下面将结合具体例子,用汉诺威分析仪对低氢型结构钢焊条进行测试、评价和比较焊条工艺性。对T1>2ms时间段内短路频率分布的描述可以反映低氢型结构钢的工艺性。取累积短路频率百分数为50%时所对应的熔滴短路时间记为T50,以这一短路时间值表示焊条粗熔滴短路频率分布的特征量,并以此作为判据,对大理石-萤石型碳钢焊条工艺性进行评价。......
2023-06-30
对本章9.1.1节案例中的E4303钛钙型结构钢焊条的八个样品,应用系统软件评估焊条的工艺性。
采样完成后,在分析仪上提取八个样品的焊接电弧电压的概率n(U)、焊接电流的概率n(I)及短路频率fsc(T1)的数据。与药芯焊丝不同,焊条测试不需要提取短路周期频率fsc(Tc)的数据。“焊接材料工艺质量分析与评估系统”软件的操作与前面讲的评价药芯焊丝的步骤相同:启动系统软件后单击“焊条测试”,选定“钛钙型结构钢焊条”(图9-28),打开“钛钙型结构钢焊条工艺性评定”窗口(图9-29),输入测试条件信息后,单击“浏览”按钮分别选择在U盘文件夹中的电弧电压概率n(U)、焊接电流概率n(I)和短路频率fsc(T1)的数据文档,将数据导入软件;单击“数据处理”后,即可得到八个样品的平均电弧电压、平均焊接电流、平均短路时间、短路电压概率、短路电流概率、短路频率及电压变异系数等测试结果列表,同时显示八种焊条测试结果的柱状图(图9-30)。

图9-28 “焊条测试”菜单中选择“钛钙型结构钢焊条”窗口
图9-29 “钛钙型结构钢焊条工艺性评定”窗口
测试结果是以短路电压概率作为判据进行评估的。评价结果表明,国内不同厂商生产的E4303型焊条工艺性的差别较大,其中大型骨干企业的样品(如AHE422、AHJ422等)测试的短路电压概率较低,说明其工艺性较好,而其他小型企业的样品测试的短路电压概率偏高,说明工艺性较差。
通过以上运用汉诺威分析仪和“焊接材料工艺质量分析与评估系统”软件对药芯焊丝和焊条工艺性进行评价的两个实例看出,系统软件操作十分简单,容易掌握,分析评价过程只需几分钟即可完成。该软件提供了对焊接材料工艺性进行分析与评估的快捷、方便、实用的测试工具,为汉诺威分析仪在焊接材料工艺质量分析与评估方面的广泛应用铺平了道路。
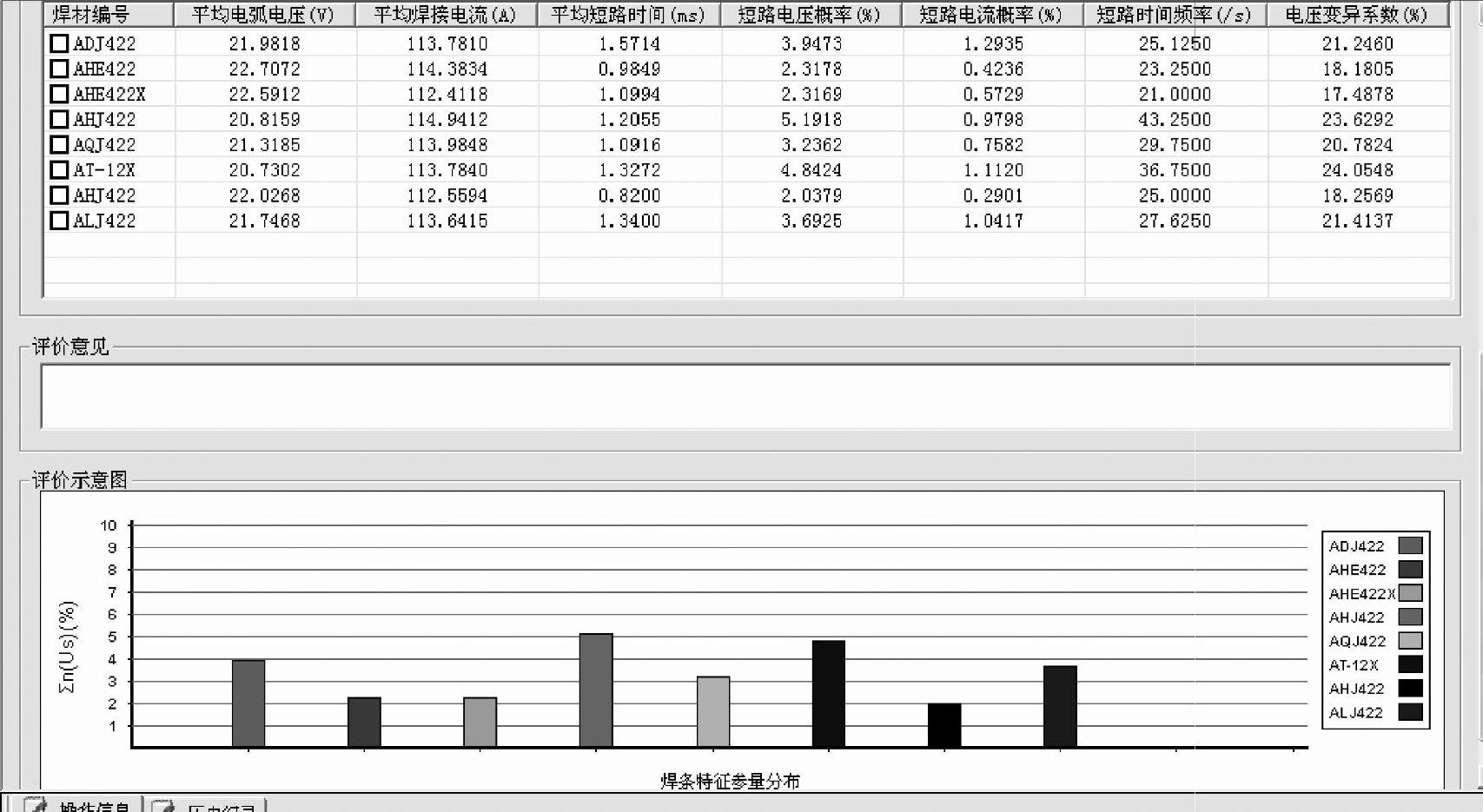
图9-30 “焊接材料工艺质量分析与评价系统”软件自动生成的评价结果柱形图
(本图的彩图见附录A中图A-3)
有关焊接材料工艺性的信息化技术的文章

下面将结合具体例子,用汉诺威分析仪对低氢型结构钢焊条进行测试、评价和比较焊条工艺性。对T1>2ms时间段内短路频率分布的描述可以反映低氢型结构钢的工艺性。取累积短路频率百分数为50%时所对应的熔滴短路时间记为T50,以这一短路时间值表示焊条粗熔滴短路频率分布的特征量,并以此作为判据,对大理石-萤石型碳钢焊条工艺性进行评价。......
2023-06-30

收集国内不同厂商的E4303钛钙型结构钢焊条共八个样品,用汉诺威分析仪进行测试分析比较其工艺性。由汉诺威分析仪提取的八个焊条样品的电弧物理特性参数的测试结果见表9-1。3)THJ422样品的平均短路时间T1=2.49ms,是测试的样品中最小的。THJ422焊条样品的n、n、T1和ν值是测试的八个样品中最低的,可以认为本次试验该焊条的工艺性最好。......
2023-06-30

采用“焊接材料工艺质量分析与评估系统”软件对本章9.1.3节编号为dw-501、gc401、hob-01、kf501和yj501五个药芯焊丝样品CO2气体保护焊时的工艺性进行评估的过程和步骤如下。图9-25 在“焊丝测试”菜单中选择“药芯焊丝”窗口4)单击“浏览”按钮,分别选择在U盘文件夹中的n、n、fsc数据文档,将数据导入软件。图9-26 “药芯焊丝工艺性评定”窗口图9-27 药芯焊丝工艺性评价结果柱形图......
2023-06-30
实施方案下文中以某地理信息系统为例,详细描述解决方案。效果评价由于出具的第三方评估报告中,所采用的方法符合行业标准,采用的调整因子来自于行业基准数据,最终双方达成共识,依照评估报告的结果进行了协商结算。......
2023-11-19

取累积短路频率百分数为50%时所对应的熔滴短路时间计为T50,以这一短路时间值表示焊条粗熔滴短路频率分布的特征量,并将此特征量值作为判据,对大理石-萤石型碳钢焊条工艺性进行评价,T50值越大,表明大熔滴过渡成分较多,短路时间越向右分布,工艺性越差,反之,T50值越小,则其电弧过程的稳定性越好。......
2023-06-30

焊条熔滴过渡形态与焊条工艺性的关系见表2-6,其中焊条工艺性包括焊条电弧挺度、电弧连续性、可操作性、飞溅大小、焊接时的烟雾、焊条名义电压、电弧热效率和焊条工艺稳定性等方面。表2-5 焊条熔滴过渡形态特征表2-6 焊条熔滴过渡形态与焊条工艺性的关系①指在焊接过程中焊条前、后段工艺性的变化程度。因此粗熔滴过渡时综合工艺性比较差。另外,喷射过渡焊接时烟尘也较大,也是影响焊条工艺性的主要因素。......
2023-06-30

2.大焊接参数时焊丝工艺性的评价案例选择试验编号为DW100、KH-71T、HS502的三种药芯焊丝样品,在设置电压21.5V、送丝速度210dm/min条件下进行CO2气体保护焊工艺性测试,采用ZB-500型CO2气体保护焊机,利用携带焊枪的自动行走小车进行CO2气体保护焊自动焊接,气体流量20L/min,试板材料为Q235钢,尺寸为400mm×130mm×12mm,试验重复多次,列出其中三次的数据,测试采样时间10s。......
2023-06-30

热喷涂技术在国防工业中的应用始于20世纪70年代,涂层主要包括提高航空发动机热效率的热障涂层、密封涂层、抗高温烧蚀涂层、耐磨损涂层等。采用耐磨涂层后报废率降至33%,效果显著。表6-10 航空发动机常用耐磨损涂层4.飞机起落架及其他取代镀铬耐磨涂层飞机起落架通常采用镀硬铬技术,随着环境保护的需求,为减少镀铬技术应用对环境的污染,采用HVOF技术喷涂WC-Co涂层逐步取代镀铬技术,已在发达国家普遍采用。......
2023-06-18
相关推荐