【摘要】:采用“焊接材料工艺质量分析与评估系统”软件对本章9.1.3节编号为dw-501、gc401、hob-01、kf501和yj501五个药芯焊丝样品CO2气体保护焊时的工艺性进行评估的过程和步骤如下。图9-25 在“焊丝测试”菜单中选择“药芯焊丝”窗口4)单击“浏览”按钮,分别选择在U盘文件夹中的n、n、fsc数据文档,将数据导入软件。图9-26 “药芯焊丝工艺性评定”窗口图9-27 药芯焊丝工艺性评价结果柱形图
采用“焊接材料工艺质量分析与评估系统”软件对本章9.1.3节编号为dw-501、gc401、hob-01、kf501和yj501五个药芯焊丝样品CO2气体保护焊时的工艺性进行评估的过程和步骤如下。
1)当采样完成后,首先在分析仪上提取五个样品的焊接电弧电压概率n(U)、焊接电流概率n(I)及短路周期频率fsc(Tc)的数据,并建立数据的文件夹至外接U盘。
2)启动分析与评估系统软件:在装有“焊接材料工艺质量分析与评估系统”软件的计算机上点击相应的图标,启动分析与评估系统软件,打开运行主界面窗口(图9-24)。
图9-24 “焊接材料工艺质量分析与评估系统”的主界面窗口
3)单击“焊丝测试”菜单,选择“药芯焊丝”(图9-25),弹出“药芯焊丝工艺性评定”窗口(图9-26),在窗口中输入测试条件信息(测试时间,委托单位,焊丝型号/牌号,规格,焊接方法,焊接电源型号,电源极性,预设电压,预设电流,气体流量,伸出长度,试板材质,尺寸等)。
图9-25 在“焊丝测试”菜单中选择“药芯焊丝”窗口
4)单击“浏览”按钮,分别选择在U盘文件夹中的n(U)、n(I)、fsc(Tc)数据文档,将数据导入软件。
5)单击“数据处理”按钮,即可在特征信息栏中得到五个样品的平均电弧电压、平均焊接电流、短路周期变异系数等测试结果的列表,同时显示五种焊丝测试结果的柱状图(图9-27)。
6)单击“保存”按钮,将测试结果保存到数据库中;单击该窗口的“打印”按钮,弹出打印报告格式预览窗口,单击窗口的打印图标即执行打印。
药芯焊丝工艺性的评价结果由图9-27中列表的数据显示,dw501焊丝的ν(Tc)为52.3041%,比其余焊丝都低,可以认为本次试验dw501焊丝焊接工艺性最好。熔滴短路周期变异系数ν(Tc)(%)的柱形图直观地表示了评价结果,ν(Tc)(%)越小,则焊丝工艺性越好。
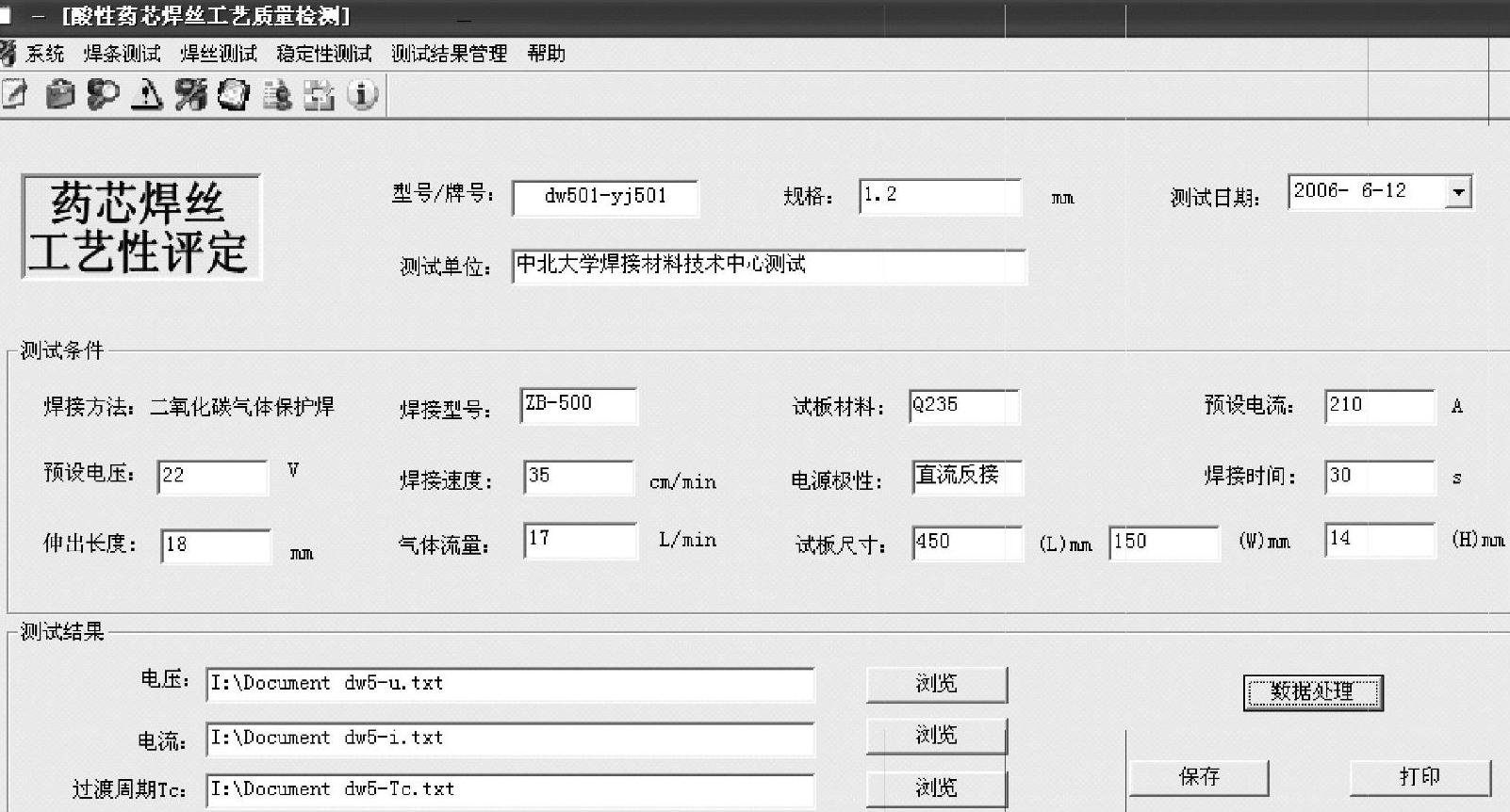
图9-26 “药芯焊丝工艺性评定”窗口
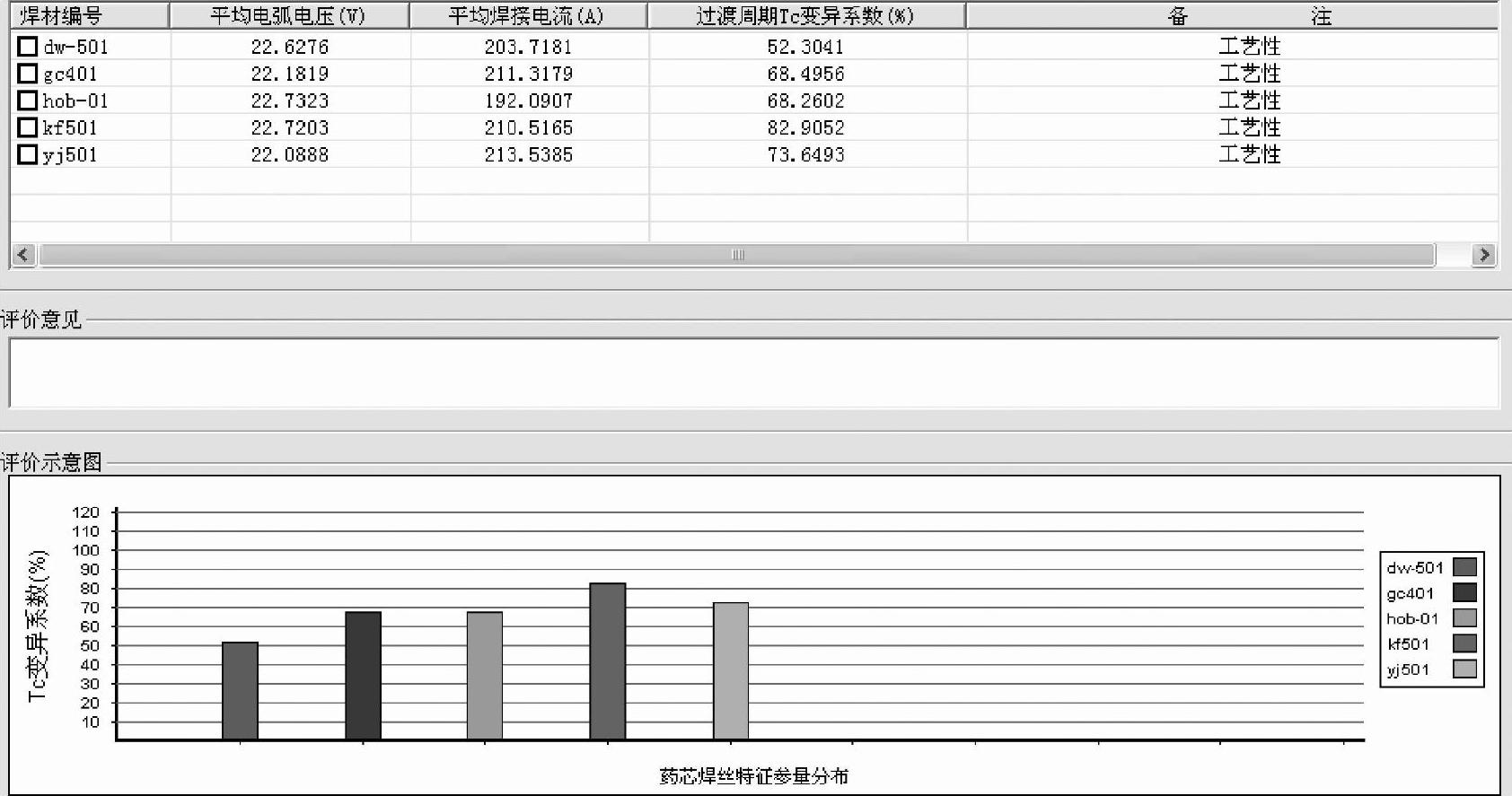
图9-27 药芯焊丝工艺性评价结果柱形图
(本图的彩图见附录D中图D-3)







相关推荐