针对这一状况,采用Visual C++9.0专门开发了“焊接材料工艺质量分析与评估系统”应用软件[1-3],使数据信息提取的操作和计算过程由编制的计算机程序进行,并对相关的多元信息用数字和图表直观地集中显示,直接得出最终的测试评价结果,并可存储试验资料,输出打印测试报告。......
2023-06-30
为了研发和改进产品,企业需要对自身现行的产品有一个清楚的了解,就是说,企业应了解自身现行产品的工艺水平与国内外市场上同类产品相比处于什么位置,是较高水平、一般水平,还是落后的水平,对自身的产品有一个确切的认识和定位。因此很需要一个能量化的评价依据,明确产品进一步提升的目标,为产品的改进提高和研发新产品提供重要依据。
例如,用户反映某企业生产的E5016焊条工艺质量欠佳,为了提高产品的竞争力,企业计划对该型号焊条进行改进,先后收集了国内外十余种同类产品样品进行工艺性试验对比,在这一基础上又采用汉诺威分析仪进行测试。现选择其中的六个样品和多次试验中的某一次试验情况做一介绍。
E5015焊条测试样品的编号分别是:DHE50611、DHJ50611、DQJ50611、DL5011、DLJ50611、DHJ50611,其中DHJ50611焊条是该企业自身的产品。测试的焊条样品规格为φ3.2mm,焊接电源采用ZXG-300硅整流焊机,极性为直流反接,空载电压为65V,焊接电流设定为110A,试板材质为Q235,试板尺寸为300mm×120mm×10mm,汉诺威分析仪测试采样时间10s。
汉诺威分析仪采样后分别提取电弧电压、焊接电流和短路时间的数据,然后用“焊接工艺质量分析与评价系统”软件分析处理数据。打开“低氢型结构钢焊条工艺性评定”窗口(图9-44),然后单击“数据处理”按钮,则立即显示测试结果列表和评价结果柱形图(图9-45)。

图9-44 “低氢型结构钢焊条工艺性评定”窗口
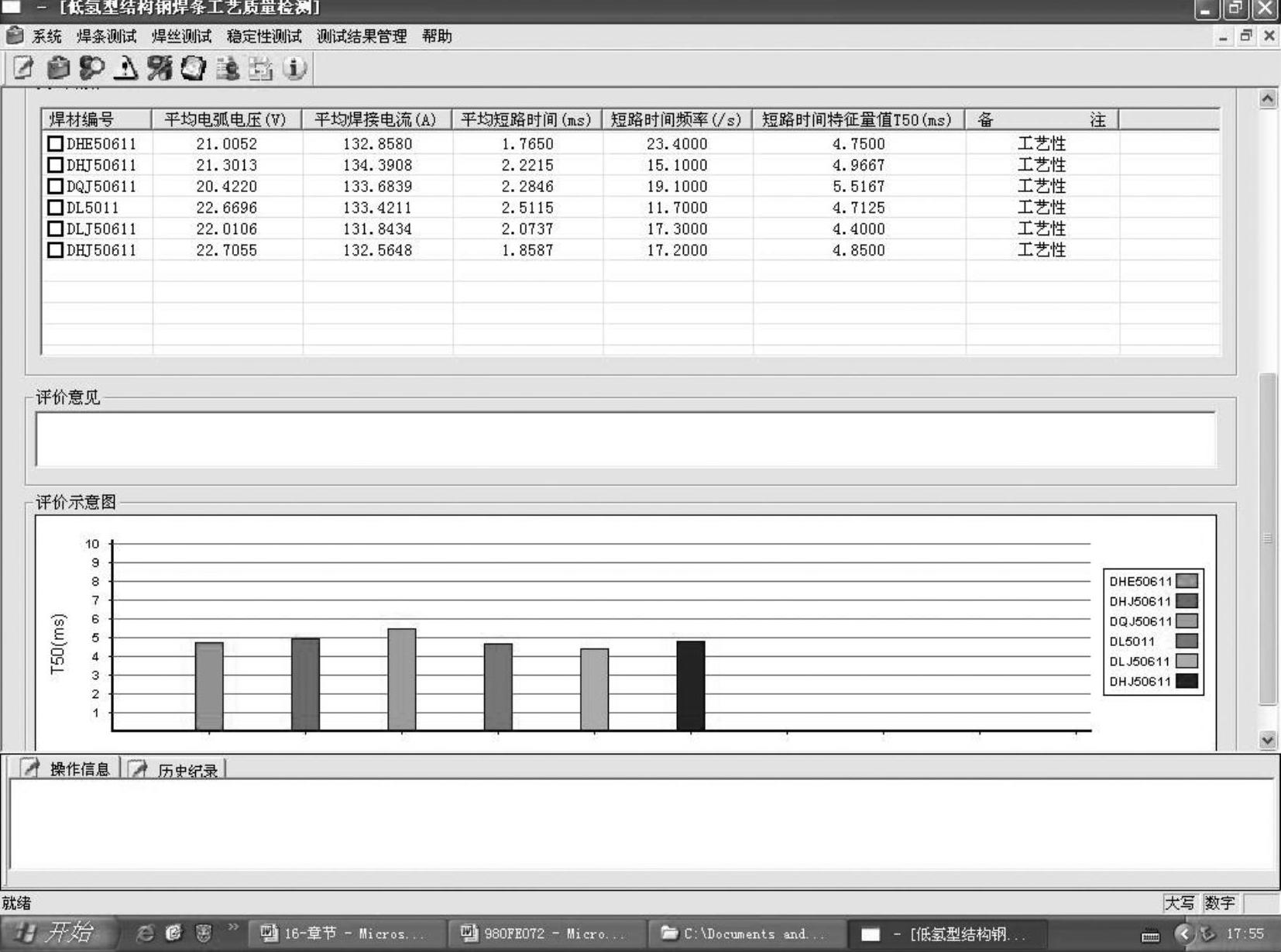
图9-45 “焊接材料工艺质量分析与评价系统”软件生成的E5015焊条工艺性的评价结果柱形图
表中显示了平均电弧电压、平均焊接电流、平均短路时间、短路频率及低氢型结构钢焊条短路时间工艺性评价判据T50的数据。评价结果是以短路时间大于2ms的特征量T50值为判据进行比较,可以直观地看出六种样品的工艺性的差别。
由图9-45看出DLJ50611焊条的T50数值最小,为4.4000ms,DQJ50611焊条的T50值最大,为5.5167ms,而本企业DHJ50611焊条T50=4.85ms,也比较高,表明本企业产品处于中等水平,应进一步改进。
有关焊接材料工艺性的信息化技术的文章

针对这一状况,采用Visual C++9.0专门开发了“焊接材料工艺质量分析与评估系统”应用软件[1-3],使数据信息提取的操作和计算过程由编制的计算机程序进行,并对相关的多元信息用数字和图表直观地集中显示,直接得出最终的测试评价结果,并可存储试验资料,输出打印测试报告。......
2023-06-30

在焊接材料测试中应用汉诺威分析仪和“焊接材料工艺质量分析与评价系统”软件,不仅解决了焊接材料工艺性定量评价的难题,而且由于它使用方便快捷、处理结果直观、数据存取方便、使用成本极低的特点,满足了现代质量管理及控制体系对于产品质量的可追溯及可记录要求。......
2023-06-30

埋弧焊多用于大型构件的长焊缝平位焊接,尤其适用于焊缝填充量较大的厚板焊接。钨极氩弧焊熔深浅,熔敷速度小,焊接生产率较低,其焊接时需采用防风措施;由于惰性气体较贵,故生产成本较高。熔化极气体保护焊与焊条电弧焊相比受环境制约较大,在室外操作需采用防风措施。此外,还要综合考虑焊件的材料与结构特点及其焊接质量的要求。......
2023-06-15
焊接质量取决于所用的焊接方法、焊接材料、焊接工艺技术和焊接设备。图3-18SMT焊接工艺:波峰焊微课:SMT波峰焊工艺此种方式适合大批量生产,对贴片精度要求高,生产过程自动化程度要求也很高。(三)SMT焊接质量检测和SMT焊接缺陷焊接SMT元器件,无论采用手工焊接,还是采用波峰焊或再流焊设备进行焊接,都希望得到可靠、美观的焊点。由于SMT元器件尺寸小,安装精确度和密度高,焊接质量要求更......
2023-10-23
2.手工焊接操作的基本步骤掌握好电烙铁的温度和焊接时间,选择恰当的烙铁头和焊点的接触位置,才得到良好的焊点。3.手工焊接操作技巧保持烙铁头的清洁。针对手工焊接中各式各样的焊件,可能需要不同功率的烙铁及不同形状的烙铁头,而实际操作中不可能频繁更换烙铁及烙铁头,由于熔融态的焊锡导热率远高于空气,焊锡桥就成为高效传热的桥梁,使各类焊件很快能达到焊接温度。焊接开关、接插件时,焊剂过量容易造成接触不良。......
2023-10-23

创业机会评估方法主要分为定性评估法、定量评估法以及定性与定量评估相结合的评估方法。(一)定性评估法定性评估法主要有史蒂文森法和隆杰内克法。(三)定性与定量相结合的评估方法这类评估的方法主要有蒂蒙斯的创业机会评价框架,[14]创业者在采用该方法时需要对经济因素、竞争优势、致命缺陷问题等8 个方面进行评估,一共有55 个指标,几乎涵盖其他评价方法的全部评价因素。......
2023-08-31
任何采用焊接方法制造的锅炉、压力容器产品均要涉及焊接材料定额的计算和预估。表10-15 不同焊接方法的焊接材料定额损耗系数推荐根据以上计算公式,焊接材料定额计算工作似乎不难。焊接材料定额卡样表设计见表10-17。......
2023-07-02

相关推荐