塑料的成型方法有很多种,常见的成型方法如图210所示。......
2025-09-29
由于汉诺威分析仪灵敏度很高,焊接过程中任何偶然因素引起的不稳定都会被记录下来,为分析导致过程不稳定的因素提供了数据信息。
作者曾对Supb和ESW100药芯焊丝样品,用汉诺威分析仪进行测试,采样时间30s,在相同的条件下重复测试多次,然后将各次的试验结果进行叠加比较。
图9-46、图9-47是Supb焊丝样品多次试验中的三次试验(试验焊丝编号为Supb-11、Supb-12和Supb-13)的电弧电压、焊接电流概率密度分布叠加图。由图9-46电弧电压概率密度分布叠加图看出,Supb-11和Supb-12的电弧电压概率密度分布曲线正常,而Supb-13出现了高电压概率密度分布,这说明Supb-13焊接过程中出现了熄弧现象,与电弧电压概率密度分布叠加图相对应,图9-47焊接电流概率密度分布叠加图中左方Supb-13出现了小电流概率密度分布,这反映焊接过程中出现熄弧后电弧重燃时的小电流。
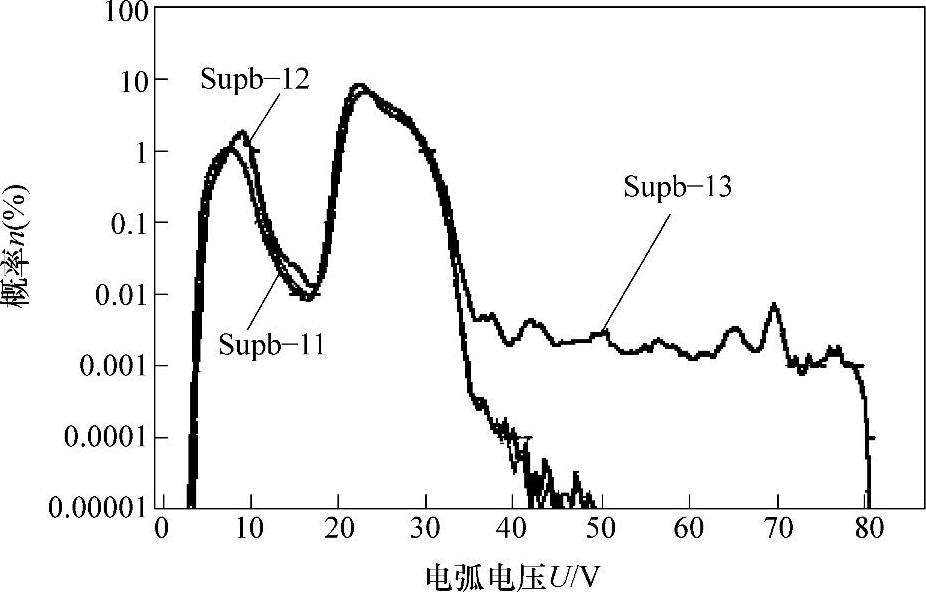
图9-46 Supb药芯焊丝样品电弧电压概率密度分布叠加图
焊接参数:26V/180A,测试时间:30s。
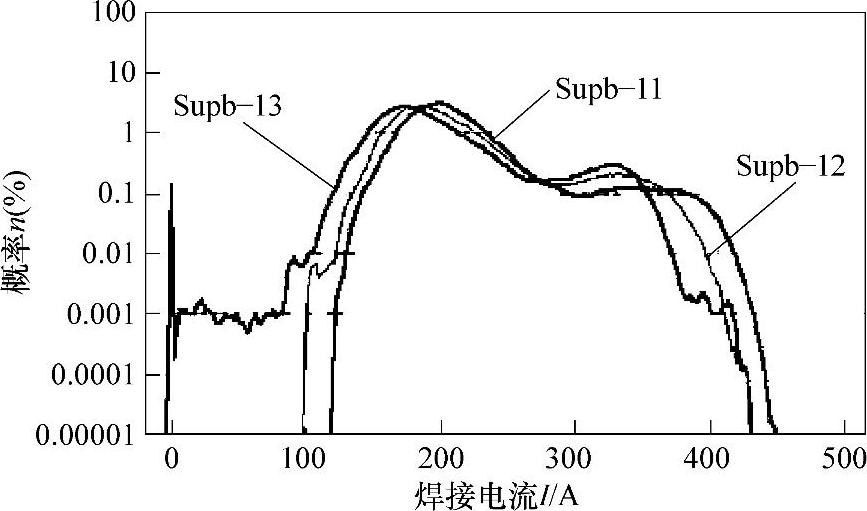
图9-47 Supb药芯焊丝样品焊接电流概率密度分布叠加图
焊接参数:26V/180A,测试时间:30s。
图9-48所示为Supb-13焊接过程中出现异常时的电弧电压、焊接电流波形图,它实时记录了焊接动态过程,从图中可以直观地看到波形约在12.2~12.3s发生了突变,电压突然增大,电流陡然降为零,说明电弧已经熄灭,持续时间在0.1s左右。
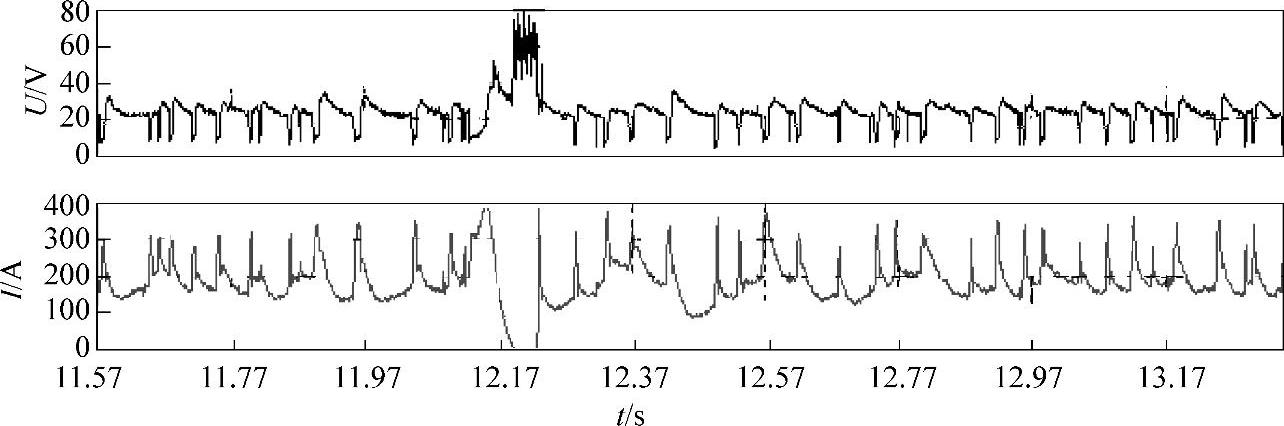
图9-48 Supb-13药芯焊丝样品电弧电压、焊接电流波形图
焊接参数:26V/180A。(https://www.chuimin.cn)
焊接过程的瞬时波动往往通过电弧电压和焊接电流的标准偏差和变异系数反映出来,Supb焊丝统计的电弧电压和焊接电流的标准偏差和变异系数的数据见表9-12。由表中的数据看出,出现明显异常的Supb-13样品的电弧电压标准偏差和变异系数、焊接电流的标准偏差和变异系数是最高的。
表9-12 焊丝均匀性试验的有关数据

对ESW100样品也进行了同样的试验,选择其中的三次试验进行比较(试验焊丝编号为ESW100-11、ESW100-12、ESW100-13),得到其电弧电压、焊接电流概率密度叠加分布图(图9-49、图9-50)和电弧电压、焊接电流波形图(图9-51)。由图9-49、图9-50看出,ESW100-12焊丝出现高电压概率密度分布和小电流概率密度分布,由图9-51看出,ESW100-12焊丝大约在第16.7~17.4s时出现异常的情况。
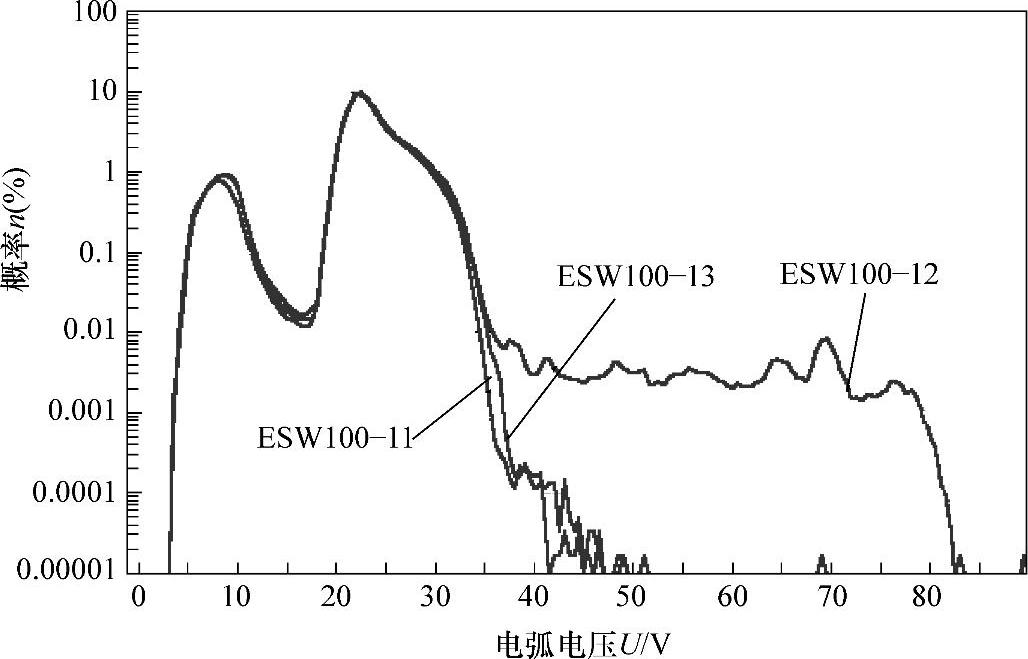
图9-49 ESW100药芯焊丝样品电弧电压概率密度分布叠加图
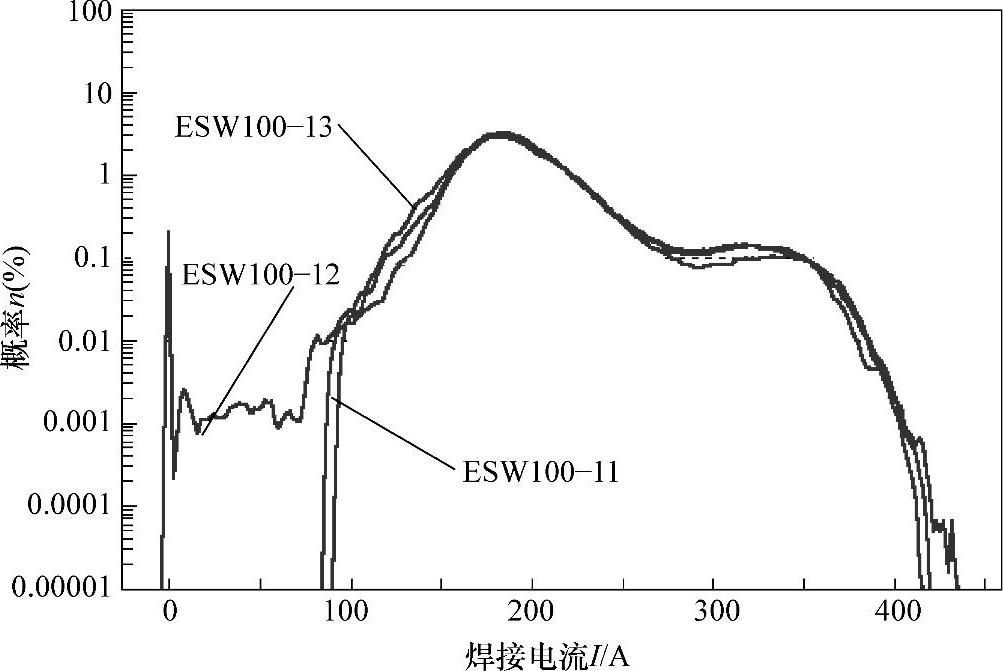
图9-50 ESW100药芯焊丝样品焊接电流概率密度分布叠加图
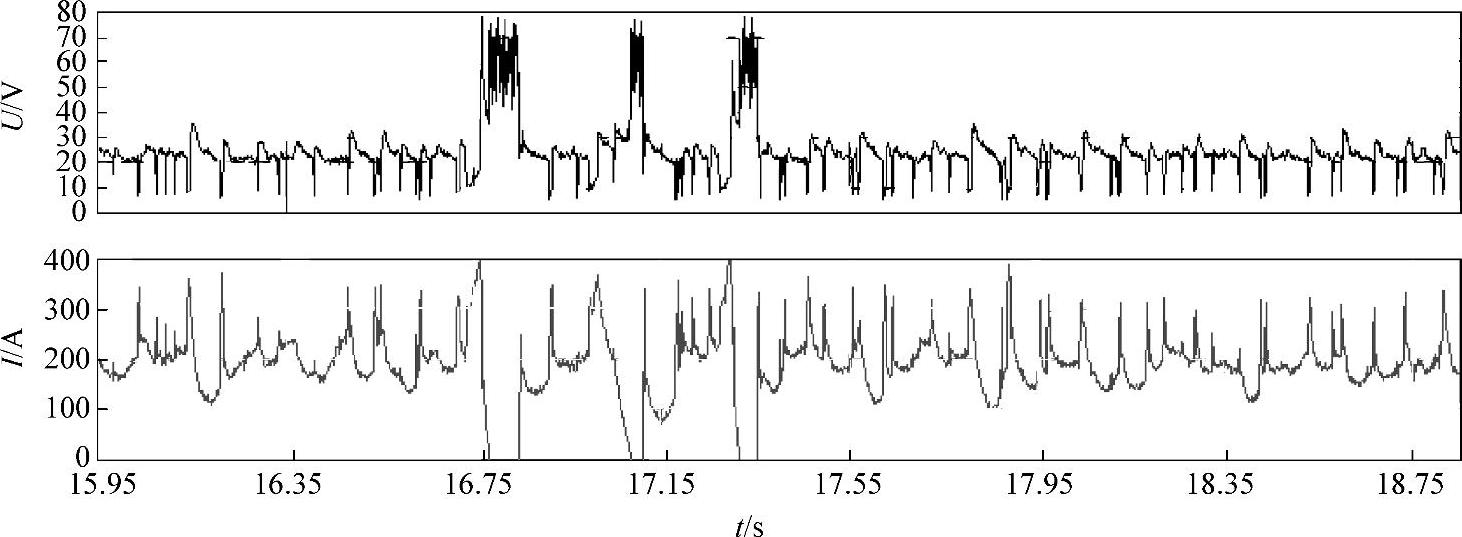
图9-51 ESW100-12药芯焊丝样品电弧电压、焊接电流波形图
在焊接过程中发生了电流波形的异常情况,电弧电压和焊接电流瞬间产生了明显的波动,严重时必然影响焊接工艺的稳定性。这种情况的发生有可能是多种因素造成的,如电源电压波动、送丝机导轮打滑引起送丝波动、导电嘴导电接触不良、试板及焊丝本身存在的缺陷等。但如果排除电源的因素,排除送丝机构引起送丝波动、导电嘴导电接触不良及试板等因素以后,则这样的波动有可能是由焊丝的局部缺陷引起的。
本节介绍的两个实际案例说明可以利用汉诺威分析仪灵敏度高的特点,对焊接过程进行监测。
相关文章

为了解勘探平洞和引水洞之间岩体在施工期及运行期间的孔隙水压力变化特性,计算过程中在断层F35带中的设置渗压监测点,以了解渗透压力的变化过程。总体上,两种情况下F35附近的测点孔隙水压力变化过程基本相同,仅在数值上有差异。其余测点渗压差值在运行初期变化大,在经过约6~12个月的非恒定渗流后,各测点渗压差基本趋于稳定。......
2025-09-29

以热源类型为横坐标,以两材料发生结合时的物理状态为纵坐标,用二元坐标法将焊接方法进行分类,见表3-7。表3-7 焊接方法分类(续)焊接方法的主要特点:1)节省材料,减轻重量。可焊范围较广,而且连接性能较好。焊接接头可达到与工件金属等强度或相应的特殊性能。4)满足特殊连接要求。尽管如此,焊接加工在应用中仍存在某些不足。采用焊接方法修复某些有缺陷、失去精度或有特殊要求的工件,可延长使用寿命,提高使用性能。......
2025-09-29

目前,焊接群控系统可以采取PLC群控和PC微机群控。3)实现焊机通电申请的自动排队和优先权的判定。上位监控计算机系统模块,是群组弧焊系统运行时的总中央处理器,群控制系统的中枢神经,是整个群控系统的核心。根据网络设计要求,弧焊系统控制器还集成有网络接口,实现与上位机监控管理模块的通信功能。二者通过CAN总线进行数据的交换、查询。CAN总线的通信能力及总线竞争方式,可满足群控系统的需要。......
2025-09-29

焊接凝固冶金是指钢材在焊接时,焊缝金属从液态到室温焊缝组织的转变过程。由于熔池中心的温度最高,焊缝金属都是熔池边缘向中心凝固,在快速冷却的条件下,形成了明显的柱状晶组织。焊缝金属结晶时,由于冷却速度很快,已凝固的焊缝金属的化学成分来不及扩散,因此合金中各组成元素在结晶时存在分布不均匀现象,这种合金元素在结晶中的不均匀分布现象叫偏析,焊缝金属结晶时的偏析有三种,分别是显微偏析、区域偏析和层状偏析。......
2025-09-29
一般来说,确定模具规格后,先进行模具设计、材料采购,然后进行粗加工、热处理、放电加工、精整加工、试模,并根据需要进行表面处理。由此可见,模具的加工成本占总制作成本的比重很高,技术含量较高。另外,模具材料决定着模具的完善程度和使用性能。另外,根据模具用途的不同,即使选用高质量的模具材料会增加成本,但在综合考虑成本后也可能会降低成本。总而言之,模具材料的选用非常重要。图1-10 模具的制作过程......
2025-09-29

J.J.Buckly等人研究了专家模糊控制理论。国内外焊接界的专家学者较早认识到模糊控制在焊接过程中有着广阔的应用前景,积极将模糊控制用于焊缝跟踪、焊接质量及弧焊电源、设备的控制中。解模糊化则是将模糊控制子集转变为确切的控制量输出。语言变量的确定 以CO2焊接过程的电流波控为例来分析焊接过程模糊控制的特点。表5-1-4为模糊控制状态表。......
2025-09-29

从施工的技术操作和组织的观点看,工序是工艺方面最简单的施工过程。将一个施工过程分解成工序、操作和动作的目的,是为了分析、研究这些组成部分的必要性和合理性。如果进行某项先进技术或新技术的工时研究,就要分解到操作甚至动作为止,从中研究可加以改进操作或节约工时。工作过程是由同一工人或同一工人班组所完成的在技术操作上相互有机联系的工序的总和。......
2025-09-29
相关推荐