弧焊电源中的变压器有两种基本形式——工频变压器和中频变压器。在工频变压器中,独立作为交流弧焊电源使用的多数采用单相变压器;在整流式弧焊电源中,有单相变压器和三相变压器。由于中频变压器的工作频率较高,其体积、重量大大减少,同等功率弧焊电源中的20kHz中频变压器的体积和重量仅为工频变压器的十几分之一。在实际焊接工程中,根据需要可以采用直流或交流电弧进行焊接,其弧焊电源也相应地分为直流或交流弧焊电源。......
2023-06-30
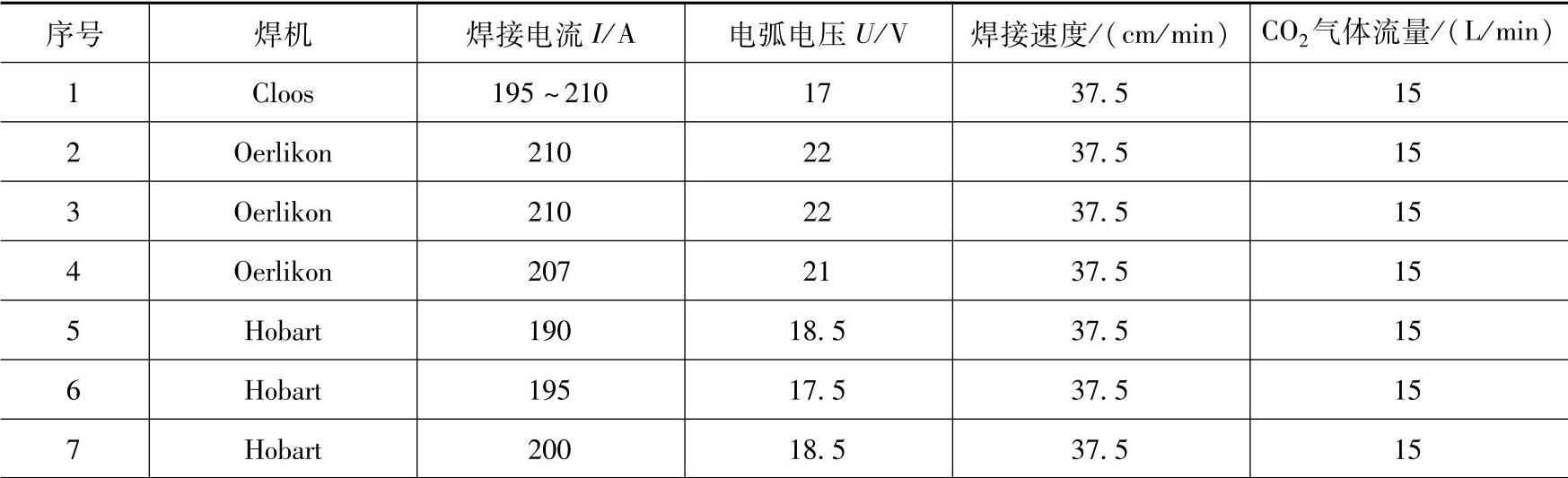
在我国,汉诺威分析仪的较早应用是在20世纪70年代末[11],用于观测弧焊电源的直流电感在熔滴短路过渡过程中的作用、研究电源的外特性形状以及电弧电压对短路过程的影响。试验选用了Cloos、Oerlikon和Hobart等三种焊机,测试的采样频率为2kHz/s,测量时间为30s,所用的焊接规范见表9-13,测试结果如图9-52和图9-53所示。
表9-13 焊机动态性能测试的焊接规范
由图9-52、图9-53可得到以下几方面的认识[12]。
1)由图9-52b、c可见,尽管对焊机的动态特性分别做了改变,但焊机的静态工作点仍能保持稳定。
2)由图9-53可见,短路过渡频率分布虽不尽相同,但表现出一个共同规律,即都具有双峰特征:一个是出现在T1≈0处;另一个出现在T1>2ms或以上的位置。前者反映的是“瞬间短路”或飞溅的现象及其程度,后者则反映熔滴尺寸的大小、均匀性以及焊机电感量对熔滴过渡的影响。
3)由图9-53b可见,当感抗增大时,第二峰值的位置随着电感的增大而向右移动。因此短路过渡过程可分为两类,一类是T1<2ms的短路,另一是T1>2ms或以上的短路。从后者易见当电感增大时短路时间变长,说明电流的上升速度及电磁力对此类过程有相当的影响。

图9-52 电弧电压的概率密度分布
a)Cloos焊机 b)Oerlikon焊机 c)Hobart焊机
有关焊接材料工艺性的信息化技术的文章

弧焊电源中的变压器有两种基本形式——工频变压器和中频变压器。在工频变压器中,独立作为交流弧焊电源使用的多数采用单相变压器;在整流式弧焊电源中,有单相变压器和三相变压器。由于中频变压器的工作频率较高,其体积、重量大大减少,同等功率弧焊电源中的20kHz中频变压器的体积和重量仅为工频变压器的十几分之一。在实际焊接工程中,根据需要可以采用直流或交流电弧进行焊接,其弧焊电源也相应地分为直流或交流弧焊电源。......
2023-06-30

对弧焊电源动特性好坏的评定,就主观评定而言,是由操作者经试焊后做出的。不同的焊接电弧、不同的焊接方法对弧焊电源的动特性要求不同。我国对于弧焊整流器提出了一个动特性指标,见表2-4。在熔化极电弧焊中,引弧与飞溅情况往往是考核电源动态性能的重要内容。......
2023-06-30

正确地使用和维护弧焊电源,不仅能保持它工作性能正常,而且能延长弧焊电源的使用寿命。当接入负载时:电源1输出的电流为电源2输出的电流为负载电流为可见,负载电流在并联的电源中按与阻抗成反比的原则分担。使用时应使空载电压相近;调节阻抗使负载电流的分担与电源的容量相应。......
2023-06-30

在20世纪70年代以前,国内承压设备的制造和安装单位所用的弧焊电源多是交流弧焊变压器和直流弧焊发电机。焊机的变化主要体现在以下四个方面:1)多种形式的弧焊整流器正在取代直流弧焊发电机,除了在无电网的野外施工采用内燃驱动弧焊发电机以外,电动机式弧焊发电机已逐渐淘汰。3)多种形式的脉冲弧焊电源的研制成功,进一步提高焊接质量、适应全位置和自动化焊接。......
2023-06-23
1885年俄国人别那尔道斯发明碳极电弧,被认为是电弧作为热源应用的创始人,从此开始了焊接技术发展的新纪元。最初用于电弧焊的弧焊电源是直流弧焊发电机。目前,逆变弧焊电源已经成为主要的弧焊电源产品之一,在美国逆变弧焊电源的产量占弧焊电源总产量的比例已超过30%,而日本已超过50%。随后世界各大电焊机生产企业相继推出了各自的数字化焊接电源产品,由此,弧焊电源开始进入了又一个新的发展时期。......
2023-06-30

弧焊电源在断续工作时,可以用负载持续率X来表示其负荷状态,即式中 T——弧焊电源的工作周期,等于负载持续时间t与休止时间之和。常用的弧焊电源额定负载持续率Xr为20%、35%、60%、80%、100%等。弧焊电源的额定电流I2r就是额定负载持续率、约定负载特性条件下,允许输出的最大电流值。实际焊接中,弧焊电源经常工作在非额定负载持续率的状态下,实际工作时间与工作周期之比称为实际负载持续率X。......
2023-06-30

不同的弧焊电源具有不同的特性,不同的焊接结构厚度、焊接工艺方法所需的弧焊电源的外特性、动特性和焊接电流、电压参数调节范围不同。对于具有下降特性的弧焊电源,当某种原因使焊接电流增加时,弧焊电源的输出电压在一定范围内迅速下降。埋弧焊 埋弧焊的电弧静特性为平段。采用小电流埋弧焊时,弧焊电源的空载电压为65~75V。当焊丝直径大于2mm时,宜用变速送丝系统配下降特性弧焊电源。弧焊电源的空载电压一般为65~80V。......
2023-06-30

它必须具备焊接电弧及其工艺所要求的基本电特性。显然,没有性能良好的弧焊电源,要保证电弧的引燃、稳定燃烧和焊接质量是不可能的。如动铁心式、动线圈式、抽头式弧焊变压器、整流器。目前应用较多的弧焊电源有弧焊变压器、晶闸管式弧焊整流器、IGBT式、场效应晶体管式弧焊逆变器、硅弧焊整流器、弧焊电源的数字化控制等。......
2023-06-25
相关推荐