近年来随着我国长输油气管线工程建设规模的增大和建设质量的提高,以及油气管线现场的安装工作,对自保护药芯焊丝的市场需求进一步扩大,而且对自保护药芯接头质量的要求也越来越高。尽管对于自保护药芯焊丝焊接冶金问题已经做了不少的研究工作,但无论是在理论上还是在具体应用技术方面,都还有待于进一步深入研究和技术创新。......
2023-06-30
根据第8章对自保护药芯焊丝电弧物理特性和工艺性分析得出这样的结论:自保护药芯焊丝的焊接电流变异系数最能反映焊接过程的稳定性。因而自保护药芯焊丝将焊接电流变异系数ν(I)作为判据,通过比较焊接电流变异系数值的大小,定量地判断和评价同类型不同厂商自保护焊丝的工艺性。
现有两种试验编号分别为hc和hj,规格为φ2mm的自保护药芯焊丝,分析比较其电弧物理特性及工艺性。测试条件:采用时代公司产ZB-500型逆变CO2气体保护焊机,利用携带焊枪的自动行走小车进行自动焊接,试件用内径113mm、壁厚10mm、长450mm的碳钢管,焊丝伸出长度为20mm,焊接速度约28cm/min,电压设置为17~27V,焊接电流在170~280A范围调整,直流反接,测试采样时间每次8s,同一试验重复三次。
对两种焊丝采用汉诺威分析仪分别进行测试,测试得到的平均电弧电压,平均焊接电流、焊接电流标准偏差和变异系数、电弧电压标准偏差和变异系数值见表9-2、表9-3。图9-4、图9-5分别是hc焊丝和hj焊丝不同焊接参数下的焊接电流概率密度分布叠加图。
由表9-2和表9-3中的数据得出以下结论。
1)hc焊丝当电压约为18V、焊接电流为200~235A时,焊接电流变异系数约为14%(hc-03、hc-04),焊接过程基本稳定;当电弧电压为22.61V、焊接电流为236.27A时(hc-07)焊接电流变异系数下降到12.48%,焊接过程十分稳定。显然hc焊丝在中等焊接参数焊接时,其焊接工艺性是最佳的。
2)hj焊丝当电弧电压约为18V、焊接电流为170A~235A(hj-01、hj-02和hj-03)时,焊接电流变异系数为14%~22%,数值偏大,焊接过程显然不够稳定;而当电弧电压约为23V、焊接电流为210~240A时(hj-05、hj-06),焊接电流变异系数下降到13.75%、11.43%,电流概率密度分布曲线(图9-5)相对集中,焊接过程进入到稳定的阶段。因此在中等焊接参数施焊时,hj焊丝推荐选用电弧电压23V、焊接电流210~240A(相当于hj-05、hj-06),可能获得较稳定的焊接过程。
3)当然在更大的焊接参数时,即电弧电压超过27V、焊接电流超过280A时,无论是hj焊丝还是hc焊丝,焊接电流变异系数会进一步减小,电流概率密度分布曲线最集中,位置最靠右(图9-4中hc-08和图9-5中hj-07),焊接过程更稳定。
表9-2 汉诺威分析仪测试得到hc自保护药芯焊丝电弧物理特性参数
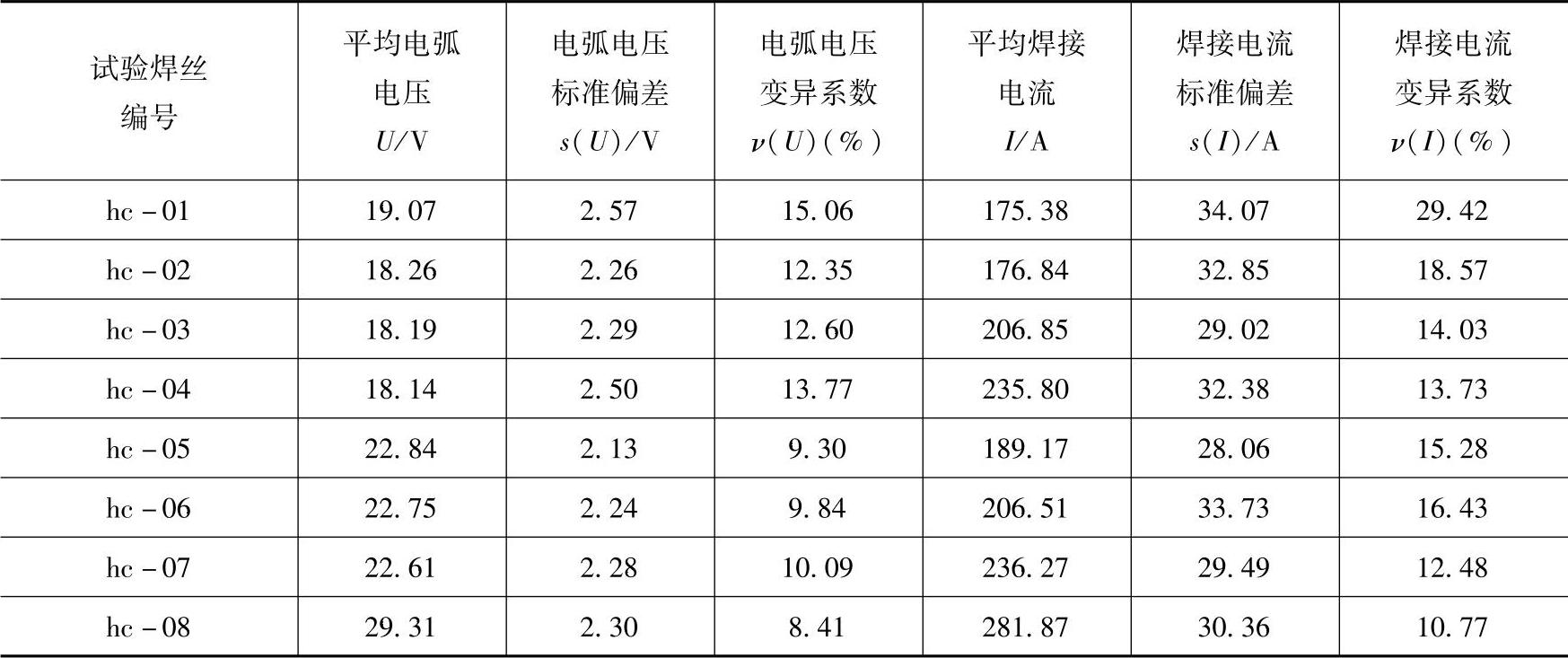
表9-3 汉诺威分析仪测试得到hj自保护药芯焊丝电弧物理特性参数


图9-4 hc自保护药芯焊丝不同焊接参数的电流概率密度分布叠加图
(本图的彩图见附录G中图G-1)
测试结果说明两种焊丝在不同的焊接参数下工艺性的表现是不同的,hc焊丝在低电压中等焊接电流时(18V,200~230A)焊接过程比较稳定,而hj焊丝则在电弧电压22~23V、焊接电流230A以及更大的焊接参数下焊接过程的稳定性更好。这一结论仅仅是就实际多次试验的其中一次试验数据进行分析做出的,只能看作是对试验数据进行分析的一个具体实例。实际焊接过程中随机性很大,多次重复试验的结果才可能得到相对准确的结论。
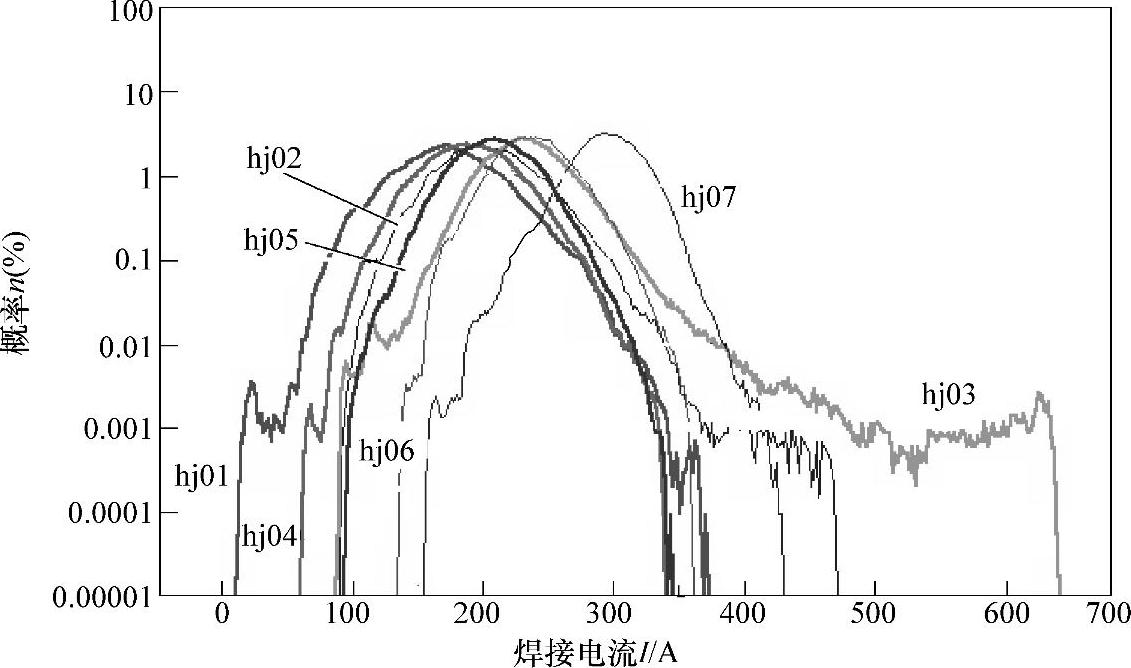
图9-5 hj自保护药芯焊丝不同焊接参数的电流概率密度分布叠加图
有关焊接材料工艺性的信息化技术的文章

近年来随着我国长输油气管线工程建设规模的增大和建设质量的提高,以及油气管线现场的安装工作,对自保护药芯焊丝的市场需求进一步扩大,而且对自保护药芯接头质量的要求也越来越高。尽管对于自保护药芯焊丝焊接冶金问题已经做了不少的研究工作,但无论是在理论上还是在具体应用技术方面,都还有待于进一步深入研究和技术创新。......
2023-06-30

药芯焊丝气保护焊设备与CO2焊设备相同。通过调节电弧挺度来调节熔滴过渡以减少飞溅,并可改善全位置焊接的性能。(二)送丝机药芯焊丝的芯部都为粉剂,所以与实心焊丝相比,药芯焊丝的刚性较差,比较软。2)配备焊丝校直机构。药芯焊丝自保护焊可选用专用焊枪或CO2焊枪,或在CO2焊枪的基础上去掉气罩并在导电嘴外侧加绝缘护套,以满足某些药芯焊丝自保护焊的焊丝的伸出长度问题,同时可以减少飞溅的影响。......
2023-06-23

细直径药芯焊丝可用于全位置焊,粗直径药芯焊丝多用于平焊及平角焊。无渣型即金属粉芯型,主要用于埋弧焊及高速CO2焊。有渣型药芯焊丝按渣的碱度可分为酸性渣和碱性渣两类。目前CO2焊用药芯焊丝使用量最大的为钛型(酸性)渣系。......
2023-06-26

在CO2气体保护焊排斥过渡时,粗大熔滴的活动对电弧的稳定性产生很大的影响,成为影响CO2气体保护焊工艺性的重要因素之一。图5-101 药芯焊丝CO2气体保护焊排斥过渡时电弧行为的高速摄影照片(一)焊丝样品:KFX-71T030429,φ1.2mm;焊接参数:26V/150A;拍摄速度:2000f/s。显然电弧的行为与熔滴的活动相关,图5-102是钛型药芯焊丝CO2气体保护焊排斥过渡时电弧行为的高速摄影照片,特别清楚地描述了已经长大的熔滴的活动及过渡过程对电弧行为的影响。......
2023-06-30

对三种焊丝样品的高速摄影照片的观察证实熔滴短路周期变异系数ν能够反映CO2气体保护焊时药芯焊丝焊接过程的稳定性,可以作为评价药芯焊丝CO2气体保护焊时焊丝工艺性的判据。......
2023-06-30

由于尺度为0.1~1.0μm的粒子对人体影响较大,而药芯焊丝CO2气体保护焊时焊接烟尘颗粒直径均分布在0.1~1.0μm之间,因此几乎全部都能被人体吸收[41,42]。焊接时的烟尘是药芯焊丝CO2气体保护焊时重要的电弧物理现象之一。图5-107 药芯焊丝CO2气体保护焊时析出烟尘的现象样品名称:Hobart03.05.08,φ1.2mm;焊接参数:25.5V/150A,直流反接;拍摄速度:2000f/s。......
2023-06-30

相关推荐