【摘要】:收集国内不同厂商的E4303钛钙型结构钢焊条共八个样品,用汉诺威分析仪进行测试分析比较其工艺性。由汉诺威分析仪提取的八个焊条样品的电弧物理特性参数的测试结果见表9-1。3)THJ422样品的平均短路时间T1=2.49ms,是测试的样品中最小的。THJ422焊条样品的n、n、T1和ν值是测试的八个样品中最低的,可以认为本次试验该焊条的工艺性最好。
收集国内不同厂商的E4303钛钙型结构钢焊条共八个样品,用汉诺威分析仪进行测试分析比较其工艺性。测试使用的焊接电源为ZXG-300硅整流焊机,空载电压65V,直流反接,预置焊接电流110A,试板材质Q235钢,试板尺寸为350mm×120mm×10mm,汉诺威分析仪采样时间8s。
图9-1是八个钛钙型结构钢焊条样品的电弧电压、焊接电流波形图。
图9-2是八个焊条样品的焊接电流概率密度分布叠加图,可以看出不同样品之间的差别很大,THJ422和ALJ422两个样品大电流概率差别最明显。图9-3是八个焊条样品的短路时间频率分布图,由图可直观地看出不同的样品之间的电弧物理特性差异。
由汉诺威分析仪提取的八个焊条样品的电弧物理特性参数的测试结果见表9-1。表中的数据是在采样后分别打开每一个样品的测试窗口,把每个样品的平均电弧电压、焊接电流等各项目逐一提取并抄录下来后编制成的,但是短路电压概率n(Us)、短路电流概率n(Is)这两个电弧物理特性参数则要由分析仪随机采集的电弧电压和焊接电流瞬时值原始数据,通过计算后才能得出。
由表中的测试结果可做以下几点分析。
1)THJ422焊条的短路电压概率n(Us)、短路电流概率n(Is)分别为2.037%和0.290%,在测试的八个焊条样品中数值最低,表明该焊条在焊接时熔滴短路过渡和爆炸过渡的成分最少;而ADJ422焊条的短路电压概率n(Us)较高,短路电流概率n(Is)最高,表明该焊条的熔滴短路过渡和爆炸过渡趋势较大。
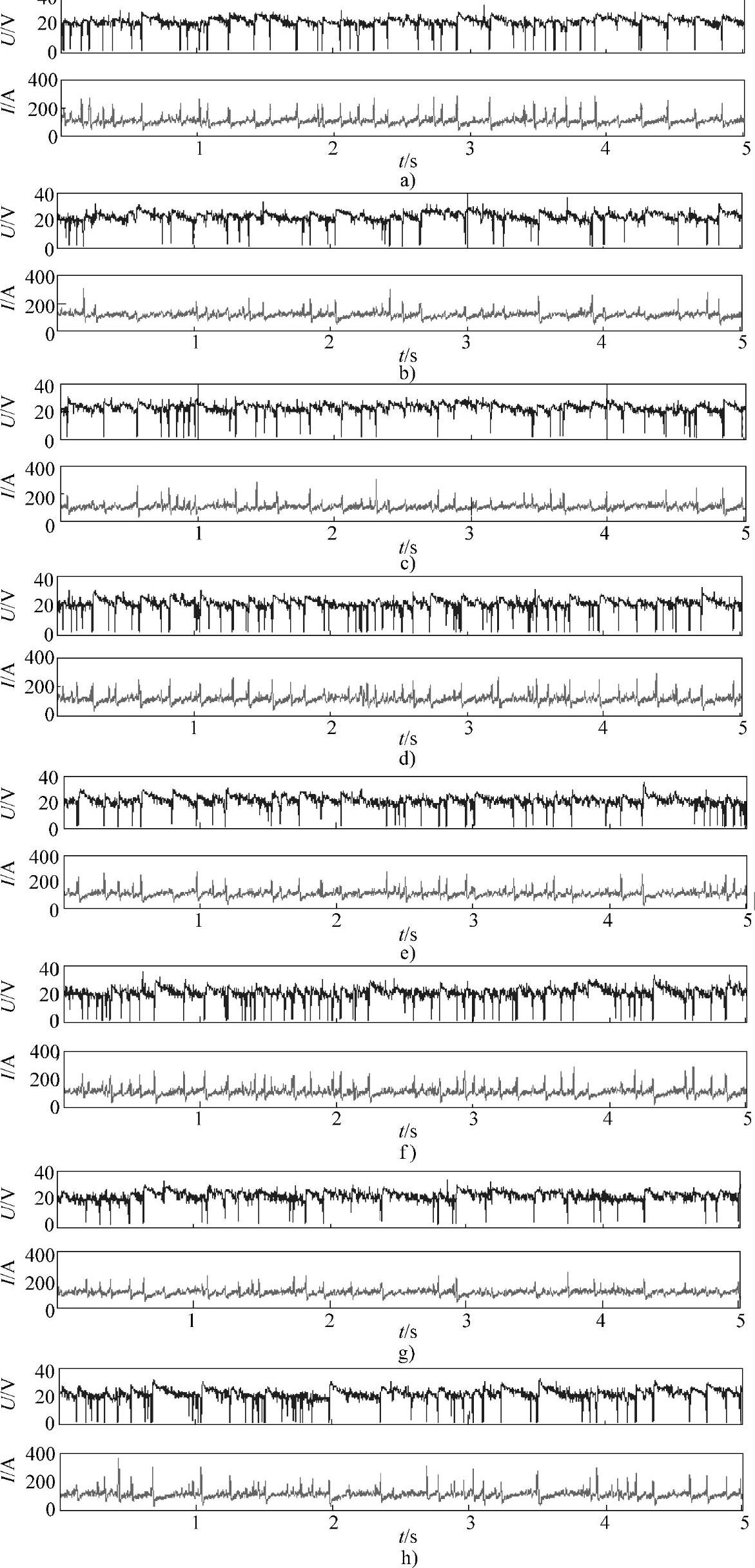
图9-1 八个钛钙型结构钢焊条样品的电弧电压、焊接电流波形图
a)ADJ422 b)AHE422 c)AHE422X d)AHJ422 e)AQJ422 f)AT-12 g)THJ422 h)ALJ422
2)THJ422样品的焊接电流标准偏差s(I)和电流变异系数ν(I)是最小的,电弧电压的标准偏差s(U)和变异系数ν(U)也比较小,表明焊接过程中由于短路造成的焊接电压和焊接电流波动较小,仔细观察图9-1g能够看出这一点。
3)THJ422样品的平均短路时间T1=2.49ms,是测试的样品中最小的。表中测试的平均短路时间是统计T1>1ms的短路时间(不包括T1≤1ms的瞬时短路),由于在正常的短路条件下,短路时间与熔滴的尺寸大小有关,短路时间越短说明熔滴越细小,而对于钛钙型焊条来说,熔滴的细化对于改善焊条工艺性是重要的条件,因此平均短路时间T1是钛钙型焊条工艺性主要判据之一。
本书第3章曾经对钛钙型结构钢焊条电弧物理特性进行了分析,提出了以短路电压概率n(Us)、短路电流概率n(Is)、平均短路时间T1、电弧电压变异系数ν(U)和焊接电流变异系数ν(I)等电弧物理特性参数为判据,对钛钙型碳钢焊条的焊接工艺性进行评价。n(Us)、n(Is)、T1、ν(U)和ν(I)越低,焊接工艺性越好。THJ422焊条样品的n(Us)、n(Is)、T1和ν(I)值是测试的八个样品中最低的,可以认为本次试验该焊条的工艺性最好。
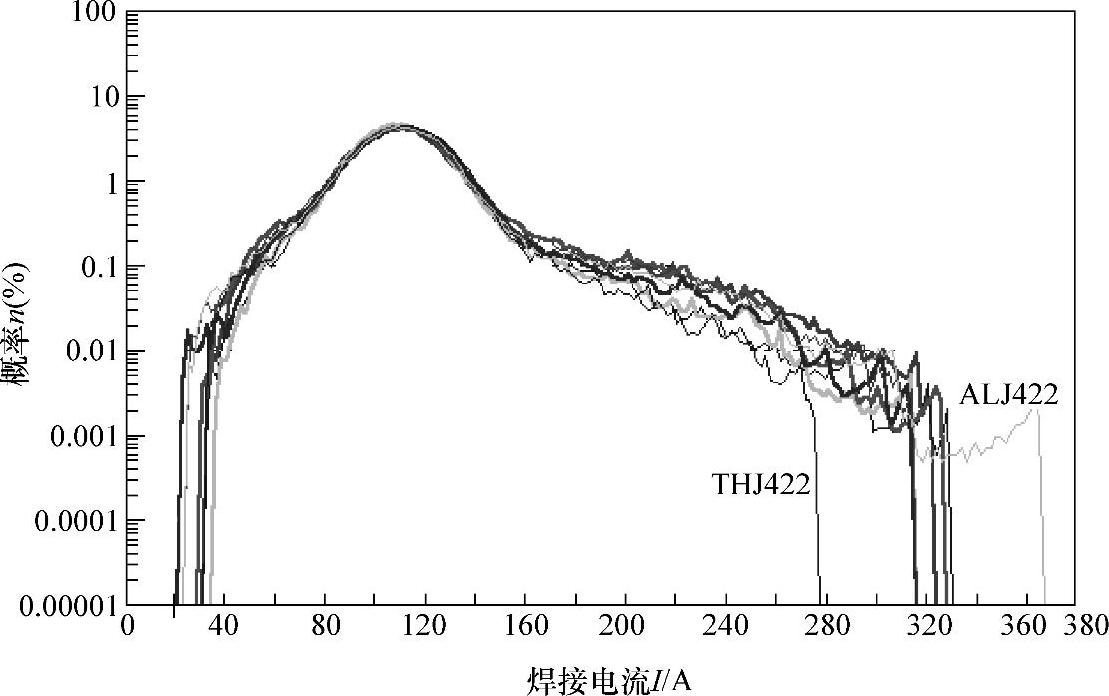
图9-2 八个测试样品的焊接电流概率密度分布叠加图
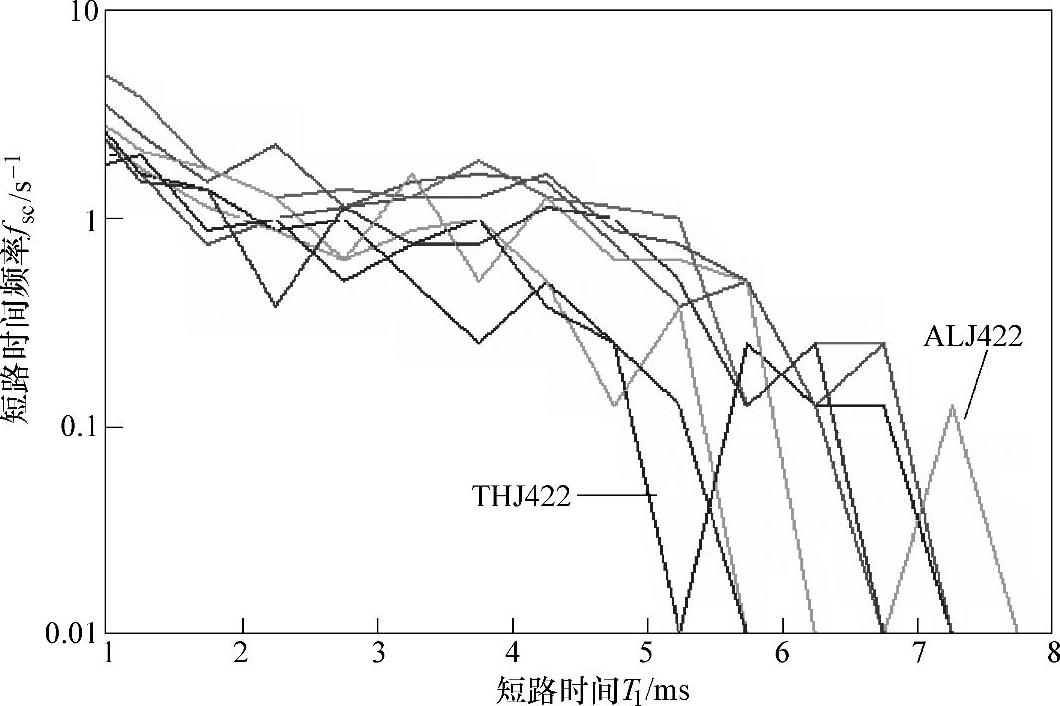
图9-3 八个测试样品的短路频率分布叠加图
注:短路时间组宽设置ΔT1=500μs。
表9-1 E4303焊条八个测试样品焊接电弧物理特性参数测试结果

①平均短路时间指T1>1ms的短路时间的平均值。分析仪设置:短路时间组宽ΔT1=100μs,燃弧时间、加权燃弧时间、短路周期时间组宽ΔT2、ΔT3、ΔTc=100μs,最小短路时间T1min=1000μs,阈值电压Uth=10V。






相关推荐