作者通过对自保护药芯焊丝电弧物理特性试验进行的分析,发现熔滴过渡过程的均匀稳定是减少飞溅、维持焊接过程稳定的主要因素。......
2023-06-30
为了探讨自保护药芯焊丝焊接参数对焊接过程稳定性的影响,可以列举用汉诺威分析仪在不同焊接参数下进行的电弧物理试验来说明。
焊丝样品选用直径φ2.0mm的Hobart自保护药芯焊丝,按试验参数的不同分三组,第一组试验编号分别为ht20-1、ht20-2、ht20-3,预设电压19V,焊接电流180A,第二组试验编号为ht25-180、ht25-2、ht25-3,预设电压23V,焊接电流180A,第三组试验编号分别Hobart-0、Hobart-1,预设电压24V,焊接电流210A。测试条件和上一小节的案例相同。
试验得到的平均电弧电压、平均焊接电流、电弧电压和焊接电流变异系数值见表8-3。表中还列出JINQIA-O自保护药芯焊丝样品电弧物理特性参数。
表8-3 汉诺威分析仪测试的焊接参数和变异系数值
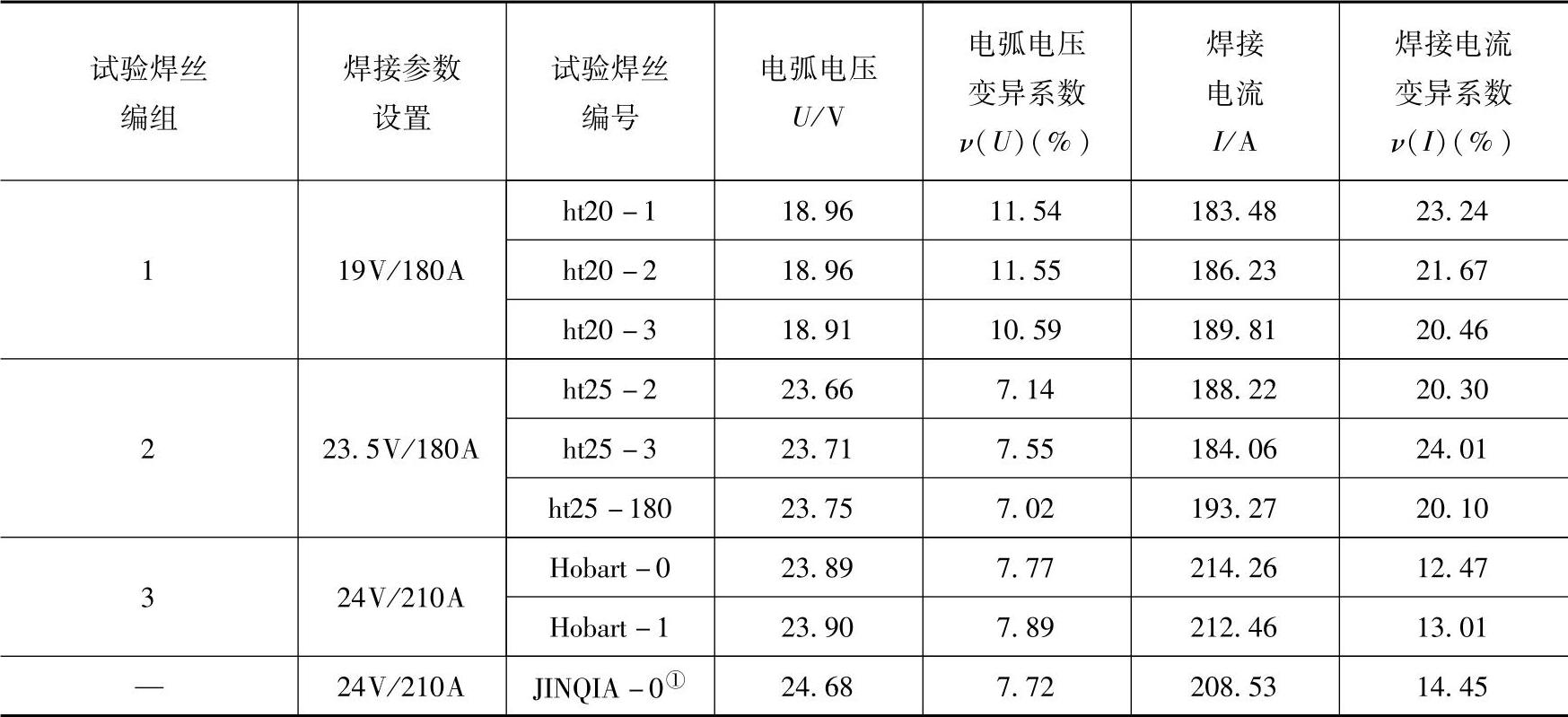
①8.2.2节中自保护药芯焊丝测试样品。
图8-53是用汉诺威分析仪测试得到的编号为ht20-1的试验焊丝的电弧电压、焊接电流波形图,测试时实际平均电弧电压为18.96V,实际平均焊接电流为183.48A,波形图反映了其中0~2.5s时间段内的焊接电流、电弧电压随机变化过程。从波形图上看,虽然整个焊接过程中的大部分是不短路波形,但也出现不少具有明显短路特征的波形,其中多数为瞬时短路。这一情况在图8-54a中也清楚地反映出来,图中曲线左边短路低电压的小驼峰曲线和图右边出现的短路高电压概率密度分布曲线都反映了这一特征。从图8-54b也看出,曲线右面存在着短路大电流概率密度分布,左边出现再引弧时的小电流概率密度分布。图8-55是焊丝编号ht20-1的短路时间频率分布图,清楚地表明在焊接过程中既有短路时间T1≤1ms的瞬时短路,也有T1>1ms的正常短路,短路时间分布主要集中在不大于3ms范围内。
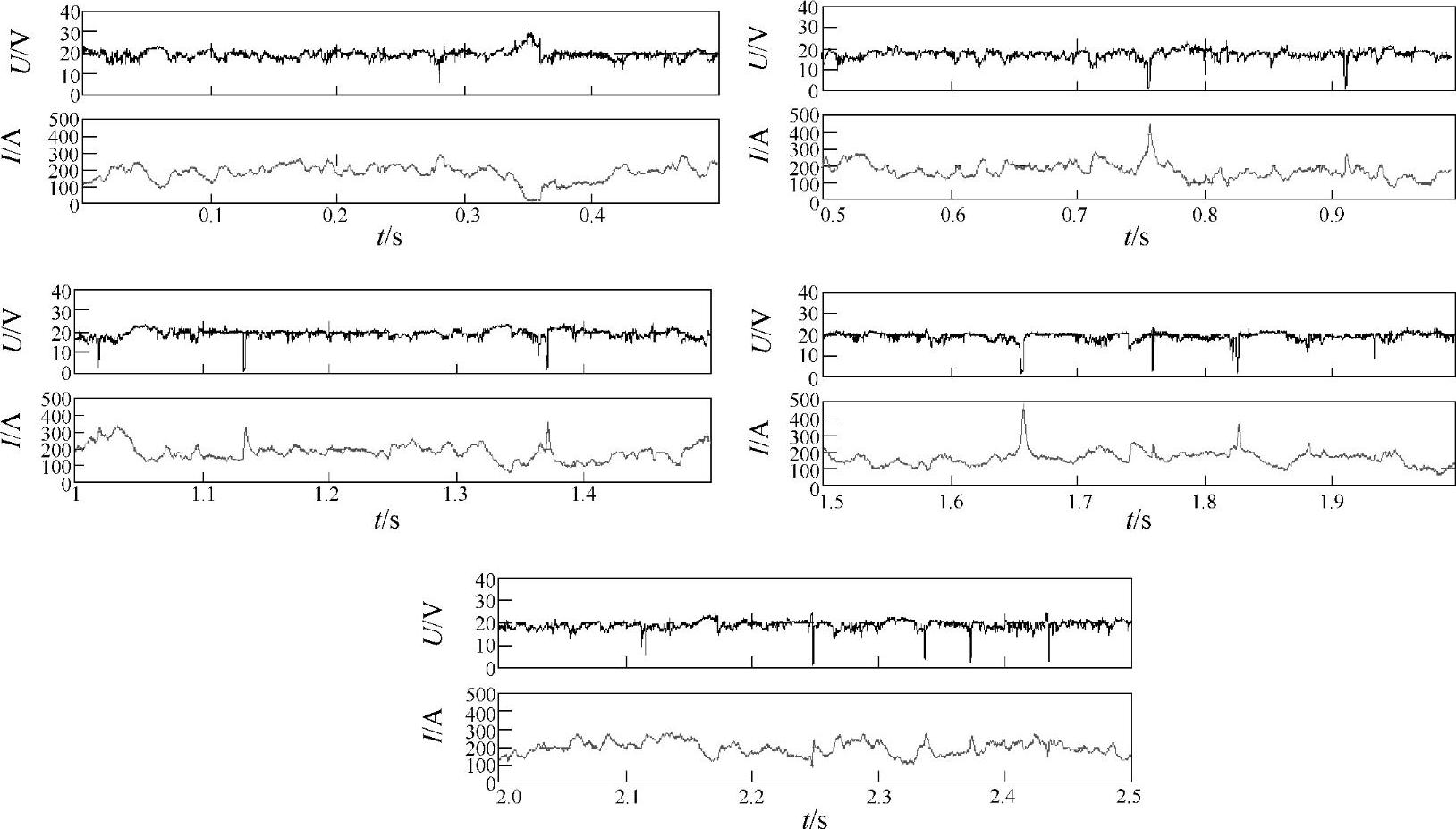
图8-53 自保护药芯焊丝样品ht20-1的电弧电压、焊接电流波形图
焊接参数:18.96V/183.48A;变异系数:ν(U)=11.54%,ν(I)=23.24%。
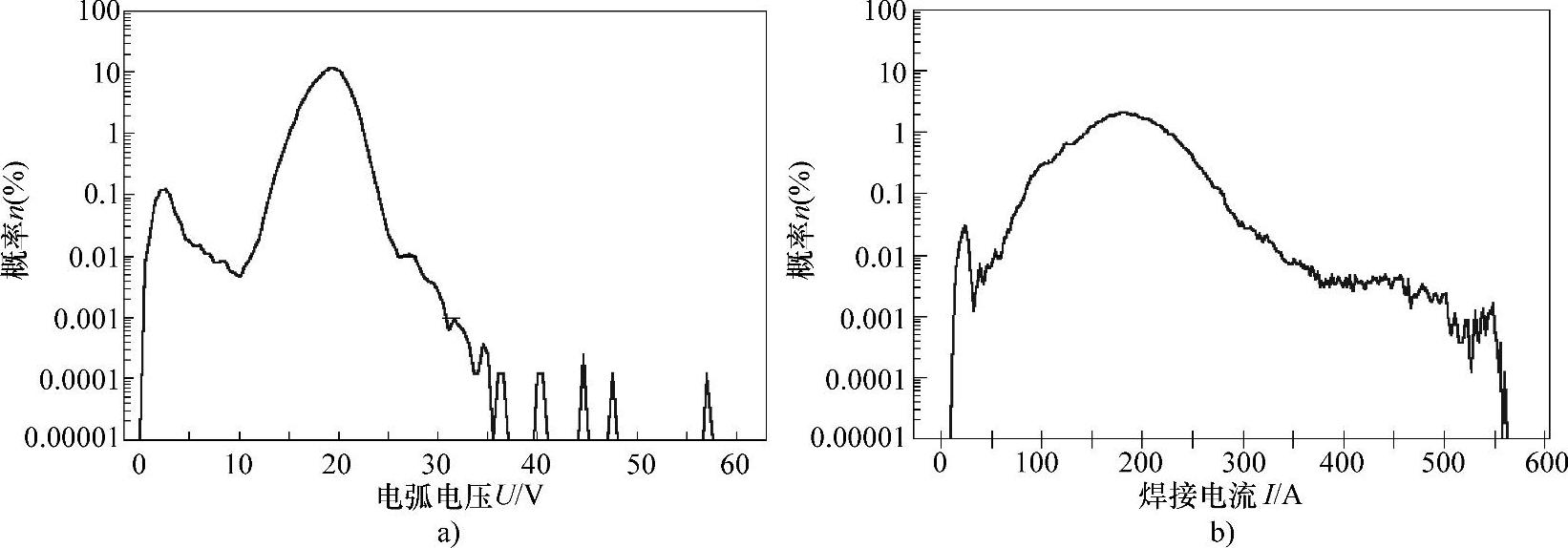
图8-54 自保护药芯焊丝样品ht20-1的电弧电压、焊接电流概率密度分布图
a)电弧电压概率密度分布图 b)焊接电流概率密度分布图
焊接参数:18.96V/183.48A;变异系数:ν(U)=11.54%,ν(I)=23.24%。
图8-56和图8-57分别展示第一组试验编号为ht20-2、ht20-3的焊丝的电弧电压、焊接电流波形图(只截取0.5s),波形图中清楚地表明焊接时发生的某些瞬时短路的情况,与图8-53ht20-1的波形图相似。
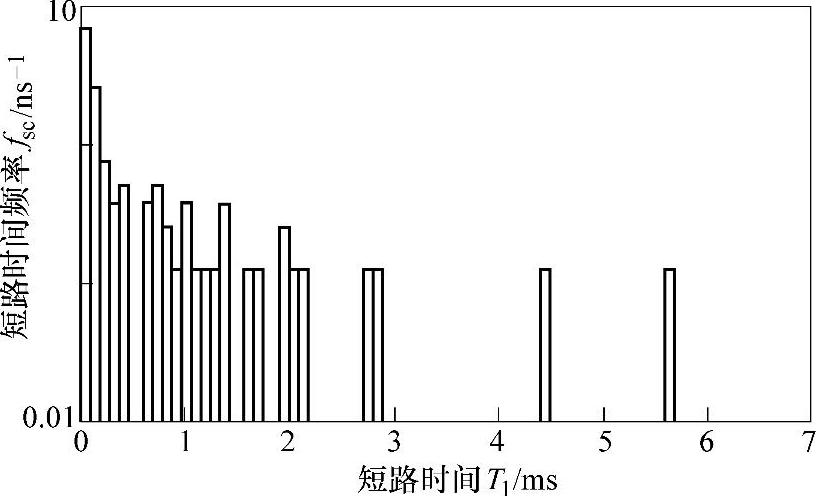
图8-55 自保护药芯焊丝样品ht20-1的短路时间频率分布图
焊接参数:18.96V/183.48A;变异系数:ν(U)=11.54%,ν(I)=23.24%;
分析仪设置:ΔT1=100μs,短路周期组宽ΔTc=500μs,最小短路时间T1min=2500μs,阈值电压Uth=10V,短路时间组宽100μs。
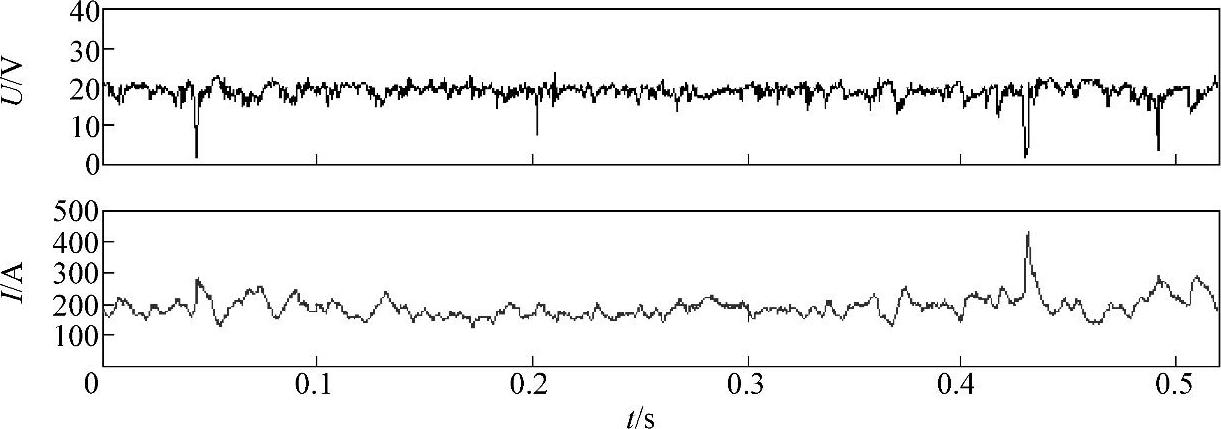
图8-56 自保护药芯焊丝样品ht20-2的电弧电压、焊接电流波形图
焊接参数:18.96V/186.23A;变异系数:ν(U)=11.55%,ν(I)=21.67%。
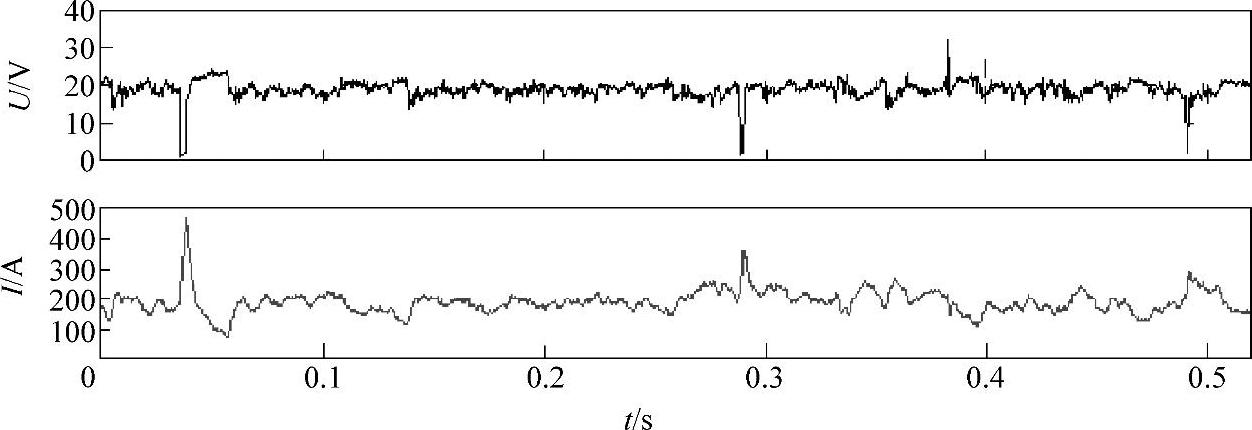
图8-57 自保护药芯焊丝样品ht20-3的电弧电压、焊接电流波形图
焊接参数:18.91V/189.81A;变异系数:ν(U)=10.59%,ν(I)=20.46%。
以上阐述的第一组ht20-1、ht20-2和ht20-3的三次试验结果表明:在焊接参数U≈19V、I=183~190A时,焊接过程不够稳定,电弧电压变异系数ν(U)≈11%,焊接电流变异系数ν(I)=20.46%~23.24%,显然这一数据偏大。
图8-58是第二组自保护药芯焊丝样品ht25-3的电弧电压、焊接电流波形图。由于第二组测试时实际的电弧电压为23.66~23.75V,比第一组试验样品的电弧电压(U=18.91~18.96V)提高了很多,因此没有出现短路和瞬时短路波形;撷取的2~4.5s的波形图看出仍存在较大的起伏,电弧电压变异系数降低到7.55%,在2~2.1s、2.6~2.75s、2.85~2.95s的时间段内波形出现明显的波动,尤其电流的波形起伏更明显;第二组测试的三个样品的焊接电流变异系数仍然比较高,为20%~24%,这说明在较高电压和较小电流(190A)焊接参数下,焊接过程同样没有达到稳定的状态。
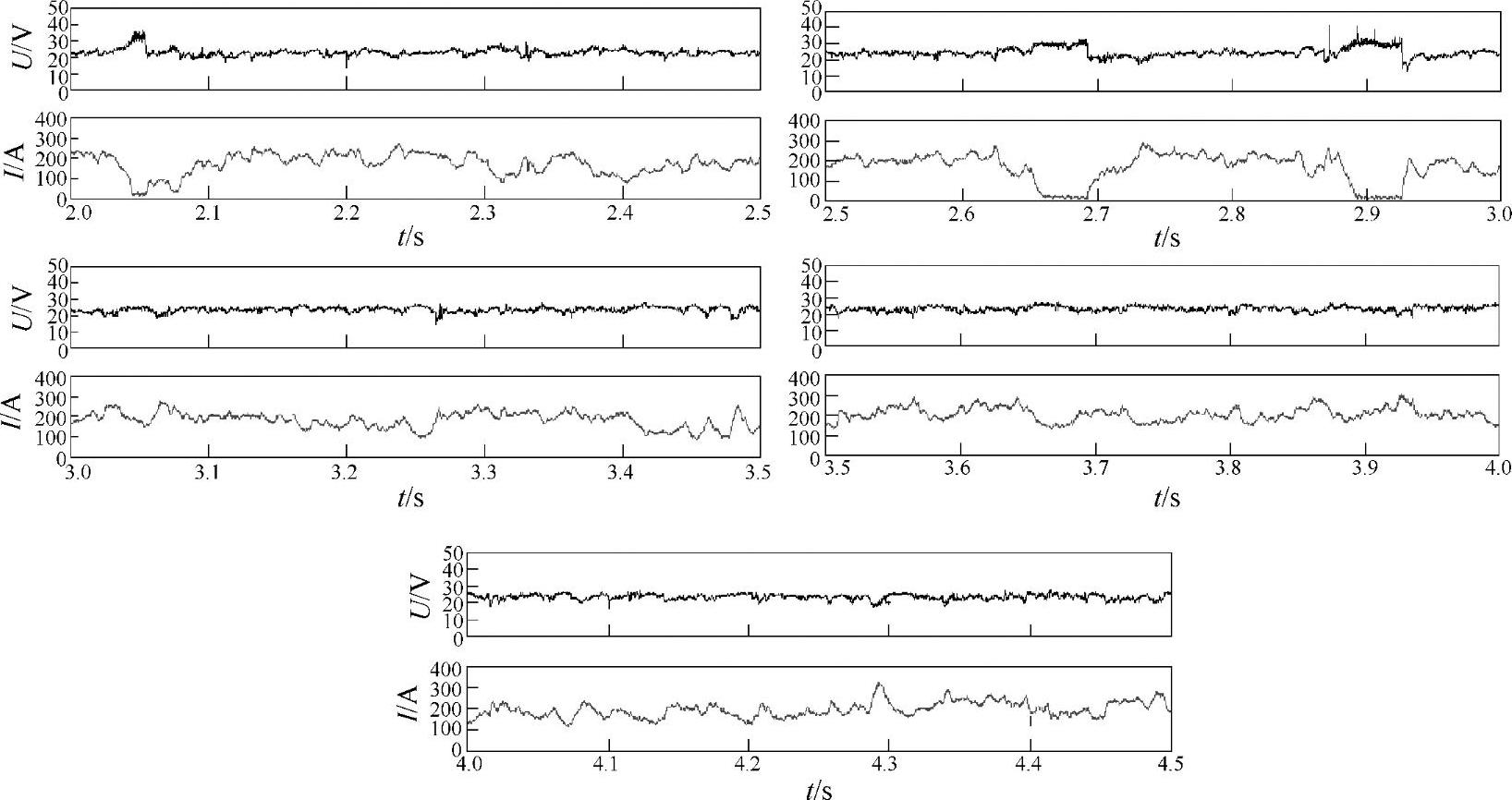
图8-58 自保护药芯焊丝样品ht25-3的电弧电压、焊接电流波形图
焊接参数:23.71V/184.06A;变异系数:ν(U)=7.55%,ν(I)=24.01%。
进行的第三组试验进一步增大了焊接电流,Hobart-0样品的实际电弧电压为23.89V,实际焊接电流为214.26A,焊接过程的稳定性明显改善,电弧电压和焊接电流波形图(图8-59)没出现短路,波形起伏也明显减小,在图8-60a中小驼峰曲线基本消失,在图8-60b中大电流概率很小,曲线十分集中,电弧电压、焊接电流变异系数分别为ν(U)=7.77%和ν(I)=12.47%,数值都比较低,表明焊接过程进入了相对稳定的状态。
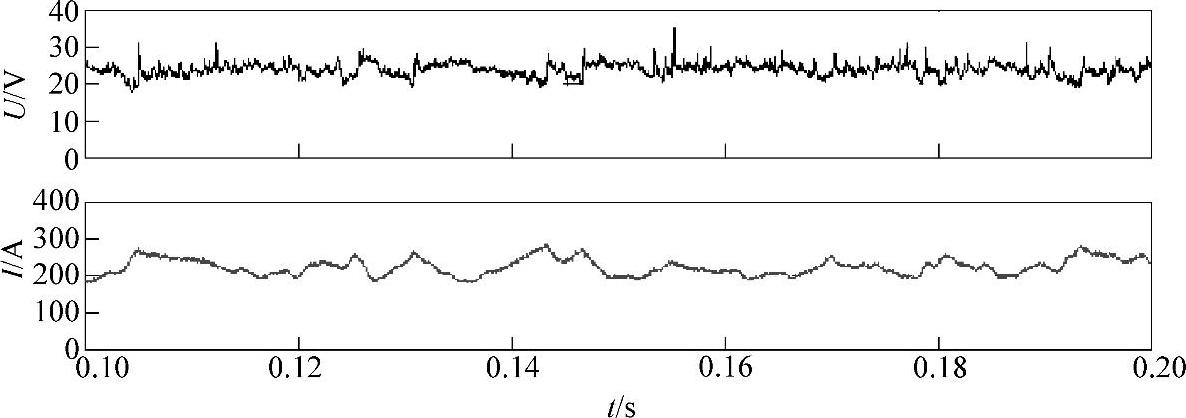
图8-59 Hobart自保护药芯焊丝的电弧电压、焊接电流波形图
焊接参数:U=23.89V,I=214.26A;变异系数:ν(U)=7.77%,ν(I)=12.47%。
从以上同一种焊丝不同参数下进行的试验看出,当实际电流为183.48~193.27A时,无论电弧电压是较低的18.91~18.96V,还是较高的23.66~23.75V,都没有获得稳定的焊接过程,而Hobart-0焊丝进行焊接参数分别为U=23.89V、I=214.26A的试验,得到理想的试验结果,焊接时熔滴不短路过渡,电弧电压和焊接电流波动较小,焊接过程稳定。
为了清楚地进行对比,将三组不同焊接参数的ht20-1、ht25-3、Hobart-0焊丝样品测试的电弧电压、焊接电流概率密度分布图进行叠加,如图8-61、图8-62所示。图中还将JINQIAO-0焊丝试验结果一并列出。由图看出:焊接过程稳定性比较好的是Ho-bart-0焊丝和JINQIAO-0焊丝,其电弧电压概率密度图中低电压概率和高电压概率很小,曲线比较收敛,焊接电流概率密度分布曲线十分集中;ht20-1和ht25-3曲线存在比较明显的小电流分布和短路大电流概率密度分布,曲线相当分散。由此看来,电流概率密度分布曲线能最直观地反映自保护药芯焊丝的工艺性,曲线越集中表明其焊接过程稳定性越好。因此不同的自保护药芯焊丝在一定的焊接参数下,可以用焊接电流概率密度分布叠加图直观地比较焊接过程的稳定性,曲线越集中,焊接过程稳定性越好;同样对于同一种焊丝,可同时将不同焊接参数试验结果进行叠加,用电流概率密度分布曲线直观地比较,以便选择合理的焊接参数。

图8-60 Hobart自保护药芯焊丝的电弧电压、焊接电流概率密度分布图
a)电弧电压概率密度分布图 b)焊接电流概率密度分布图
焊接参数:U=23.89V,I=214.26A;变异系数:ν(U)=7.77%,ν(I)=12.47%。
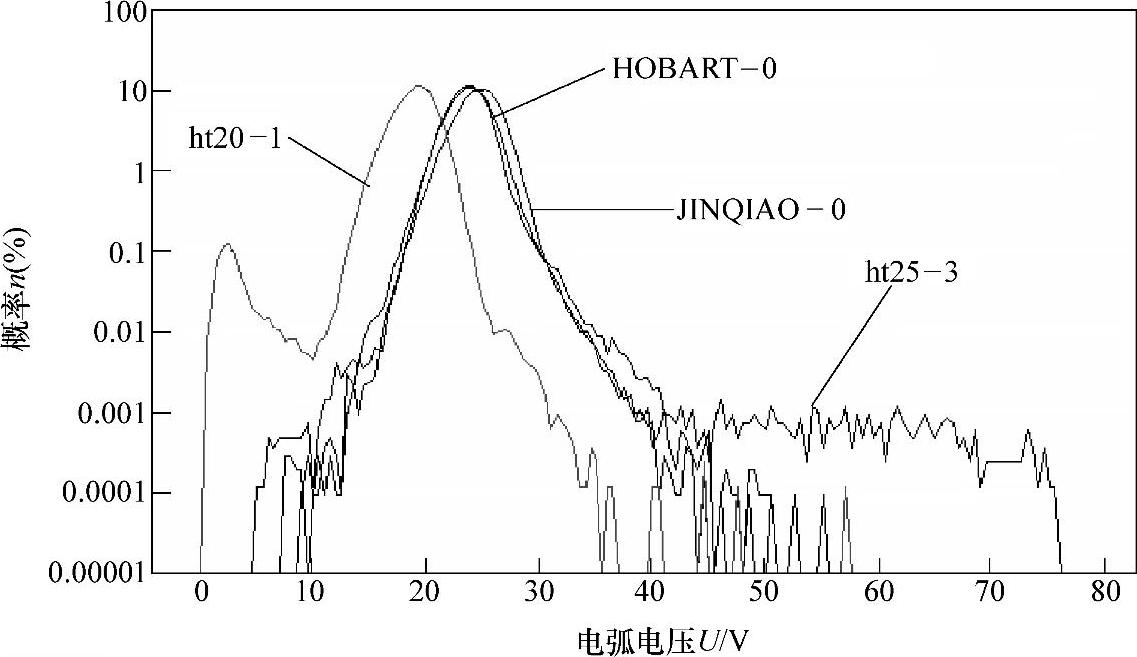
图8-61 自保护药芯焊丝电弧电压概率密度分布叠加图
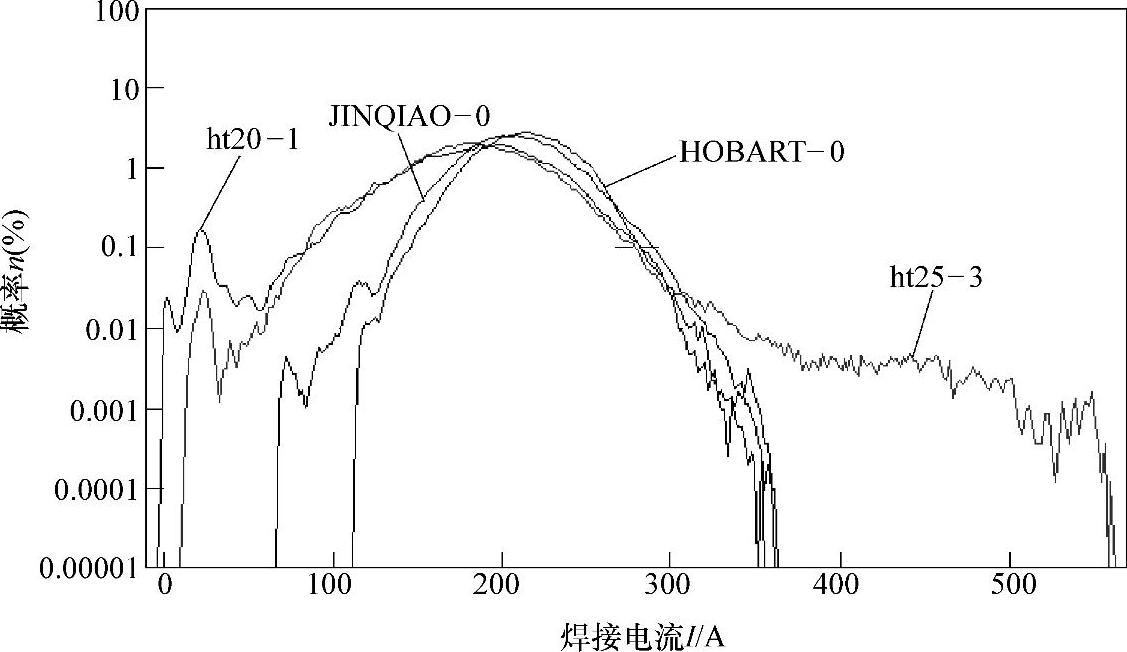
图8-62 自保护药芯焊丝焊接电流概率密度分布叠加图
(本图的彩色图见附录G中图G-2)
以上所进行的各项测试工作均是在直流反接条件下进行的,当采用直流正接时,自保护药芯焊丝焊接过程的稳定性比反接时好一些,在实际使用自保护药芯焊丝时大都采用直流正接。下面给出同一种焊丝采用不同极性焊接时的试验结果,对比分析极性对自保护药芯焊丝焊接过程稳定性的影响。试验样品为国产的自保护药芯焊丝,试验焊丝样品名称和编号为Hpz-02(-)和Hpz-13(+)分别表示反接和正接。
图8-63~图8-65分别为自保护药芯焊丝样品正接、反接测试的电弧电压和焊接电流波形图、电弧电压和焊接电流概率密度分布叠加图,其正接和反接时电弧物理特性参数的测试结果见表8-4。
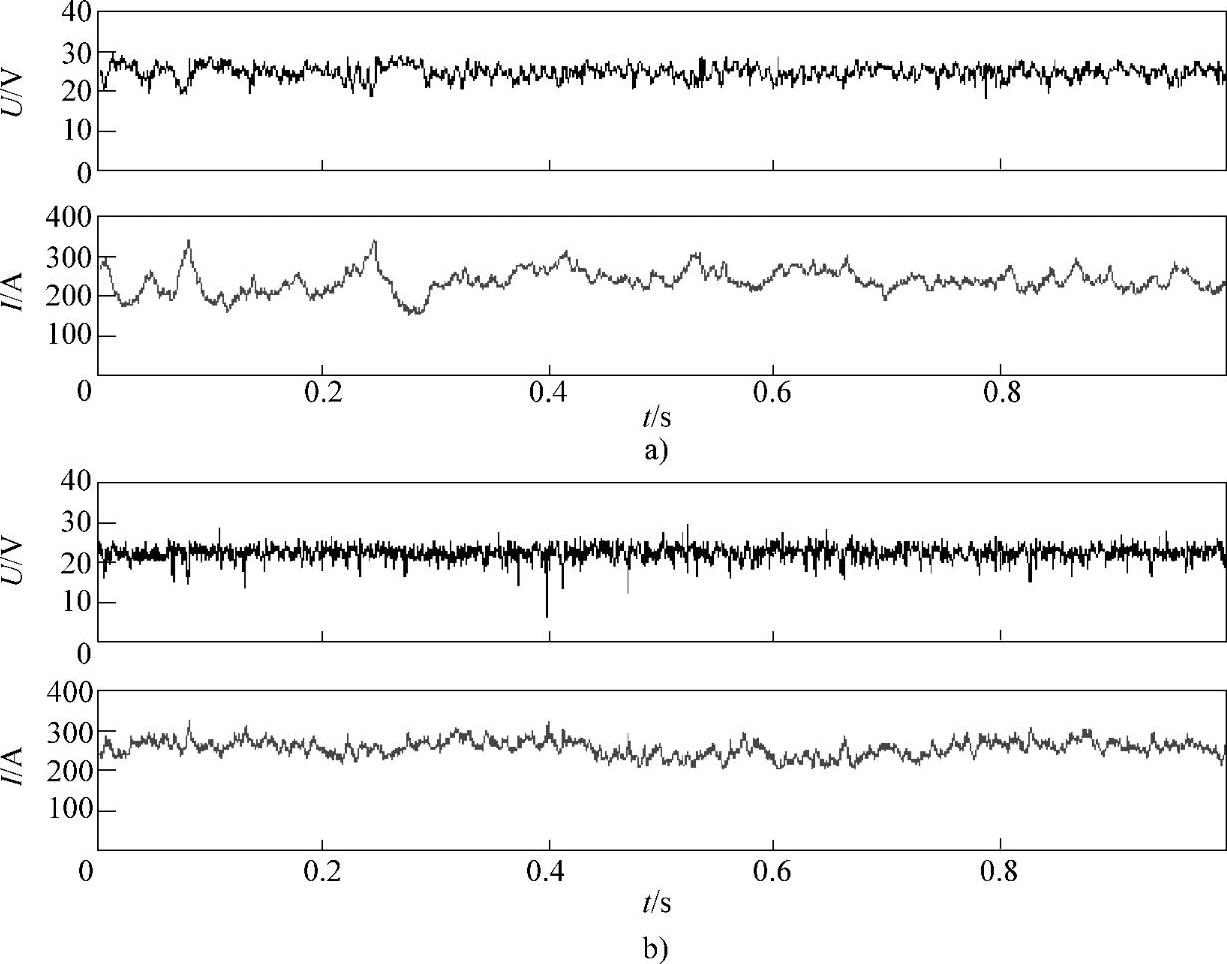
图8-63 自保护药芯焊丝不同极性焊接时电弧电压、焊接电流波形图
a)Hpz-02(-) b)Hpz-13(+)
由图8-63a、b的直观对比看出,正接时焊接电流的波动比反接时小。由图8-65看出,反接时电流曲线分布很分散,明显地呈现小电流概率密度分布,大电流出现的概率也比正接时大,正接时焊接电流的总体分布比反接时集中。
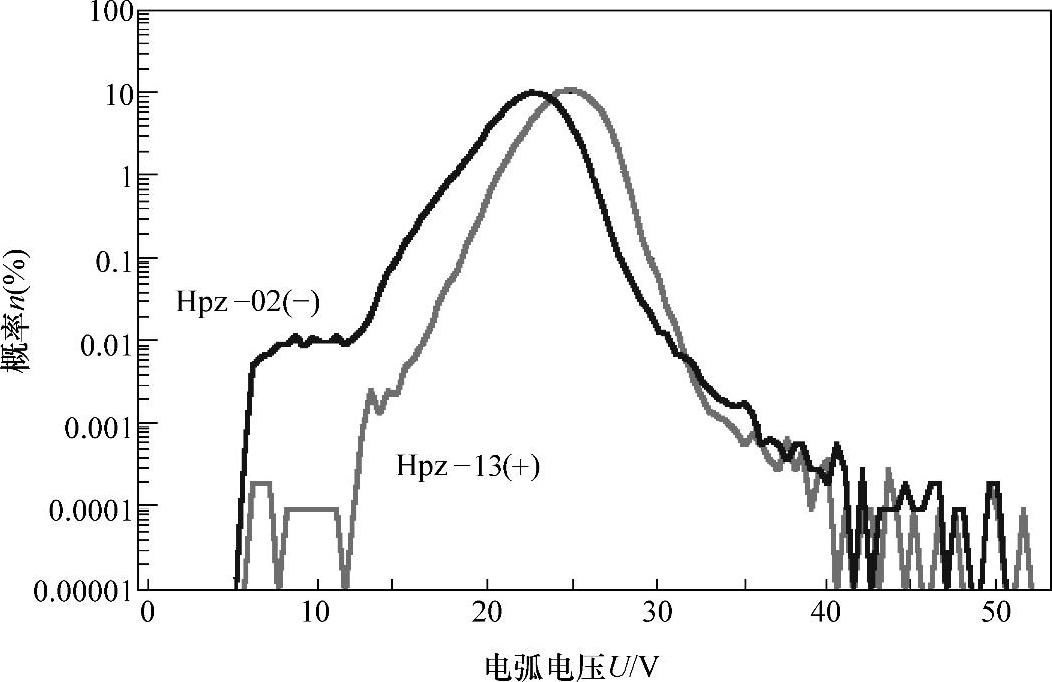
图8-64 自保护药芯焊丝不同极性焊接时电弧电压概率密度分布叠加图
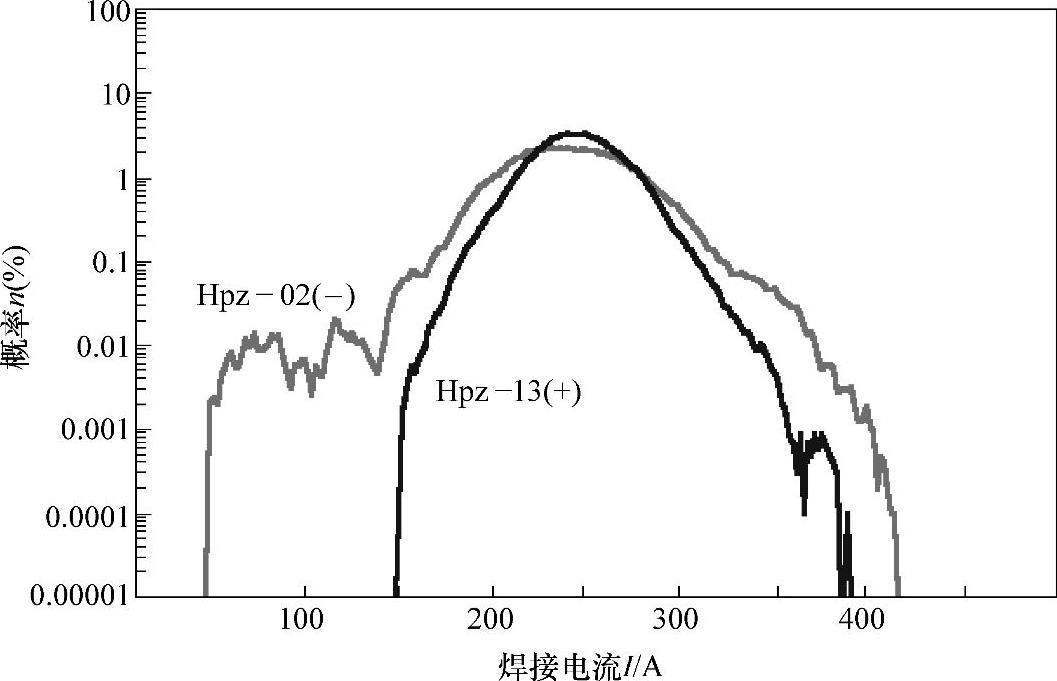
图8-65 自保护药芯焊丝不同极性焊接时焊接电流概率密度分布叠加图
由表8-4的测试结果看出,正接时焊接电流的标准偏差比反接时小约10V,焊接电流的变异系数为9.58%,比反接时小得多,表明试验的自保护药芯焊丝正接时的焊接过程比反接时更稳定。
表8-4 Hpz焊丝正接和反接时电弧物理特性参数的测试结果

有关焊接材料工艺性的信息化技术的文章

对三种焊丝样品的高速摄影照片的观察证实熔滴短路周期变异系数ν能够反映CO2气体保护焊时药芯焊丝焊接过程的稳定性,可以作为评价药芯焊丝CO2气体保护焊时焊丝工艺性的判据。......
2023-06-30

2.大焊接参数时焊丝工艺性的评价案例选择试验编号为DW100、KH-71T、HS502的三种药芯焊丝样品,在设置电压21.5V、送丝速度210dm/min条件下进行CO2气体保护焊工艺性测试,采用ZB-500型CO2气体保护焊机,利用携带焊枪的自动行走小车进行CO2气体保护焊自动焊接,气体流量20L/min,试板材料为Q235钢,尺寸为400mm×130mm×12mm,试验重复多次,列出其中三次的数据,测试采样时间10s。......
2023-06-30
近年来随着我国长输油气管线工程建设规模的增大和建设质量的提高,以及油气管线现场的安装工作,对自保护药芯焊丝的市场需求进一步扩大,而且对自保护药芯接头质量的要求也越来越高。尽管对于自保护药芯焊丝焊接冶金问题已经做了不少的研究工作,但无论是在理论上还是在具体应用技术方面,都还有待于进一步深入研究和技术创新。......
2023-06-30

观察大量药芯焊丝CO2气体保护焊的高速摄影影片资料时经常看到,在距熔滴的根部4.5~6mm的焊丝周围有由焊丝析出的浓浓烟尘。焊丝烟尘异常析出现象的发现给药芯焊丝生产制造商以重要的启示,特别对于普遍采用截面“O”形结构的药芯焊丝,力图减小焊丝的残余应力,避免焊丝焊接过程中出现开缝。......
2023-06-30
在实际生产中,使用直径为φ1.2mm的药芯焊丝进行CO2气体保护焊时经常采用300A以上的大参数,不仅生产效率高,而且焊接工艺性好。......
2023-06-30
如果药芯焊丝CO2气体保护焊时选择的焊接参数不合理,会引起飞溅的增大,导致焊接过程不能稳定进行。然后焊丝发生的爆断,造成焊接过程的不稳定和产生明显的飞溅,其飞溅物并不是熔滴,也不是熔渣的颗粒,而是尚未完全熔化的半熔化状的焊丝。图5-99 药芯焊丝CO2气体保护焊焊接过程不稳定时的飞溅现象样品名称:10SDW10004.03.20,φ1.2mm;预置焊接参数:20V/278A;拍摄速度:2000f/s。......
2023-06-30
相关推荐