GMAW的焊接参数主要有焊丝直径、送丝速度、焊接电流、电弧电压、焊接速度、气体流量、焊丝伸出长度、电源极性、焊枪角度及焊接方向等。焊接参数的设定,一般应从质量、成本及生产效率等方面综合考虑。表1-5-7 直径0.5~5.0mm焊丝的适用范围2.焊接电流与送丝速度焊接电流的选择主要是根据工件厚度、焊丝直径及焊接位置的要求来确定。电弧电压对焊接过程的稳定性、焊缝成形、飞溅大小及短路频率等影响很大。......
2023-06-26
在自动化开坡口的厚板焊接中,目前多采用摆动跟踪技术来保证接缝位置的对中。在摆动跟踪焊接过程中,焊枪的摆动频率和幅度、焊接电参数(焊接电流和电弧电压)以及接头形状尺寸等都对熔深有着很大的影响。而焊缝熔深是重要的质量指标,熔深不足或未焊透是造成焊接结构失效的最危险因素。为保证得到良好的熔深效果,就需要了解各种焊接参数与熔深的内在联系。焊接生产过程中经常遇到两种与熔深有关的缺陷,即熔透不足和焊穿。如何在自动化焊接过程中检测出产生这两类缺陷的相应信息是一个重要的实际课题。
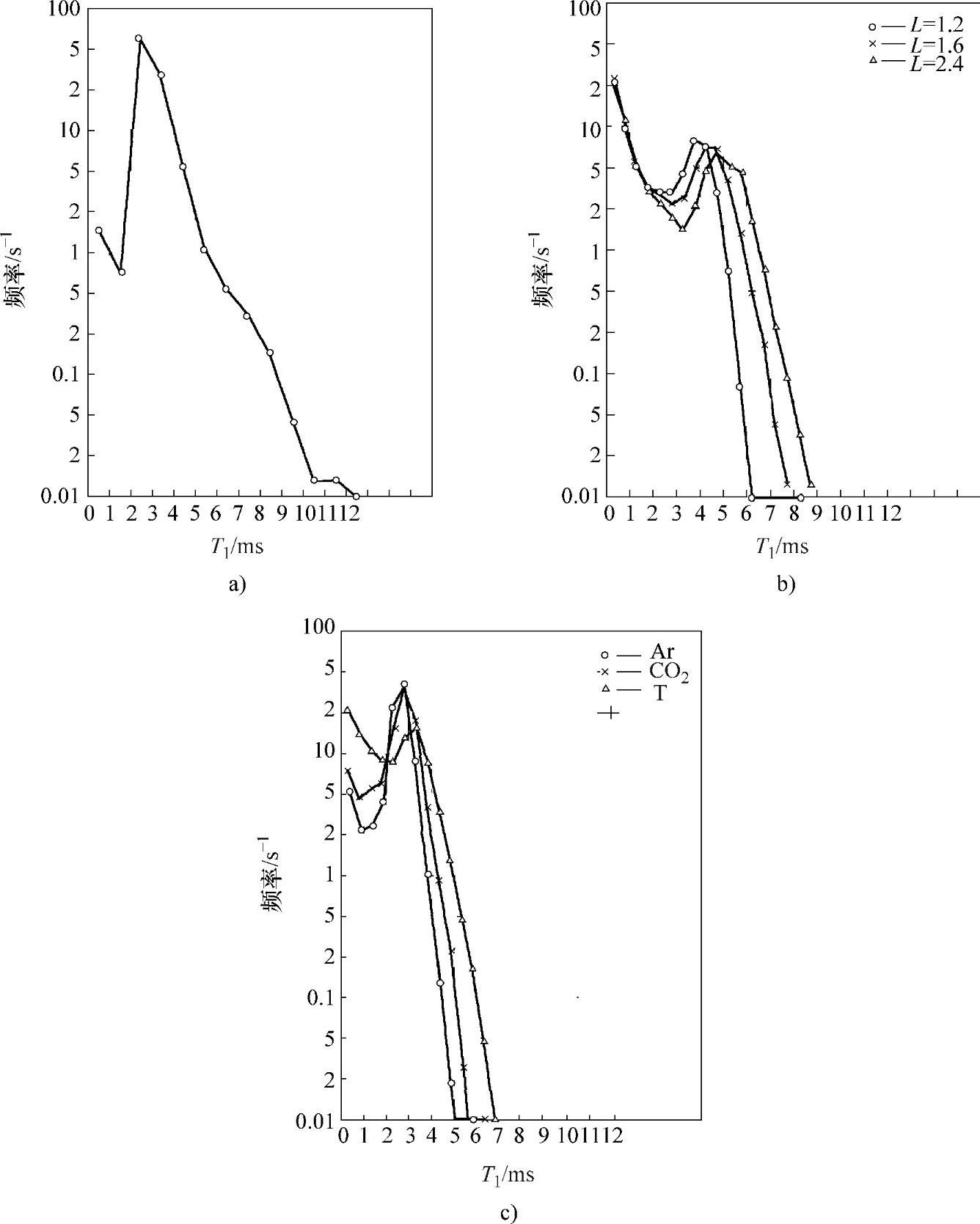
图9-53 焊接短路过渡频率分布[12]
a)Cloos焊机 b)Oerlikon焊机 c)Hobart焊机
借助汉诺威分析仪对焊接过程的电参数信号(焊接电流和电弧电压)进行实时采集和离线处理。对电参数信号的处理采用两种数据统计方法:一是对焊接电流和电弧电压的瞬态值直接进行一次统计处理;二是对焊接电流和电弧电压的概率密度分布(PDD)值进行二次统计处理。图9-54给出了在不同摆动频率下电弧电压与焊接电流概率密度分布的一个例子,图9-55是数据处理示意图。对所得的两个概率密度分布做进一步的特征提取和分析,分别得到不同焊接过程的焊接电参数特征矢量及其与焊缝熔深的相关性,从而为定量地对电弧传感焊缝跟踪过程以及熔深的实时监测提供依据[13、14]。
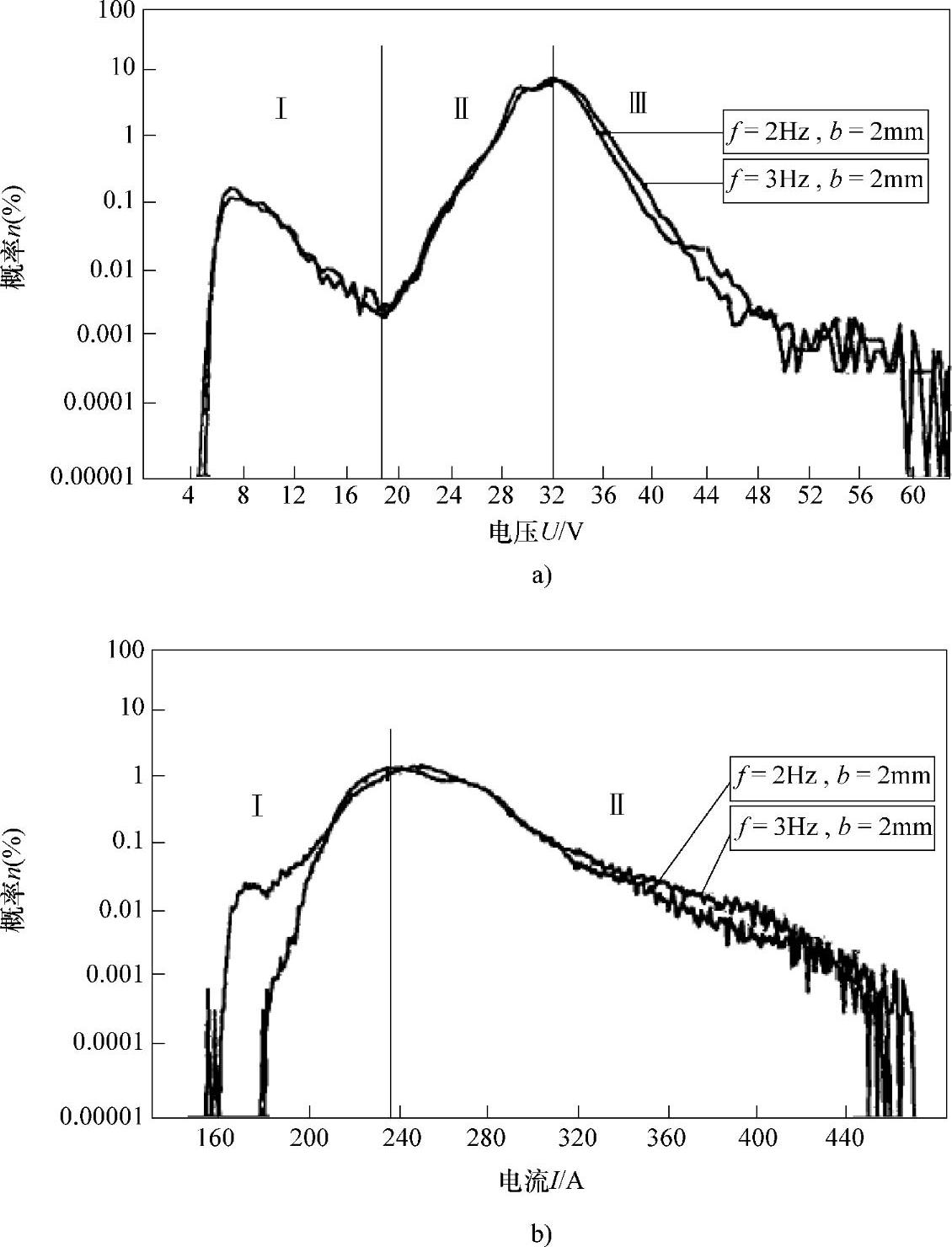
图9-54 不同摆动频率下的电弧电压与焊接电流概率密度分布图
a)电弧电压概率密度分布图 b)焊接电流概率密度分布图
注:摆动频率分别为2Hz和3Hz,摆动幅度b为2mm。
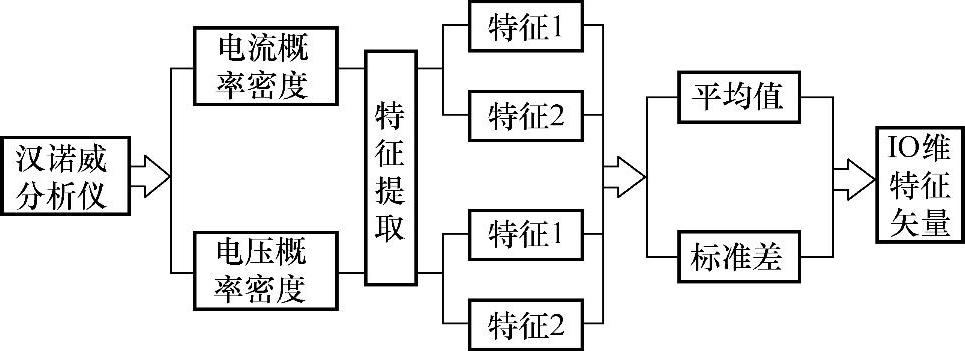
图9-55 数据处理过程示意图
以上列举了汉诺威分析仪在焊接技术方面的应用实例,这些实际应用的案例表明,从焊接电弧物理理论入手,采用以现代计算机技术为特征的汉诺威分析仪为平台,在焊接材料、焊接电源和焊接工艺等方面向焊接过程信息的定量化、可视化和科学化方向迈出了重要的一步。作者期待更多的读者针对具体需求进行更多的尝试和探索,使其在焊接领域各方面的应用进一步扩展,在更深的技术层次上得到延伸,为焊接工程技术领域的信息化做出贡献。
有关焊接材料工艺性的信息化技术的文章

GMAW的焊接参数主要有焊丝直径、送丝速度、焊接电流、电弧电压、焊接速度、气体流量、焊丝伸出长度、电源极性、焊枪角度及焊接方向等。焊接参数的设定,一般应从质量、成本及生产效率等方面综合考虑。表1-5-7 直径0.5~5.0mm焊丝的适用范围2.焊接电流与送丝速度焊接电流的选择主要是根据工件厚度、焊丝直径及焊接位置的要求来确定。电弧电压对焊接过程的稳定性、焊缝成形、飞溅大小及短路频率等影响很大。......
2023-06-26

从上述内容可见,焊接自动化专用设备是一个机械、电子、控制、焊接相结合的复杂系统。焊接自动化专用设备在设计上有特殊性,其设计流程如图5-4-29所示。焊接自动化专用设备的设计基本思路和原则如下:图5-4-29 焊接自动化专用设备的设计流程焊接工艺先行 首先要确定自动焊接工艺,包括工件结构、材料、板厚、接头形式、焊接方法、焊接参数等,这些是很重要的。下面以一个轨道式管道全位置焊接专机的设计为例来说明。......
2023-06-26

(二)CO2焊的焊接参数的选择主要的焊接参数有:焊丝直径、焊接电流、电弧电压、焊接速度、保护气体流量、焊丝伸出长度及电感值等。短路过渡CO2焊要求具有合适的短路电流上升速度,从而将缩径小桥控制在焊丝与熔滴之间,以保证爆破力将大部分熔滴金属过渡到熔池中。......
2023-06-23

主要焊接参数及条件包括焊条直径、焊接电流、电弧电压和焊接速度等,间接参数则有焊接热输入,有时甚至焊条牌号、电源种类和极性、焊接层数等也被包括在内。焊条电弧焊过程中需要调节的参数只有焊接电流,而焊接速度和电弧电压都是由焊工操作控制的。一般情况下,电弧长度等于焊条直径的0.5~1倍为好,相应的电弧电压为16~25V。......
2023-07-02

对切割和焊接,要求激光器输出基模或低阶模。TEM00称为基模,其他如TEM10、TEM20等称为高阶模。K值的范围为0.1~1;M2值的范围为1~10。当激光功率密度处于小孔形成的临界条件附近时,深熔焊和传导焊交替进行,成为不稳定焊接过程,导致熔深波动很大。对于给定的激光功率等条件,存在维持深熔焊接的最小焊接速度。......
2023-07-02
焊接时,如果转速过低或焊接速度过高,即焊接热输入较小时,热量不足以使焊接区金属达到热塑性状态,因而焊缝成形不好,甚至焊缝表面出现沟槽。焊接压力除了影响搅拌摩擦产热以外,还对搅拌后的塑性金属施加压紧力,从而影响焊缝成形。焊接工艺不当,可能使搅拌摩擦焊接头产生缺陷。......
2023-07-02
熔透控制系统的主要目的是通过在线地、实时地调整熔宽闭环模糊PID控制器的参数,使其适应焊接过程中由于各种原因变化引起的对象特征的变化,从而使控制器始终保持较高的控制精度,实现恒熔宽焊接。在明确以上两个因素对熔池的影响后,设计一个低成本的熔透控制器。重点对TIG的熔透控制进行了试验研究。......
2023-06-26

相关推荐