
设定上述所编写的顺序控制程序的控制参数,将其与程序一起写入PLC的CPU中。⑤第6栏单元格设定为“PRO3”,执行类型设定为“固定周期”。......
2025-09-29
1.ΔT1、ΔT2、ΔT3、ΔTc和T1min的设置
以上分析说明了采用汉诺威分析仪进行测试时,对汉诺威分析仪测试参数的设置十分重要,设置的参数不同,就会得到不同的数据,导致不同的测试结果。因此在测试时正确合理地设置测试参数是得到准确测试结果的前提。
测试时汉诺威分析仪需要设置的参数有:短路时间组宽ΔT1,燃弧时间组宽ΔT2、加权燃弧时间组宽ΔT3、短路周期时间组宽ΔTc、最小短路时间T1min以及阈值电压Uth。
短路时间组宽ΔT1是统计短路频率的分组,一般设置ΔT1=100~500μs;对于短路频率较高的CO2气体保护焊,或是出现较多B型短路的钛钙型、低氢型焊条,组宽ΔT1的设置要小一些,可设置为100~200μs;短路频率较低的焊条,如不锈钢焊条,组宽可以设置大一些。燃弧时间组宽ΔT2、加权燃弧时间组宽ΔT3、短路周期时间组宽ΔTc一般设置为500μs,但也要根据测试对象短路频率高低来调整设置,短路频率越高,组宽ΔT1、ΔT2、ΔT3、ΔTc的设置越要窄一些。
最小短路时间T1min是区分瞬时短路和正常短路的时间点,也可以理解是定义A型短路和B型短路时间点,表9-4统计的测试数据设置最小短路时间T1min=2500μs,这样的设置排除了T1min≤2500μs的短路,突出了短路时间更长的短路行为,最终得到的平均短路周期Tc的数值反映的是T1>2500μs短路过渡的周期。如果设置T1min≤1000μs,得到的平均短路周期Tc值一定会减小很多。
为了探讨如何合理地设置最小短路时间T1min,下面列举实际测试例子进行具体分析。
图9-13是焊条电弧焊分析最小短路时间T1min设置的电弧电压波形图。图中标示了1、2、3、4、5共五次短路,测试这五个点实际短路时间依次是:1610μs、840μs、1050μs、840μs、4130μs,其中1、3、5点的T1>1000μs,而2、4点的T1<1000μs。如果设置T1min=1000μs,则1、3、5点统计为短路,2、4点则统计为瞬时短路;如果设置T1min=2500μs,则只能将5点统计成正常短路,而其他各点均成了瞬时短路。
图9-14是dw-501焊丝CO2气体保护焊分析最小短路时间T1min设置的电弧电压波形图。测试了5.14~5.17s时间段内的三次短路,图中1、2、3点短路时间分别是630μs、1260μs和2880μs。如果设置T1min=1000μs,则1点为瞬时短路,2点和3点为正常短路;如果设置T1min=1500μs,那么1点和2点则成为瞬时短路。可见T1min设置了瞬时短路和正常短路的界限,T1min的设置对平均短路时间T1、加权燃弧时间T3、平均短路周期Tc和正常短路频率的统计值都将产生影响。设置最小短路时间T1min时,除了要根据被测试焊接材料的焊接电弧物理特性和采用焊接参数的大小,还要结合具体的试验对象和试验目的确定。一般情况下,结构钢焊条电弧焊、药芯焊丝CO2气体保护焊可以按T1min=1000μs来设置,初步试验后再根据对试验结果的分析和对测试对象电弧物理特性的认识,确定这一设置是否合理,根据具体情况进一步调整设置。

图9-13 焊条电弧焊分析最小短路时间T1min设置的电弧电压波形图
测试的焊条样品:AHE422X;焊接参数:22.59V/112.41A。
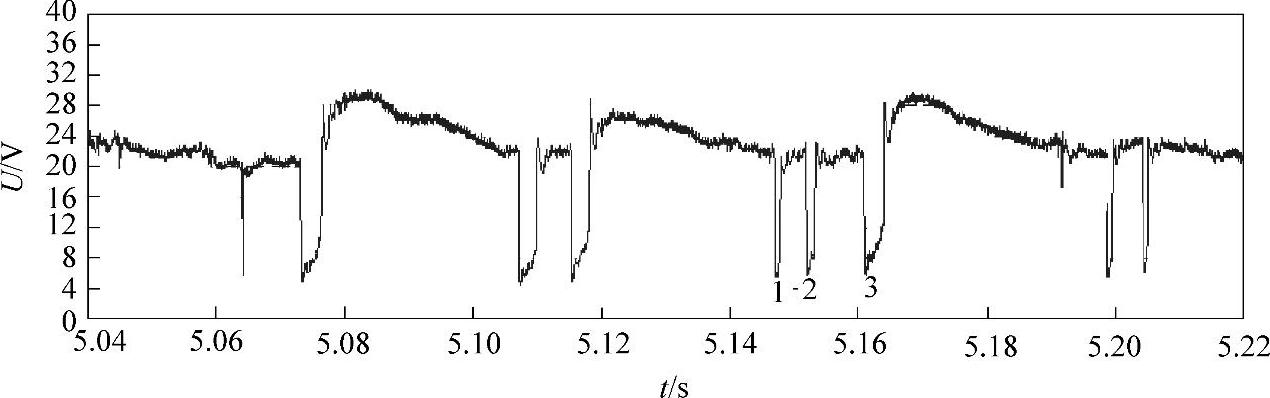
图9-14 CO2气体保护焊分析最小短路时间T1min设置的电弧电压波形图(https://www.chuimin.cn)
测试的焊丝样品:dw-501;焊接参数:24.47V/203.72A。
2.阈值电压Uth的设置
阈值电压Uth是分析仪统计短路或燃弧的电压,显然Uth设置的高低影响短路频率的统计数据,合理的设置阈值电压对于获得焊接过程信息的准确性十分重要。如何对阈值电压Uth进行合理设置应当根据测试的对象和试验条件来确定。
在熔化极短路过渡过程的统计分析中,对电压阈值Uth的正确设定同样涉及对电压的概率密度分布的理解。图9-15所示为对焊条电弧焊电弧过程和气体保护焊电弧过程的一个分析实例,图中对阈值电压Uth的可选择范围作了明确的说明。图9-10a所示为伴有短路过渡的焊条电弧焊过程,阈值电压Uth的可选范围较大,一般可将阈值电压Uth设定在10V;而对于气体保护焊电弧过程,阈值电压Uth的可选范围较小,如图9-15b所示,一般可将阈值电压Uth定在17~18V。
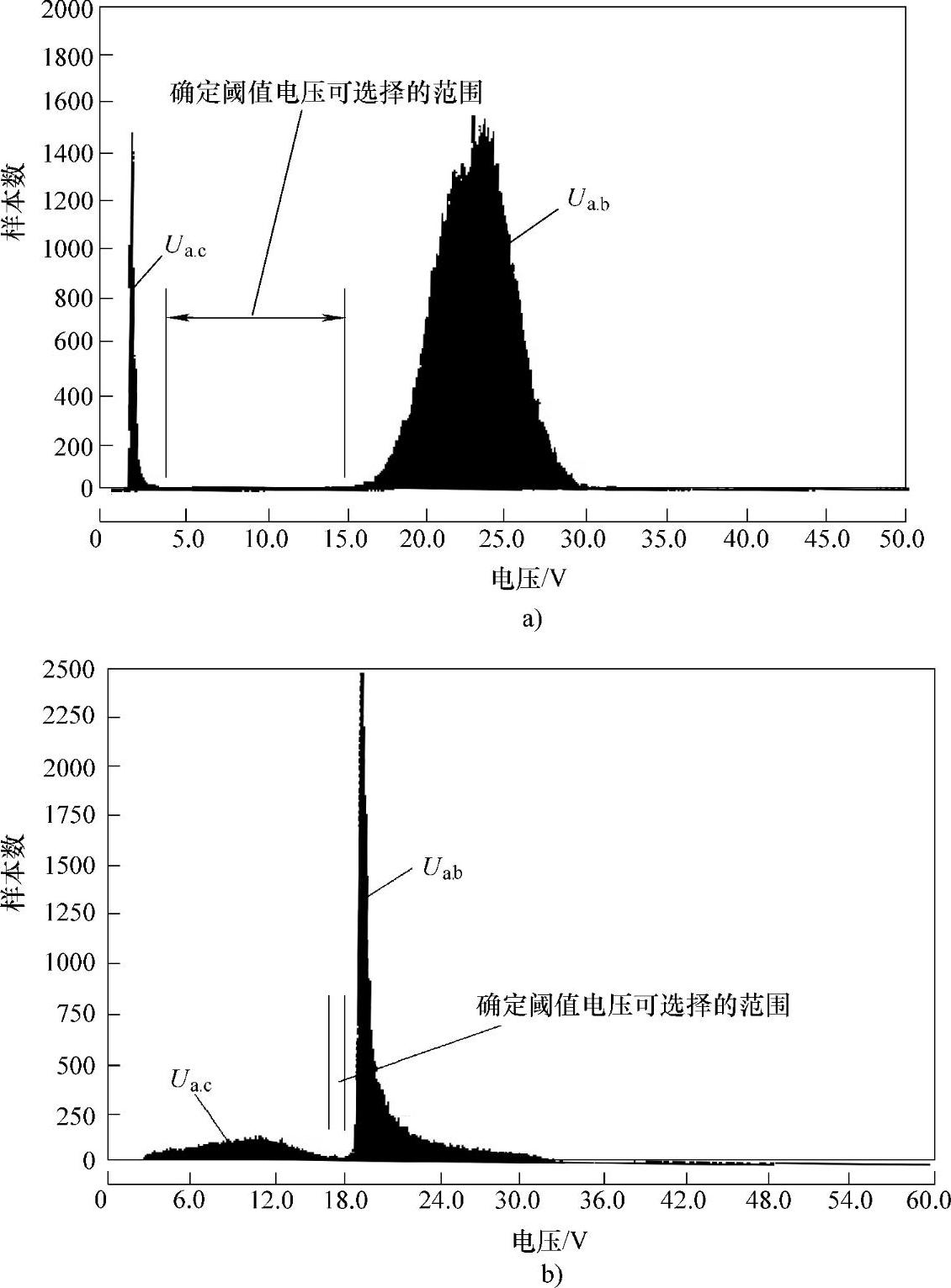
图9-15 从电压的概率密度分布确定电压阈值Uth
a)焊条电弧焊电弧过程 b)气体保护焊电弧过程(较小的电感)
下面以表9-4中对五种焊丝测试为例说明阈值Uth的设置,最初进行测试时将阈值电压Uth设置为10V,采样后打开电弧电压、焊接电流波形图,如图9-16所示,可以发现设置Uth1=10V的数值偏低,如a、b、c点和d点被采集到的短路时间减小了,有时一些正常的短路还可能被统计成为瞬时短路信息,甚至于有的短路完全采集不到,因此需要调整Uth的设置,将Uth设置为16V(图9-16中Uth2)。根据作者的试验:焊条电弧焊时,一般设置Uth=7~12V;药芯焊丝进行CO2气体保护焊时,设置Uth=17~18V为宜。但这不是绝对的,有些不熟悉的焊接材料或者是采用不同的焊接电源时,Uth的设置要根据初步测试后得到的电弧电压波形图来确定Uth值的大小。
在实际测试时,事先设置的分析参数有时不尽合理,导致信息的失真,这时在分析数据时可以对原设置进行修正,修正后分析仪系统对原试验结果重新进行统计,并自动形成新的文件储存。
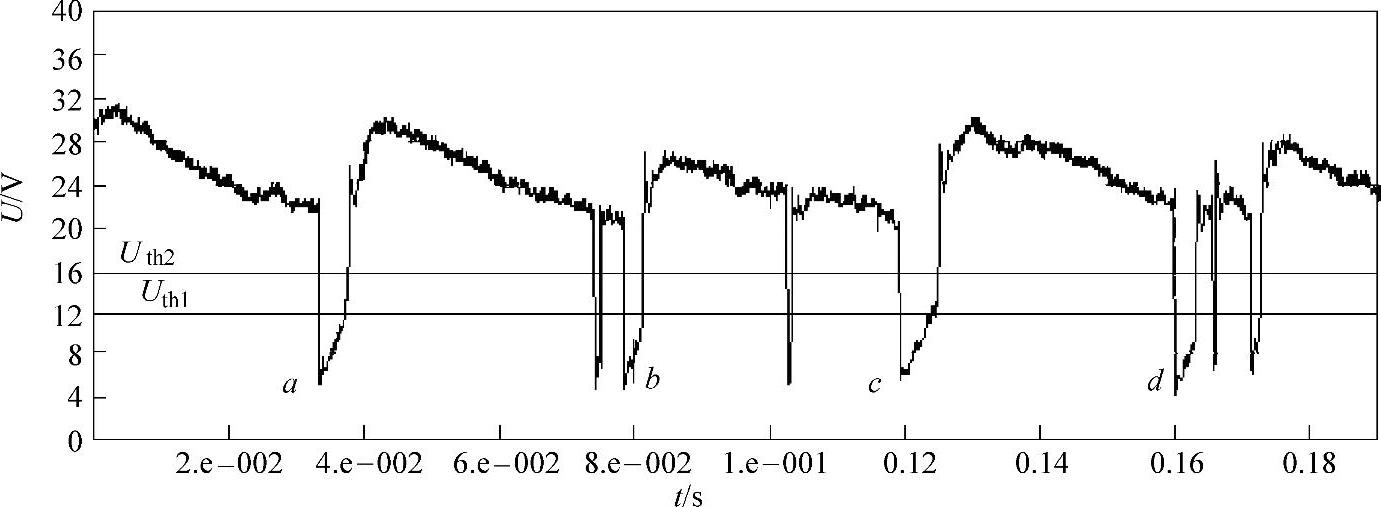
图9-16 确定阈值电压Uth设置的波形图
测试焊丝名称:DW-501,焊接参数:22.63V/203.72A。
相关文章

CadenceSpectre正确地安装在以上环境后,还需要对下列文件进行配置。该文件配置了很多Cadence Spectre的环境配置,包括使用的文本编辑器、热键设置、仿真器的默认配置等。.cdsenv:用于设置启动时的环境变量;.cdsplotinit:包含Cadence Spectre打印和输出图形的设置;display.drf:版图编辑器中显示颜色等的配置;这些配置文件的搜索路径首先是程序启动目录,其次是用户的主目录。如果cds.lib文件是空文件,则Cadence Spectre的设计库中就会是空的。......
2025-09-29

本节主要讲述用于启动SIMOVERT MASTERDRIVES的参数设置,参数设置步骤包括参数复位到工厂设置、简单应用参数设置步骤和专家应用的参数设置。MASTERDRIVES变频器的参数设置步骤相似,下面主要介绍MASTERDRIVES VC的参数设置步骤。参数P366在装置供货前已正确设定,在特殊情况下才需要改变。......
2025-09-29

当用直径3.2mm焊丝和接近400A电流焊接时,提高焊接电流也增大焊缝的宽度,焊缝形状系数略有减小。采用恒压弧焊电源和等速送丝机构时,增大焊丝的伸出长度将增大电阻,则必须通过加长焊丝在导电渣池内的长度来补偿,使弧焊电源降低输出电流,从而略微增大焊缝形状系数。......
2025-09-29

YL-335B需要设置的伺服参数不多,只在前面板上进行设置就行。伺服系统的参数设置应满足控制要求,并与PLC的输出相匹配,如表2-13所示。......
2025-09-29

表9.1-2 螺距误差补偿参数一览表以上CNC参数的显示和设定方法和其他CNC参数相同,其操作步骤可参见9.1.2节。2)按软功能键〖螺补〗,LCD将显示图9.1-4所示的螺距误差补偿值显示页面。......
2025-09-29

图9.2.5 “程序”选项卡在子选项卡中有两个不同的窗口,左侧是组成结构,右侧是相关参数。左侧的组成结构中包括NC程序中的五个序列和刀轨运动中的四种事件。......
2025-09-29

图3-10缩放为帧大小在“01.jpg”~“02.jpg”图片之间添加“3D运动”文件夹下的“立方体旋转”视频转场特效,直接将其拖放到两个图片之间,如图3-11所示。图3-11添加视频转场特效默认转场时间为0.24秒,单击转场,在“效果控件”面板中,通过持续时间的改变,可以设置转场的快慢,如图3-12所示。图3-13添加不同的视频转场特效新建一个静态字幕,在字幕窗口中利用“矩形工具”绘制一个黄色的矩形条,并将透明度调整为70%,如图3-14所示。......
2025-09-29
相关推荐