碍体”分成三大类六种:有益和有害的“障碍体”,差错型和结构型“障碍体”,显性和隐性“障碍体”。
1.有益和有害“障碍体”
(1)有益“障碍体” 一般情况下,注塑模的动模部分设置有脱模机构,所以总是要求注塑件滞留在模具的动模型面上,这样便于注塑件的脱模。为此,可以人为在注塑件上设置“障碍体”,利用它可以将注塑件滞留在动模型面上,以便脱模机构实施强制性脱模。实施强制性脱模的条件是:注塑件必须处于弹性状态而不是刚性状态,模具是处于五面开放状态而不是全封闭状态。即注塑件上的有益“障碍体”所对应的型面必须是五面开放,而不是全封闭的,这样的注塑件才能够进行强制性脱模。另外,注塑件上“障碍体”的高度不能过大。
另一种情况是因注塑件结构的需要所设置的结构型“障碍体”,这是模具结构设计时需要保护的一种结构型“障碍体”,是不能去除的“障碍体”。换句话说,注塑件上的结构型“障碍体”,对于采用基本运动形式成型的注塑件,可被视为是“障碍体”,但在采用新的模具结构方案后就不再是“障碍体”。这种“障碍体”也可被称为有益“障碍体”。
(2)有害“障碍体” 由于注塑件在设计或造型时的失误所产生的“障碍体”,是需要根治的“障碍体”。这种“障碍体”会影响模具机构的开、闭模,抽芯和脱模运动,以及模具型面的成型加工。
2.差错型“障碍体”
差错型“障碍体”就是有害的“障碍体”,它是由于注塑件设计或造型的失误所产生的。由于差错型“障碍体”的存在,会影响到模具的开、闭模运动,抽芯运动及注塑件的脱模运动,是必须要被清除掉的。
【例2-3】 供氧面罩主体“障碍体”如图2-4a所示,材料:橡胶。在供氧面罩主体的造型过程中,由于凸凹形的转接处需要设置倒角来过渡,但这也不小心产生了“障碍体”。这样就使得供氧面罩主体成型模的造型也相应地产生了“障碍体”。供氧面罩主体成型模下模的“障碍体”,如图2-4b所示。这种情况下只能在成型模型腔加工时对其进行清除,否则,它会造成成型模不能正常地开、闭,并且会使供氧面罩主体不能正常地脱模,还会影响到型腔的加工(指三轴加工中心)。
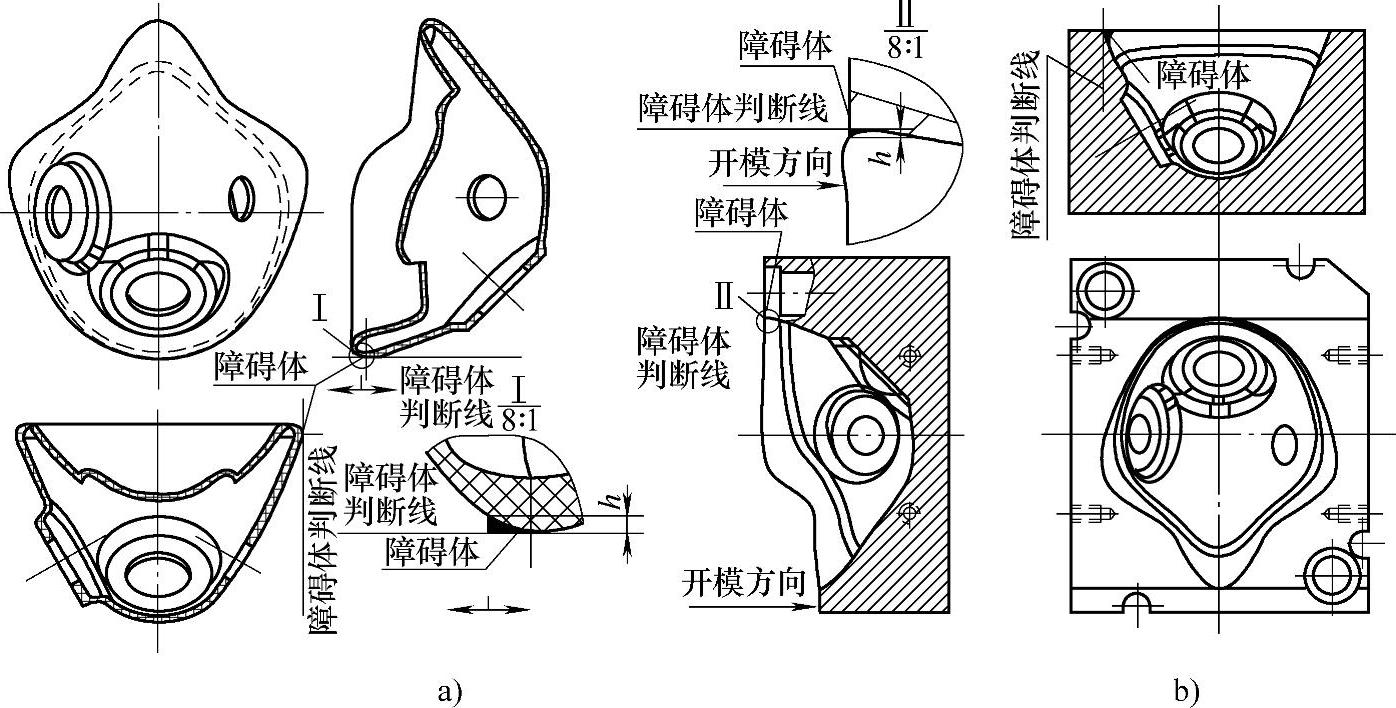
图2-4 供氧面罩主体及其成型模下模的“障碍体”分析图
a)供氧面罩主体上的“障碍体” b)供氧面罩主体成型模上的“障碍体”
【例2-4】 供氧面罩外壳“障碍体”分析图如图2-5a所示,材料:玻璃钢。由于供氧面罩外壳设计前考虑不周,造成了供氧面罩外壳上存在着“障碍体”,影响到模具正常地开、闭和供氧面罩外壳的脱模。当然,凹模也可以采用拼装结构来让开“障碍体”。但为简化凹模的结构,改进后的供氧面罩外壳,见图2-5b。消除了供氧面罩外壳上的“障碍体”,凹模便可采用整体结构。
3.结构型“障碍体”
为了满足注塑件使用上的需要,在注塑件结构上有意识地设计了某些“障碍体”,这就是结构型“障碍体”。这种“障碍体”是不能去除的,在模具结构设计时,只能采取适当措施来避开它以保证模具的开、闭模运动,抽芯运动及注塑件脱模运动能够顺利进行。
【例2-5】 行李箱锁主体部件“障碍体”分析图如图2-6所示,它安装在豪华客车的外壳上。为避免雨水和灰沙进入行李箱锁的机构内,需要有盖板来遮挡和限位,而盖板又是打开箱盖的拉手。显性“障碍体”如图2-6的C—C剖视图及D—D剖视图所示,为行李箱锁主体部件上的结构型“障碍体”,该“障碍体”是产品设计者为了使行李箱锁主体部件上的盖板可以限位而设置的,否则盖板翻转角度将会超过60°,将会影响到盖板的安全性,并且会使雨水和沙尘进入行李箱锁主体部件,“障碍体”的高度为3.1mm和1.06mm。
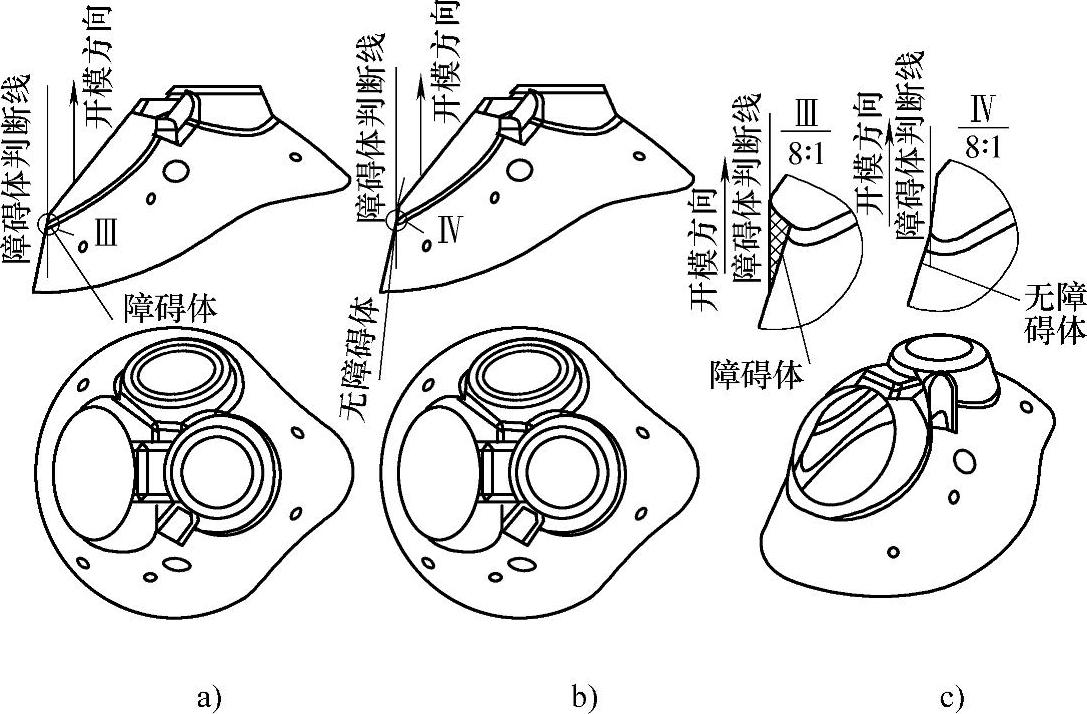
图2-5 供氧面罩外壳上需要根治的“障碍体”分析图(https://www.chuimin.cn)
a)改进前的供氧面罩外壳 b)改进后的供氧面罩外壳 c)供氧面罩外壳三维造型
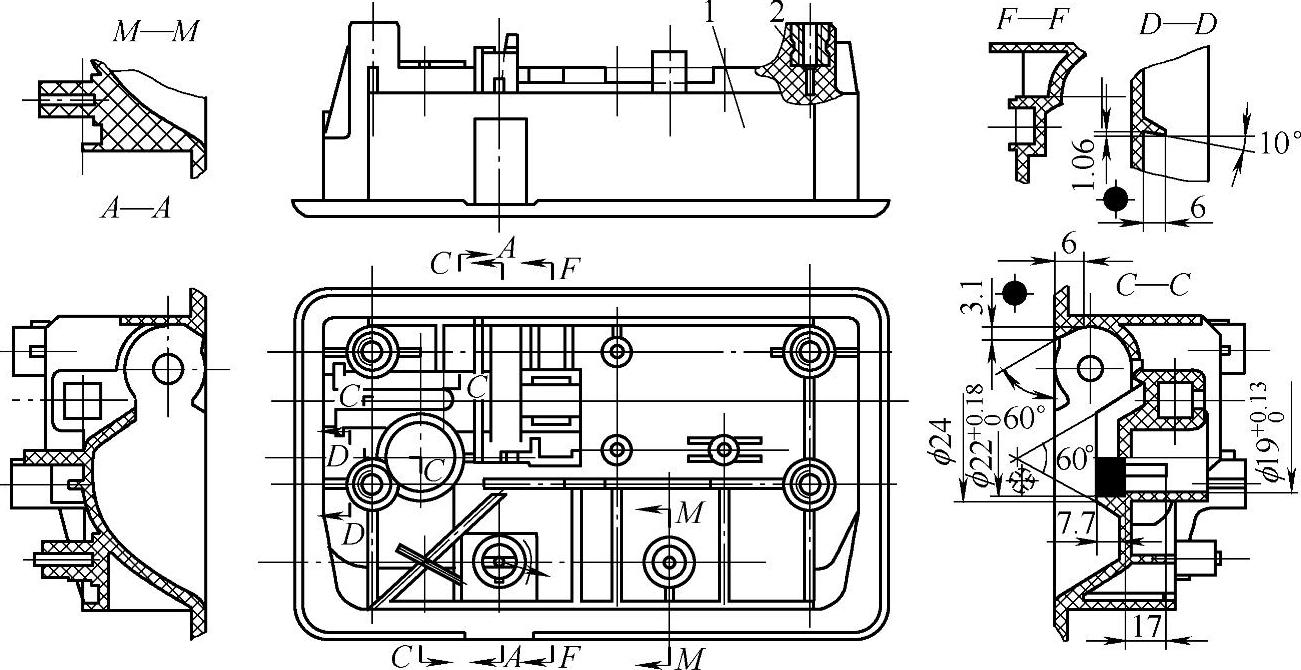
图2-6 行李箱锁主体部件上需要保护的结构型“障碍体”分析图
1—行李箱锁主体部件 2—圆螺母
注: —显性“障碍体”;
—显性“障碍体”; —隐性“障碍体”。
—隐性“障碍体”。
4.显性和隐性“障碍体”
(1)显性和隐性“障碍体” 根据注塑件在模具中的位置,对影响模具正常开、闭模运动,抽芯运动和注塑件脱模运动的因素进行分析时,存在着可以直接进行辨别的“障碍体”和间接辨别的“障碍体”。
1)显性“障碍体”:根据注塑件在模具中的位置,对影响模具正常的开、闭模运动,抽芯运动和注塑件脱模运动,可以直接作出判断的“障碍体”,称为显性“障碍体”。这种“障碍体”由于具有直观性,比较好辨别。
2)隐性“障碍体”:原本并不是“障碍体”,但由于注塑模某种运动的方向改变后,才成为新的“障碍体”,这种“障碍体”称之为隐性“障碍体”。由于这种“障碍体”具有很大的隐蔽性,不易被发现,因此,它是模具设计中最大的隐患,也是模具设计者最需要注意的问题。
(2)显性和隐性“障碍体”的判断方法
1)显性“障碍体”的判断方法:如图2-6所示的C—C剖视图及D—D剖视图,按正常的注塑件脱模方向做出“障碍体”判断线,发现C—C剖视图上存在着3.1mm的“障碍体”,D—D剖视图上存在着6×tan10°mm=1.06mm的“障碍体”。3.1mm和1.06mm的“障碍体”,为显性“障碍体”。为了使注塑件能够顺利地脱模,要将注塑件的脱模方向改成30°的脱模方向,此时上述显性“障碍体”便不再是“障碍体”。改变注塑件脱模方向后,可以有效地避让显性“障碍体”对注塑件脱模的阻挡作用。
2)隐性“障碍体”的判断方法:如图2-6所示的C—C剖视图,按正常的注塑件脱模方向脱模,成型ϕ22+0.180mm×7.7mm孔的型芯原本不是“障碍体”。由于注塑件必须进行30°的斜向脱模,这个型芯才成为了“障碍体”。此时,若成型ϕ22+0.180mm×7.7mm孔的型芯在注塑件脱模之前,没有完成抽芯,势必会妨碍注塑件的脱模。同理,模具合模时,该型芯必须先进行复位后才能成型ϕ22+0.180mm×7.7mm的孔。
5.特殊“障碍体”
注塑件使用具有弹性的材料,如橡胶和塑料弹性体,可利用产品零件材料的弹性进行强制性开、闭模,脱模和抽芯。在这种情况下,允许模具的型面上存有较小高度的“障碍体”,即为特殊“障碍体”。
在开模后的产品零件具有弹性结构的情况下,也允许进行强制性脱模、开模和抽芯,前提是不损伤产品零件、模具型面和构件。
相关文章

图8-2 小分子的例子。均聚物由单体链构成,而两种或多种不同的单体链重复若干次的缔合就形成共聚物。聚合物中的电子输运与半导体中的相似,因为电荷可以沿着聚合物在HOMO[5]和LUMO[6]能级上移动。然而,与小分子一样,电荷必须从一个分子跳跃至另一个分子;因此聚合物具有第2类电导率,低于第1类并被称为分子间电导率。......
2025-09-29

2)粘结焊剂:又称陶质焊剂或低温烧结焊剂。与粘结焊剂相比,烧结焊剂颗粒的强度提高,吸潮性大大降低。通常焊剂由MnO、SiO2、CaF2三种组分的不同含量组合而成,如焊剂“431”为高硅高锰低氟焊剂,焊剂“350”为中硅中锰中氟焊剂,焊剂“250”为中硅低锰中氟焊剂。表1-4-3 部分国产熔炼焊剂的碱度值3.焊剂的牌号表示和含义焊剂的牌号表示按熔炼......
2025-09-29

火箭推进发动机根据推进剂的种类分为化学推进剂火箭和非化学推进剂火箭。在这里,根据推进剂的种类分为液体推进剂火箭发动机、固体推进剂火箭发动机以及使用固体燃料与液体氧化剂的混合推进剂火箭发动机。目前,美国或俄罗斯生产的运载火箭,使用主发动机为液体推进剂火箭,并附加组合助推火箭的2级或3级火箭。各级火箭始终进行控制自动运行。......
2025-09-29

对于同一种制浆方法,阔叶木浆比针叶木浆需要打到更高的打浆度,才能取得相近的成纸物理强度。但是由于阔叶木浆的纤维较短,既要提高打浆度,又要尽量避免过多的切短,这是不容易做到的。因此,对于阔叶木浆大多只进行轻度打浆,不应强求太高的物理强度。......
2025-09-29

制度是嵌入政治经济组织结构中的正式或非正式的规则、程序、惯例和规范,其范围包括宪政秩序、科层制内的操作规程和对相关主体起管制作用的一些惯例。其范围包括宪政秩序、科层体制内的操作规程和对工会行为及银企关系起管制作用的一些惯例。但政策协同的现实运作过程中出现了大量的偏差,在监管过程中,既有的制度并未达到形式合理性,不同规则、规范之间并不自洽,甚至相互矛盾、冲突、不相容。......
2025-09-29

2.数控铣削刀具的基本要求铣刀刚度要好一是为提高生产率而采用大切削用量的需要,二是为适应数控铣床加工过程中难以调整切削用量的特点。125代表铣刀直径为125mm。......
2025-09-29
图2南四湖上级湖输水水流在风力作用下的水仿值南四湖上级湖输水水流在风力作用下的流场模拟结果给出了网格节点的流速分量和水位值。图3断面3横向水面线图4断面5横向水面线断面3横穿水面较为宽阔的独山湖。航道以东湖区受地形和流速的影响水面线波动较大。......
2025-09-29

车削加工中使用的机床,称为车床。车床的种类、规格较多,主要有普通车床、转塔车床、六角车床、立式车床、半自动及自动车床、仪表车床、数控车床等。车工实训中广泛使用的是普通卧式车床,如图2.1所示。车床结构及各组成部分的作用1)床身床身是用来支承车床的基础部分,并联接各主要部件。图2.2普通车床工艺范围......
2025-09-29
相关推荐