如果以药芯焊丝T1>1ms平均短路时间的变异系数ν作为判据,那么五种焊丝质量稳定性的评价结果是GC-4焊丝稳定性最好,其次是YJ502、KFX、DW201,YOBART最差。......
2023-06-30
某厂生产某种不锈钢堆焊焊条已经多年,为了检查焊条的稳定性(或称为均匀性),从已经通过理化检验的、并达到优等品指标的多个批次的焊条产品中抽取样品,应用汉诺威分析仪进行分析测试。
测试样品焊条规格为φ4.0mm,长度350mm,对抽取的试样分四组,每组重复焊三次,共焊接12根焊条,测试样品编号HC308-01~HC308-12。采用Kaierda公司产ZXG-300型直流弧焊机,极性为直流反接,空载电压为65V,试验预置电流为120A,采用平板堆焊,试板为Q235钢板,尺寸为250mm×120mm×10mm,汉诺威分析仪测试采样时间10s。
1.测试结果及分析
图9-33和图9-34是测试所有12根焊条样品中选取的五根样品(样品编号为HC308-03、HC308-05、HC308-06、HC308-08、HC308-09)的电弧电压和焊接电流概率密度分布叠加图,可以看出两图中五条曲线重现性很差。在理论上说,同一产品在生产条件不变的情况下,焊条的品质基本上是一致的,反映出的电弧物理特性参数应该十分接近,但由图直观地看出五次试验的结果有显著的差别。
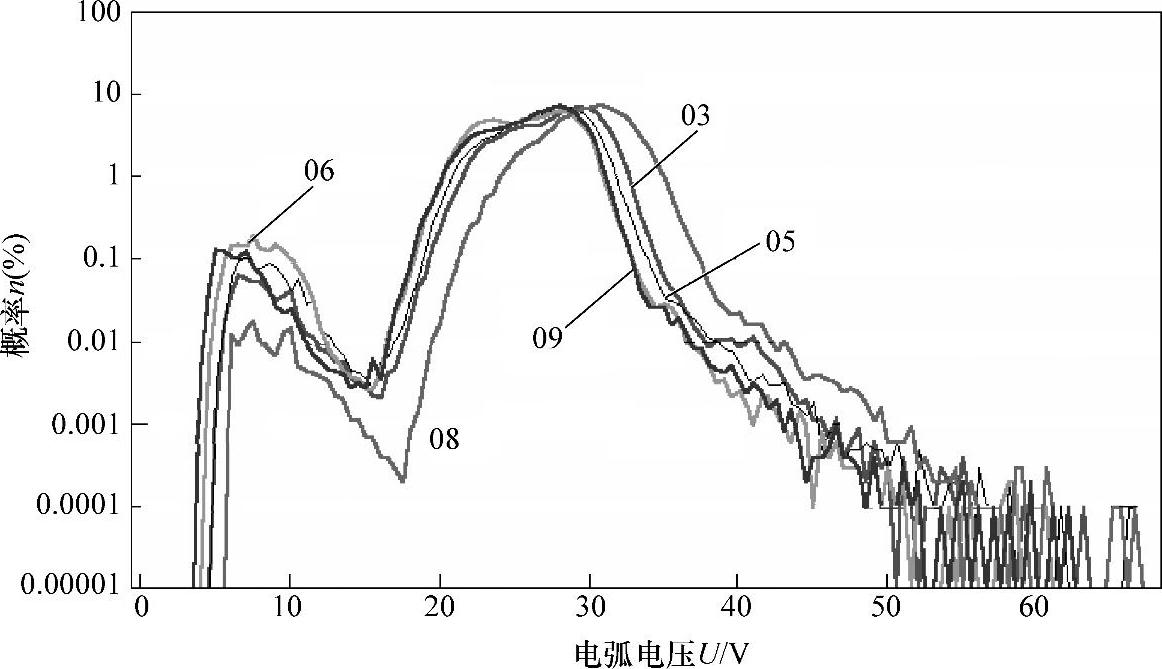
图9-33 HC308不锈钢焊条五根试验样品的电压概率密度分布叠加图
在本书第4章4.4节中提出以短路电压概率n(Us)、平均短路频率fsc作为判据评价不锈钢焊条的工艺性,这里为了比较不锈钢焊条的均匀性还引入了平均电弧电压和平均焊接电流的数据,因为名义电压的变化也是衡量钛型不锈钢焊条工艺水平的重要电弧物理特性参数,因此在测试不锈钢焊条均匀性时将平均电弧电压和平均焊接电流的数据一起引入十分必要。
测试的五根样品的电弧物理特性参数见表9-8。由表中的数据看出,五根焊条样品测试的平均电弧电压U、平均焊接电流I、短路电压概率n(Us)、平均短路频率fsc的数据相当分散,尤其是样品HC308-06和HC308-08之间的差距最大,平均电弧电压相差4.3V,短路电压概率n(Us)分别为1.6523%和0.1390%,相差悬殊。由样品HC308-08和HC308-06的波形图可以看出,HC308-08焊条样品熔滴过渡形态基本上是渣壁过渡(图9-35a),而HC308-06焊条样品则为混合过渡(图9-35b)。
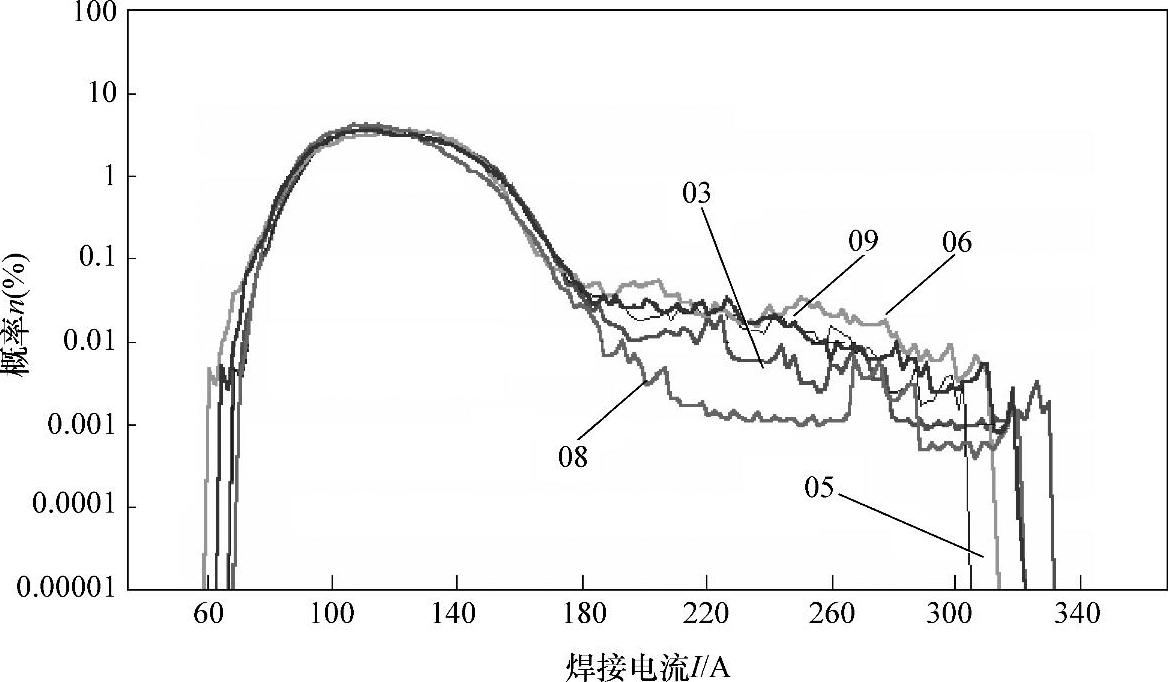
图9-34 HC308不锈钢焊条五根样品的电流概率密度分布叠加图
表9-8 HC308不锈钢堆焊焊条五根样品的电弧物理特性参数
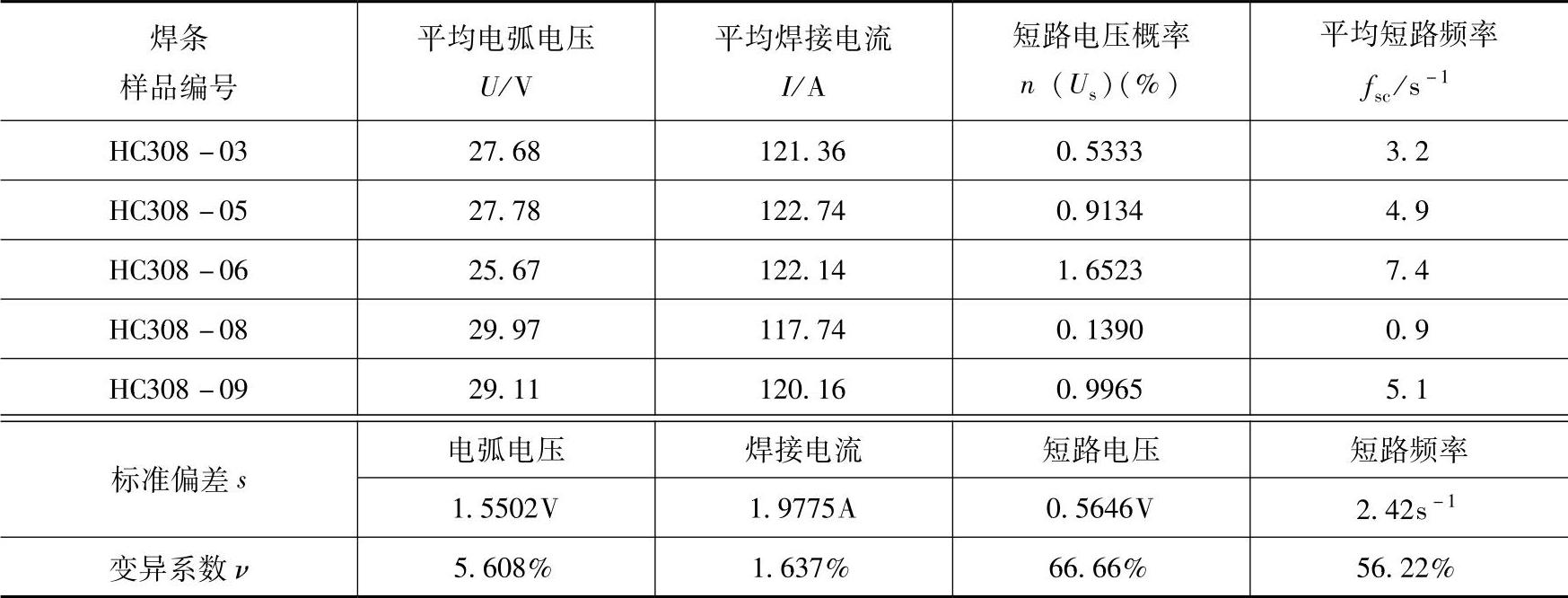
注:分析仪设置:短路时间组宽ΔT1=100μs,燃弧时间、加权燃弧时间、短路周期时间组宽ΔT2、ΔT3、ΔTc=500μs,最小短路时间T1min=2500μs,阈值电压Uth=10V。
在相同的焊接条件下,同一品种焊条的试验结果相差如此悬殊,这种结果只能说明焊条在品质上存在着严重的不稳定问题。这一结果为管理者提供了这样的信息:在生产环节中存在不稳定的因素,管理人员应从微观细节入手,检查并发现引起产品质量不稳定原因。经检查分析认为,不锈钢堆焊焊条混合粉由于合金含量较大,其执行的是与结构钢相同的搅拌规范,不能保证干粉和湿粉搅拌均匀,为此重新调整了沿用了多年的不锈钢堆焊焊条配料搅拌的规范,使产品不稳定的问题得到基本解决。
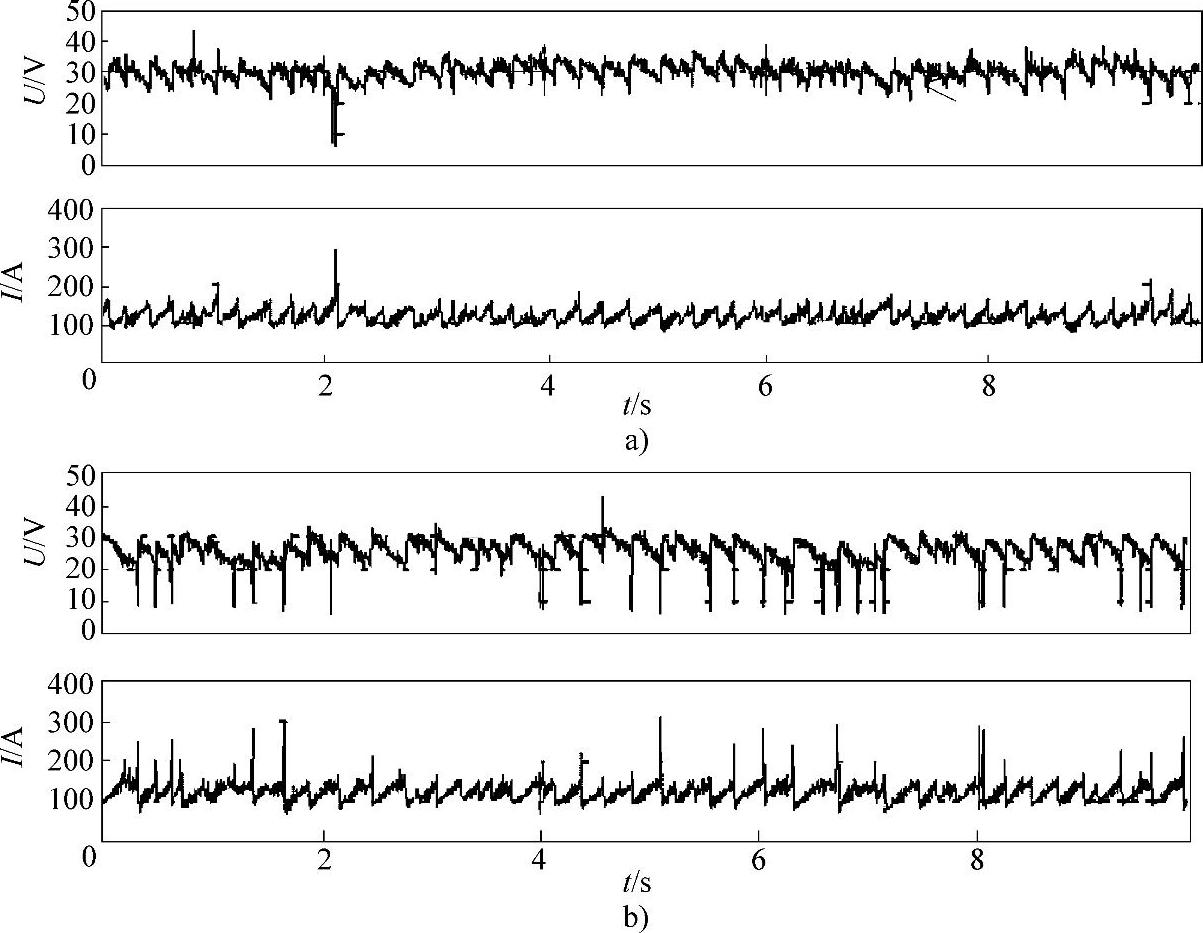
图9-35 不锈钢焊条HC308样品的电弧电压、焊接电流波形图
a)HC308-08 b)HC308-06
2.焊条产品稳定性评价判据
表9-8中列示的电弧物理特性参数值反映了焊条产品的不稳定性,可以用电弧电压变异系数ν(U)、焊接电流变异系数ν(I)、短路电压概率变异系数ν[n(Us)]、平均短路频率变异系数ν(fsc)作为焊条产品的稳定性的判据,评价钛型不锈钢焊条产品的稳定性,ν(U)、ν(I)、ν[n(Us)]、ν(fsc)值越低,稳定性越好。
有关焊接材料工艺性的信息化技术的文章

如果以药芯焊丝T1>1ms平均短路时间的变异系数ν作为判据,那么五种焊丝质量稳定性的评价结果是GC-4焊丝稳定性最好,其次是YJ502、KFX、DW201,YOBART最差。......
2023-06-30

由于在测试时间内统计的短路频率fsc反映了焊条熔滴过渡特征信息,因此fsc也可作为判据来评价焊条渣壁过渡趋势。研究表明,熔滴的短路过渡是影响不锈钢焊条工艺质量降低的主要因素,而实现渣壁过渡是解决不锈钢焊条工艺稳定性的根本途径。同时该图还指出了改善不锈钢焊条工艺稳定性的原理和途径,其核心是使熔滴细化,熔滴的细化一方面利于形成深套筒,促进渣壁过渡的形成,另一方面深套筒带来了名义电压的提高。......
2023-06-30

1)焊条消耗量通常按下式计算式中 m——焊条消耗量;A——焊缝横截面积;l——焊缝长度;ρ——熔敷金属的密度;Ks——焊条损失系数。表9-1 焊缝横截面积的计算公式(续)表9-2 焊条损失系数Ks例1:某工字梁长10m,焊脚尺寸为10mm,求用E5014焊条焊接时,需要多少千克焊条?表9-3 药皮质量系数Kb表9-4 焊条转熔系数Kn例2:有一角接头,焊脚尺寸K=10mm,h=2mm。求焊接1m焊缝需E4303焊条的数量。......
2023-06-15

下面将结合具体例子,用汉诺威分析仪对低氢型结构钢焊条进行测试、评价和比较焊条工艺性。对T1>2ms时间段内短路频率分布的描述可以反映低氢型结构钢的工艺性。取累积短路频率百分数为50%时所对应的熔滴短路时间记为T50,以这一短路时间值表示焊条粗熔滴短路频率分布的特征量,并以此作为判据,对大理石-萤石型碳钢焊条工艺性进行评价。......
2023-06-30

既然渣壁过渡是高钛型不锈钢焊条基本的、主导的过渡形态,显然高钛型不锈钢焊条的工艺性主要取决于渣壁过渡形态对工艺性的直接影响。为了从根本上回答高钛型不锈钢焊条实现工艺稳定性的机理,下面还将对影响高钛型不锈钢焊条工艺稳定性的几个因素做更进一步分析讨论。显然,这是不锈钢焊条工艺稳定性问题十分突出的根本原因。此外,还应当注意到,名义电压对焊条的熔化速度的影响。......
2023-06-30

研究不锈钢焊条工艺稳定性,首先必须解决采用怎样的方法测试和评价焊条工艺稳定性的问题。焊条的温升系数αt是评价焊条工艺稳定性的重要指标,是某种焊条电弧物理特性的重要表现。......
2023-06-30

由此可见,影响不锈钢焊条工艺稳定性的因素是多方面的,但是起决定作用的因素是熔滴过渡形态。大量研究表明,不锈钢焊条工艺质量最终取决于熔滴过渡形态,粗熔滴的短路过渡是导致不锈钢焊条工艺质量降低的主要因素,而实现渣壁过渡是解决焊条工艺稳定性的根本途径。图4-36为高钛型不锈钢焊条的工艺性设计提供了理论依据,也为其他类型焊条的工艺性设计提供理论指导。这是不锈钢焊条工艺性设计主要的技术路线。......
2023-06-30
区域地壳稳定性评价以构造稳定性为主导,以地表稳定性为辅助,共同进行综合评价。根据准备的单指标信息,基于构造稳定性和地表稳定性综合评价区域地壳稳定性,采用多指标栅格叠加法或层次分析-综合指数法进行评价,或者采用布尔运算或单指标判别法进行评价。......
2023-11-03
相关推荐