近年来随着我国长输油气管线工程建设规模的增大和建设质量的提高,以及油气管线现场的安装工作,对自保护药芯焊丝的市场需求进一步扩大,而且对自保护药芯接头质量的要求也越来越高。尽管对于自保护药芯焊丝焊接冶金问题已经做了不少的研究工作,但无论是在理论上还是在具体应用技术方面,都还有待于进一步深入研究和技术创新。......
2023-06-30
1.自保护药芯焊丝熔滴行为特征
由于自保护药芯焊丝渣中含有大量的CaF2、CaO、Al2O3、MgO等成分,因此熔渣碱度高,熔渣的表面张力明显增大,焊接时焊丝的熔化和金属熔滴过渡等电弧物理现象与其他焊丝不同。
图8-35是一组反映自保护药芯焊丝熔滴行为的高速摄影照片。从第19~252帧照片(共233帧照片,计为190ms)中撷取的40帧照片看到,在这一时间段内焊丝端往往停留着半球状的熔体,大小接近于焊丝直径的两倍,反复观察焊丝熔化情况的高速摄像影片时发现,在长达190ms的时间内,经历了多次的熔滴过渡过程(第108、109、150、165、171、213、234、237帧照片),但熔体的大小看上去却没有多少变化,在焊接过程中,处在焊丝端部的熔体一直存在着,且总是保持大小相近的半球状,几乎不受熔滴过渡过程的影响,看不到熔体整体脱离焊丝向熔池过渡的画面,金属和熔渣的过渡与焊丝的熔化似乎达到平衡而维持着熔体的体积大体上不变。显然这一现象与一般实心焊丝、钛型药芯焊丝焊接时焊丝的熔化和金属熔滴过渡不同,因为金属熔滴总是应该遵循“形成—长大—过渡”的规律,从熔滴的形成开始由小变大,然后脱离焊丝向熔池过渡,之后在焊丝端头熔滴重新形成,重复同样的过程,过程中熔滴的体积总是在改变,而自保护药芯焊丝熔化与过渡的情况则与此不同。
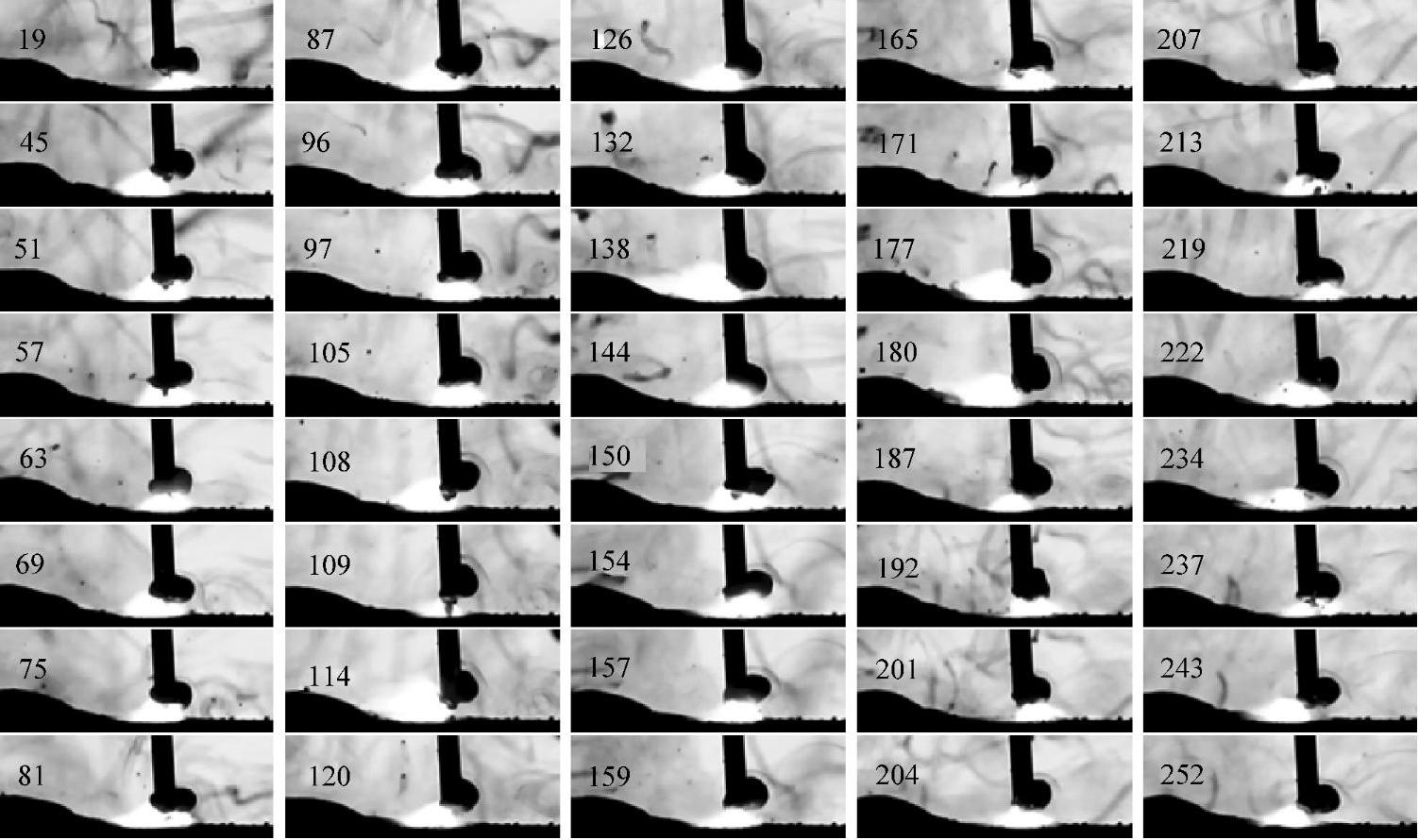
图8-35 自保护药芯焊丝焊接时熔滴行为的高速摄影照片
焊丝样品:HOBART自保护药芯焊丝,φ2.0mm;焊接参数:26V/17dm/min,直流正接;拍摄速度:1200f/s。
图8-36是另两组高速摄像照片,可以看到大的近似半球形的熔体与熔池发生随机性的接触(图8-36a第8、9帧照片),但在接触的瞬间,电弧并不熄灭。在图8-36b选取的另一组连续的五张照片中,看出第3、8和12帧照片熔体与熔池已经接触形成桥接,但在此时电弧仍然维持着,这一现象在参考文献[18]中称作“弧桥并存”。
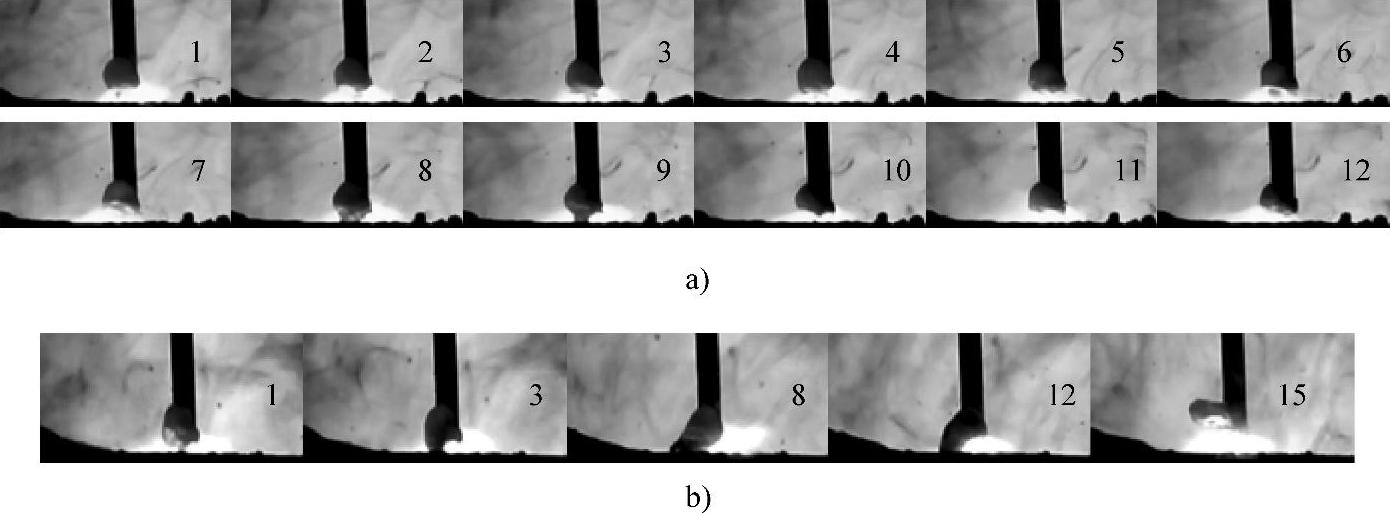
图8-36 自保护药芯焊丝焊接时发生桥接现象的高速摄影照片
焊丝样品:JQ自保护药芯焊丝,φ2.0mm;焊接参数:28V/25dm/min,直流正接;拍摄速度:1200f/s。
自保护药芯焊丝焊接时熔体与熔池发生桥接的实例很多。自保护药芯焊丝形成的弧桥并存的渣桥形态与低氢型焊条形成的渣桥有所不同,低氢型焊条出现弧桥并存时,渣桥与熔池的表面是铺展开的,而自保护焊丝产生的渣桥的大多数情况是熔渣与熔池的接触面较小,熔渣在熔池的表面上不铺展,熔体力图保持着半球形状,即使熔渣脱离焊丝端部也不立即在熔池表面铺展,这说明自保护药芯焊丝由药芯造渣物形成的熔渣具有更大的表面张力,使其在焊丝端部形成的熔体保持着较大的体积,并且保持着近似半球形。
分析图8-37的高速摄像照片,对弧桥并存现象的形成过程可以做这样的解读:当熔体与熔池相接触时(第2帧照片),熔体(包括熔渣和熔化金属)在进行过渡,在这一过程中熔体自身在表面张力作用下收缩,而熔体下端与熔池的连接处并没有断开;熔体继续进行过渡,随着熔体的收缩,熔池与熔体之间逐渐拉开了距离,于是形成明显的液桥连接(第5帧照片),桥接的过程是动态的,熔体通过短路桥进行着过渡,熔体的过渡使熔体的体积不断缩小,短路桥随之变细,直到过渡过程完结,短路桥断开,此时焊丝端部留下来的熔体减少了,但随着焊接过程进行,很快得到熔化药芯和金属的补充,半球的熔体迅速重新建立起来(第10帧照片)。文献[19]将这一过渡现象称为“弧桥并存”的过渡。

图8-37 自保护药芯焊丝焊接时发生弧桥并存现象的高速摄影照片
焊丝样品:JQ自保护药芯焊丝,φ2.0mm;焊接参数:28V/25dm/min,直流反接;拍摄速度:1200f/s。
上述分析说明:自保护药芯焊丝焊接时,保持在焊丝端部的体积大小相近的、半球状的熔体不是金属熔滴,而是熔渣滴,金属熔滴实际上被包裹在熔渣体内。因此可以想象被包裹在熔渣滴内部的金属熔滴由于界面张力的减小而细化,较细的金属熔滴被包裹在渣滴内,以不短路的形式向熔池过渡,毫无疑问熔渣的过渡也会是在与熔池接触时进行,从本质上可以说是熔滴的附渣过渡。
金属熔滴过渡时不与熔池短路的事实可以用汉诺威分析仪测试的结果加以证实。
自保护药芯焊丝焊接时熔滴到底是如何过渡的,为了便于对熔滴过渡形态进行观察,设置较大电压和不太大的送丝速度,此时电弧被拉长,可能看到在半球形熔体下端露出向熔池过渡中的熔滴(也包括熔渣)的影像,由图8-38a第3~6帧照片、图8-38b第2~6帧照片清楚地看到,细小的熔滴从渣球的底部喷洒出来;在图8-39中看到,熔滴呈块状和细滴状过渡(第3~14帧照片);在图8-40的几幅照片中将更清楚地看到呈各种不同形状的熔体,图8-40a中的熔体呈小圆球状,图8-40b中的熔体呈线状,图8-40c中的熔体呈细小条状,图8-40d中的熔体呈块状,图8-40e中的熔体呈片状,图8-40f中的熔体为桥接状,从熔渣球底部分离出来进行过渡。熔滴不仅十分细小,且形态十分不规则,很明显具有喷射过渡的特征,尤其是如图8-41第3、4帧照片所示的熔体具有的喷射过渡特征更为明显,在熔滴过渡过程中渣球一直保持着,熔滴的过渡对渣半球的形状几乎没有影响。
自保护药芯焊丝焊接时,在渣球底部裸露出的熔滴过渡情况可以被清楚地看到,但是在熔体内被包裹的熔滴行为却不能被直接观察到,在半球状熔体内由于冶金因素导致的熔滴活动情况尽管还不能被具体描述,但是可以肯定的是,自保护药芯焊丝焊接时渣滴内进行的冶金反应析出的气体对熔滴过渡形成一定的推动力,它导致熔滴的喷射过渡,并在一定程度上引起飞溅。自保护药芯焊丝所形成的喷射状过渡的气体动力与焊条电弧焊喷射过渡时是相同的,但两者也有明显的不同点:自保护药芯焊丝所形成的喷射状过渡的气体动力产生于半球状的熔体内,而焊条电弧焊时强大的气流在套筒内产生;另外自保护药芯焊丝所形成的气体动力强度不像焊条电弧焊时那样强。
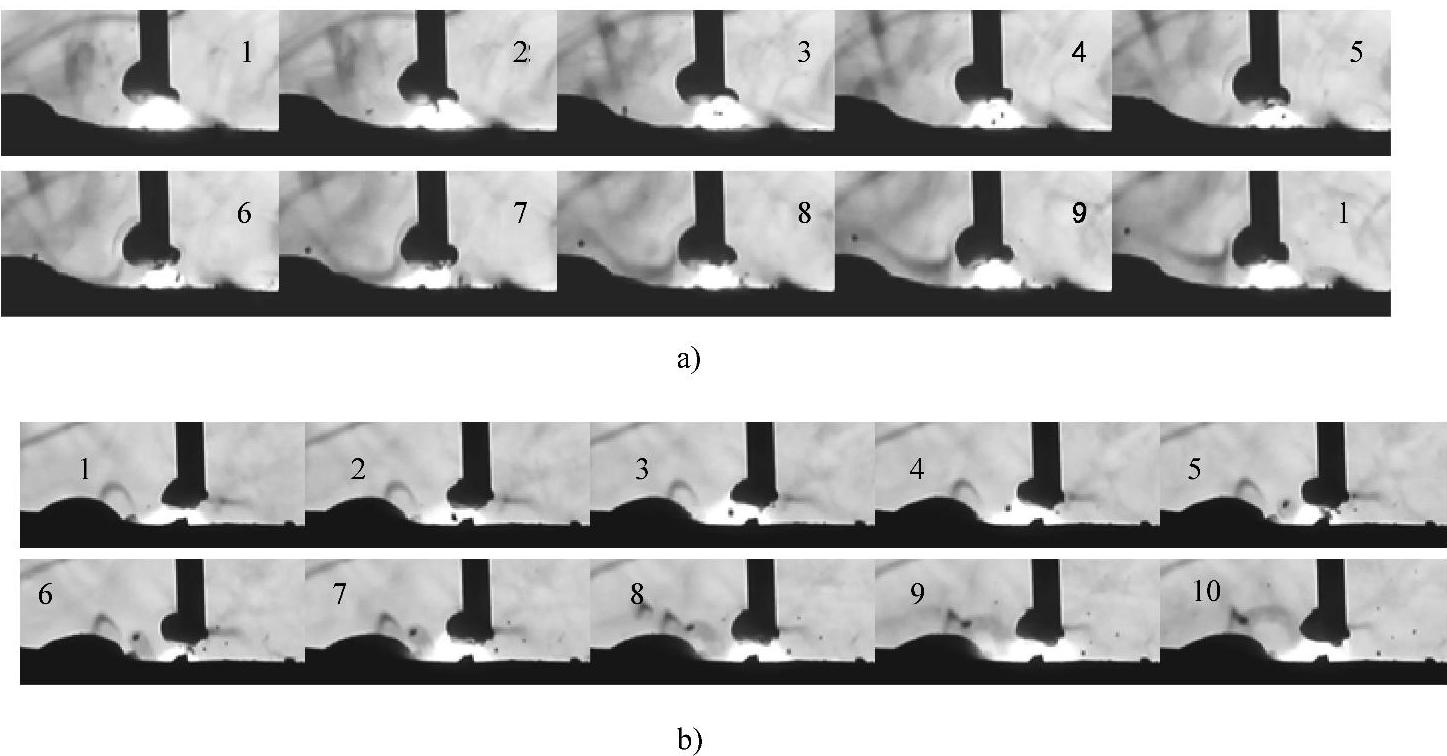
图8-38 自保护药芯焊丝焊接时熔滴过渡现象的高速摄影照片(一)
焊丝样品:HOBART自保护药芯焊丝,φ2.0mm;焊接参数:26V/15dm/min,直流正接;拍摄速度:1200f/s。
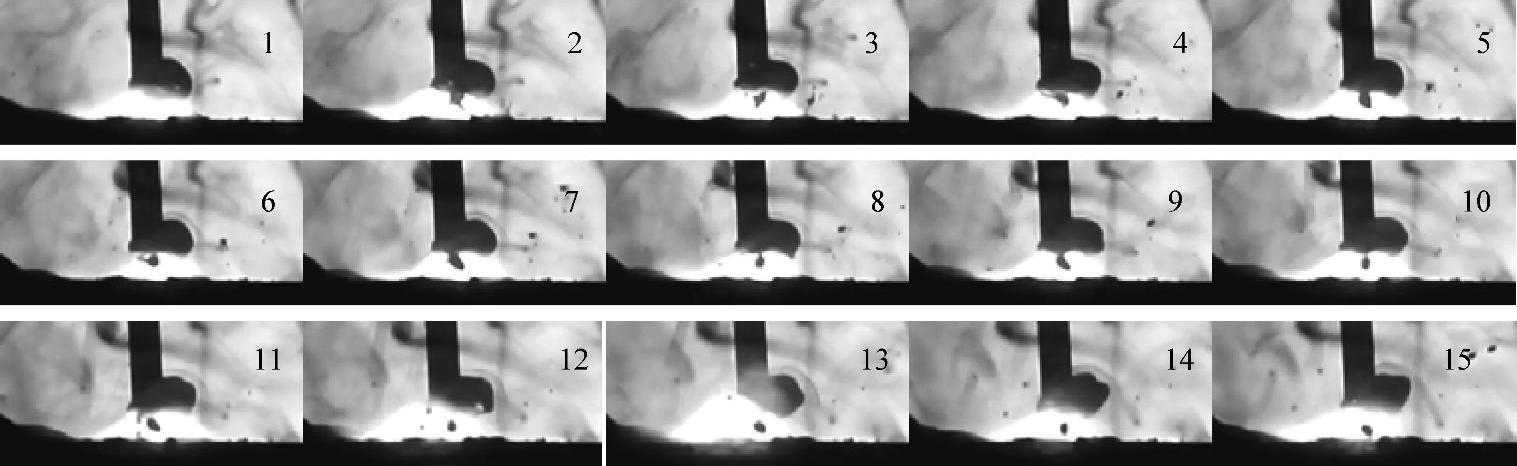
图8-39 自保护药芯焊丝焊接时熔滴过渡现象的高速摄影照片(二)
焊丝样品:JQ自保护药芯焊丝,φ2.0mm;焊接参数:28V/20dm/min,直流反接;拍摄速度:1200f/s。

图8-40 自保护药芯焊丝焊接时选取的熔滴过渡现象的单帧照片
a)熔体小圆球状 b)熔体呈线状 c)熔体呈条状 d)熔体呈块状 e)熔体呈片状

图8-40 自保护药芯焊丝焊接时选取的熔滴过渡现象的单帧照片(续)
f)渣的桥接过渡

图8-41 自保护药芯焊丝焊接时表现强烈喷射过渡行为的照片
焊丝样品:HOBART,φ2.0mm;焊接参数:26V/150dm/min,直流反接;拍摄速度:1200f/s。
这里要强调的是,自保护药芯焊丝在长弧焊时观察到的喷射状过渡现象,并不是自保护药芯焊丝主要的熔滴过渡形态,在正常弧长操作时,更多表现为熔体桥接行为,这时熔滴在熔体内进行着不短路的“附渣过渡”。
2.自保护药芯焊丝焊接时的飞溅现象
对自保护药芯焊丝飞溅现象的研究文献较少,近来已有人对飞溅产生的机理、影响因素、飞溅和熔滴过渡的关系进行了研究。参考文献[20]认为,自保护药芯焊丝在焊接过程中的飞溅主要有三种形式:电弧力引起的大颗粒飞溅、气泡放出型飞溅和气体爆炸引起的飞溅,并指出氟化物和碳酸盐含量对飞溅的影响较大。参考文献[21]认为,自保护药芯焊丝在焊接过程中有大颗粒飞溅、小颗粒飞溅和熔池的飞溅等。下面作者通过对自保护药芯焊丝电弧现象的观察,给出自保护药芯焊丝飞溅现象的典型照片,分析自保护药芯焊丝焊接时飞溅现象的特点。
(1)短路电爆炸飞溅现象 在正常的焊接参数下,自保护药芯焊丝焊接时是不发生短路的,但在焊接电压设置较低时也会出现熔滴的短路过渡,可能发生电爆炸飞溅。图8-42和图8-43是自保护药芯焊丝发生电爆炸飞溅的高速摄影照片。由图8-42看到,在第1、2帧照片熔滴与熔池发生短路,接着第3帧照片发生了爆炸,过程进行得十分短暂,在发生爆炸的瞬间,电弧又立即重新引燃了。图8-43第2帧照片可以看作是发生了短路,第3~6帧照片是电爆炸飞溅的画面。应该指出自保护药芯焊丝焊接时熔滴大多是以不短路的形式进行过渡的,短路的概率较小,因此出现电爆炸飞溅的概率应该是较小的。作者在观察自保护药芯焊丝焊接过程的高速摄影的影片时发现,这样的电爆炸飞溅画面确实不多。
图8-44所示为反映弧桥并存时发生渣桥爆炸引起飞溅的例子,展示的照片是在原连续39帧照片中选取的有代表性的20帧。从照片看到,在渣桥较长时间存在的同时,电弧一直在燃烧;还注意到,从第5~30帧照片熔体本身的体积在逐渐减小,说明熔渣通过短路桥进行过渡;仔细观察第32~36帧的画面,发现渣桥(而不是金属桥)奇迹般地发生了爆炸,从而使其破断。图8-45同样是反映在弧桥并存条件下渣桥发生电爆炸的照片,看到在第3~5帧照片处发生爆炸。在弧桥并存的条件下发生渣桥电爆炸飞溅现象十分罕见,无论是焊条或者是其他类型的焊丝都没发现过,这里渣桥为什么会发生电爆炸而破断呢?这可能是由于自保护药芯焊丝的熔渣在高温下具有良好的导电性,以致在电弧燃烧的同时分流了相当大的短路电流,从而导致渣桥的破断。

图8-42 自保护药芯焊丝焊接时发生电爆炸飞溅现象的高速摄影照片(一)
焊丝样品:HOBART自保护药芯焊丝,φ2.0mm;焊接参数:20V/190A,直流正接;拍摄速度:2000f/s。

图8-43 自保护药芯焊丝焊接时发生电爆炸飞溅现象的高速摄影照片(二)
焊丝样品:JQ自保护药芯焊丝,φ2.0mm;焊接参数:28V/20dm/min,直流反接;拍摄速度:1200f/s。

图8-44 自保护药芯焊丝焊接时发生渣桥电爆炸现象的高速摄影照片(一)
焊丝样品:JQ自保护药芯焊丝,φ2.0mm;焊接参数:28V/20dm/min,直流反接;拍摄速度:1200f/s。

图8-45 自保护药芯焊丝焊接时发生渣桥电爆炸现象的高速摄影照片(二)
焊丝样品:JQ自保护药芯焊丝,φ2.0mm;焊接参数:28V/20dm/min;拍摄速度:1200f/s。
(2)气体逸出飞溅 图8-46是自保护药芯焊丝焊接时悬挂在焊丝端部的熔体发生气体逸出飞溅的高速摄影照片。由图8-46a第6帧照片看到一个小的飞溅物由焊丝端部的熔体分离出去,形成飞溅;在图8-46b看到第5~9帧照片也有一个小的颗粒从焊丝端部的熔体表面分离出去,而造成飞溅。
图8-47所示为十分典型的气体逸出造成飞溅的案例。图8-47a中第3~6帧照片显示了气体的强烈逸出过程;图8-47b气体的强烈逸出过程显示在第3~5帧照片,在发生气体逸出时引起半球熔体的变形,但过程完结之后,熔体很快又恢复原来的半球状。

图8-46 自保护药芯焊丝由焊丝端部熔体分离出小颗粒飞溅物的高速摄影照片(一)
焊丝样品:JQ自保护药芯焊丝,φ2.0mm;焊接参数:28V/25dm/min,直流反接;拍摄速度:1200f/s。
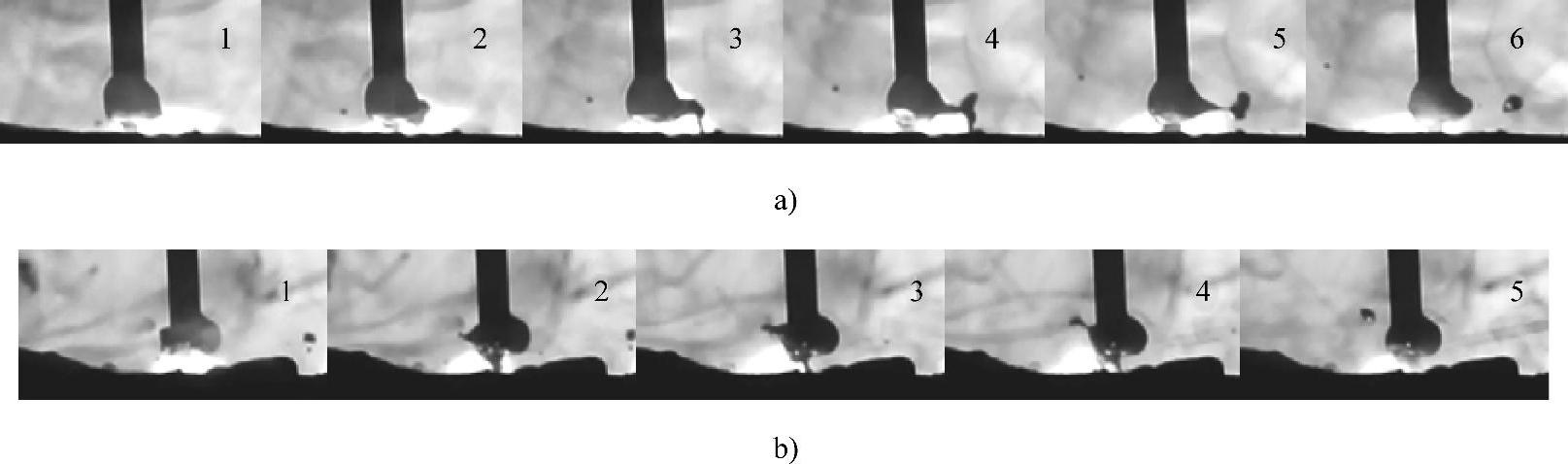
图8-47 自保护药芯焊丝由焊丝端部熔体分离出小颗粒飞溅物的高速摄影照片(二)
焊丝样品:JQ自保护药芯焊丝,φ2.0mm;焊接参数:28V/25dm/min,直流反接;拍摄速度:1200f/s。
(3)熔体自身爆炸引起的飞溅 图8-48是悬挂在焊丝端部的熔体自身发生爆炸引起飞溅的高速摄影照片。在图8-48a中看到熔体的左侧发生了爆炸,形成了飞溅,而半球熔体的右侧还保持着半球的形状;在图8-48b看到熔体发生爆炸,使整个熔体发生强烈的变形;在图8-48c看到爆炸使得相当一部分熔体破碎成小的飞溅物飞离,由于爆炸力不够强,使得熔体没有完全破碎,只有少部分熔体在破碎后飞溅出去,大部分剩余的熔体发生强烈变形,由于半球状的熔体具有很大的表面张力,因此在发生爆炸飞溅后熔体又立即恢复了原来的半球的形状(第9~12帧照片)。
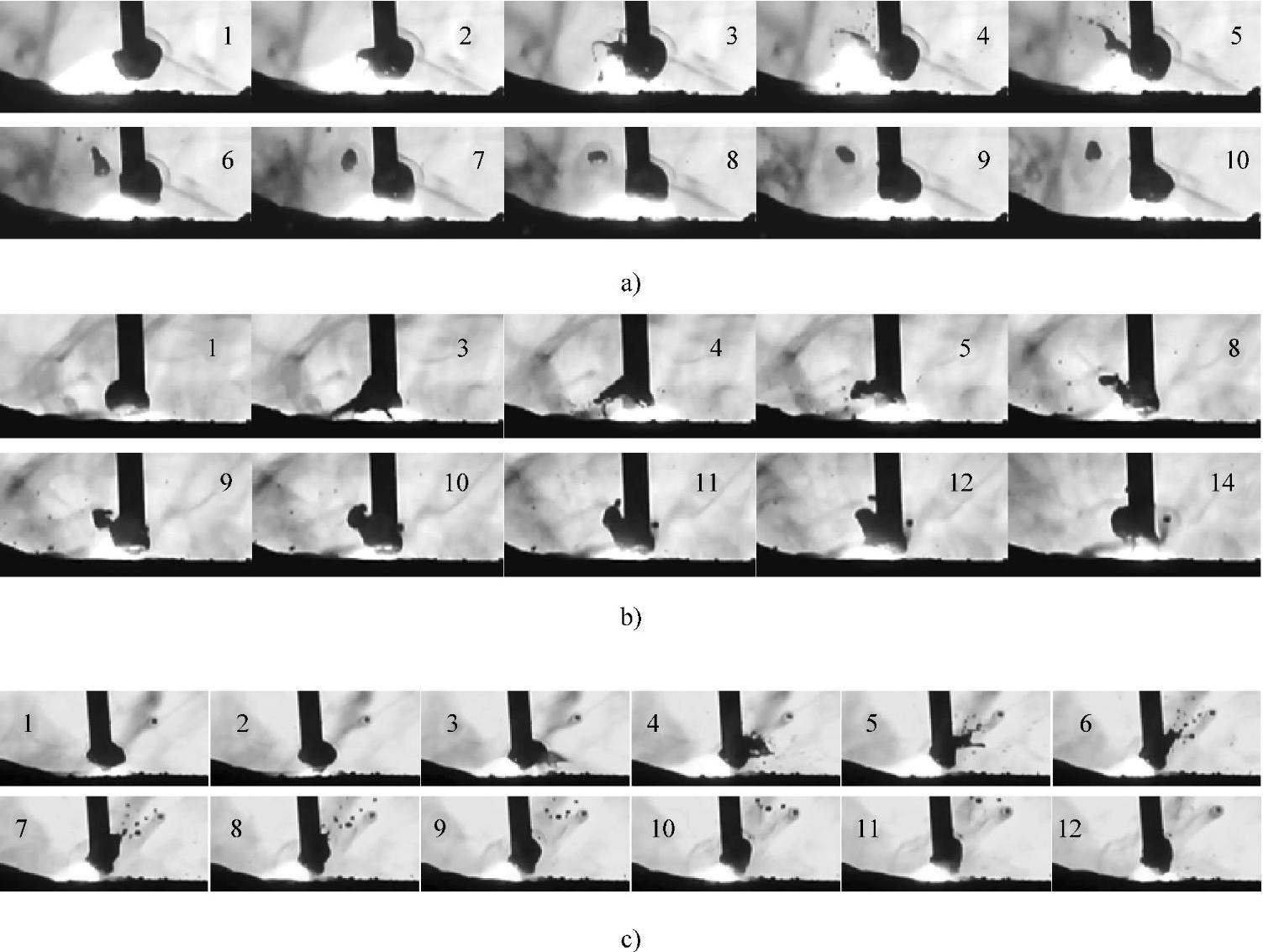
图8-48 自保护药芯焊丝焊接时熔体自身发生爆炸引起飞溅的高速摄影照片
a)JQ自保护药芯焊丝;焊接参数:28V/20dm/min b)JQ自保护药芯焊丝;焊接参数:28V/20dm/min c)HOBART自保护药芯焊丝;焊接参数:26V/17dm/min
拍摄速度:1200f/s;焊丝直径:φ2.0mm;电源极性:直流反接。
当发生更强烈的爆炸时,半球状熔体将被完全破碎,图8-49所示为发生在熔体内部猛烈的爆炸引起最强烈飞溅的情景,强大的爆炸力使十分稳固的半球状熔体被整体完全破碎了。由图看出,爆炸在瞬间发生(第3帧照片),其过程十分短暂,第4~12帧照片表现的只是爆炸后飞溅物形态的变化和飞散情况。熔滴的自身爆炸强度十分大,半球状的熔体被完全破碎了。
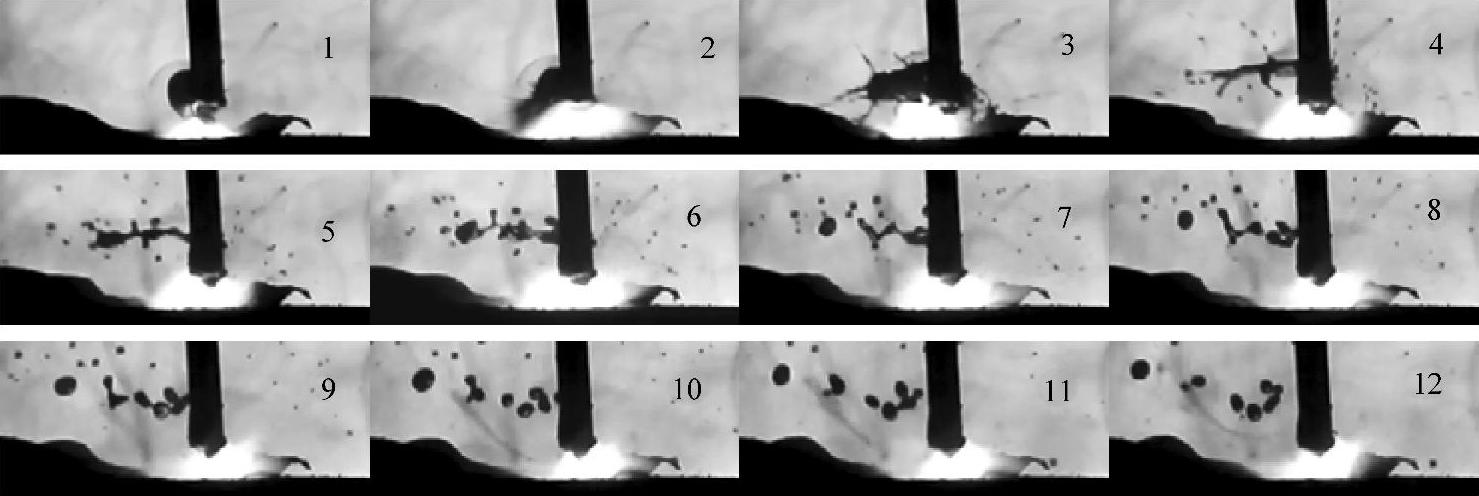
图8-49 自保护药芯焊丝熔体猛烈爆炸引起飞溅的高速摄影照片
焊丝样品:HOBART自保护药芯焊丝,φ2.0mm;焊接参数:26V/17dm/min,直流正接;拍摄速度:1200f/s。
自保护药芯焊丝焊接时发生的这种爆炸飞溅,在形式上与钛型药芯焊丝CO2气体保护焊时发生的爆炸飞溅没有什么不同。作者通过对某试验的样品焊丝的高速摄影资料(在直流反接的条件下,焊接参数为23V/210A,拍摄速度为2000f/s)进行统计时,得到的数据是在0.88s时间内,发生飞溅46次,则飞溅频率fsp=51.8s-1,这是在作者的所有自保护药芯焊丝的影片资料中,统计的飞溅频率最高的。对另外的几个样品,在焊接参数20V/200A时,统计的飞溅频率分别是fsp=31.67s-1和11.83s-1。飞溅的主要形式是由悬挂在熔丝端部的熔体分离出去的飞溅物形成的,还有相当部分是熔池中气体逸出造成的飞溅。
3.自保护药芯焊丝电弧物理特性的数字化信息
下面用汉诺威分析仪对自保护药芯焊丝进行电弧物理特性的测试分析,获取自保护药芯焊丝电弧物理特性的数据化信息。试验焊丝样品名称为JINQIAO-0,焊丝直径为φ2.0mm,测试条件为:设置电弧电压24V,焊接电流210A,焊丝伸出长度20mm,焊接速度约28cm/min;采用ZB-500型CO2气体保护焊机,直流反接;利用携带焊枪的自动行走小车进行自动焊接,试件用内径113mm、壁厚10mm、长450mm的钢管,测试采样时间每次8s,同一试验重复三次。
图8-50是JINQIAO-0焊丝样品的电弧电压、焊接电流波形图,在波形图下面标注了测试的平均电弧电压、平均焊接电流,以及电弧电压、焊接电流变异系数值。由图8-50看出,在撷取的0.1~0.2s时间段内,电弧电压波形图上只发生了一次偶然瞬时短路,总体上看波形没有表现出短路特征,说明在这一焊接参数下焊接过程没有发生熔滴与熔池的接触短路,电弧电压和焊接电流相对比较稳定。测试样品的电弧电压和焊接电流的变异系数值分别为ν(U)=7.72%和ν(I)=14.45%,都是比较低的。
图8-51和图8-52分别是JINQIAO-0焊丝样品的电弧电压概率密度分布图和焊接电流概率密度分布图。由图8-51看出,电弧电压概率密度分布相对比较集中(主要集中在20~30V),曲线左面反映短路的低电压概率,右面反映短路后出现高电压的概率,两者都很小。图8-52中焊接电流的概率密度分布曲线也十分集中,没有出现明显的短路大电流的概率密度分布。
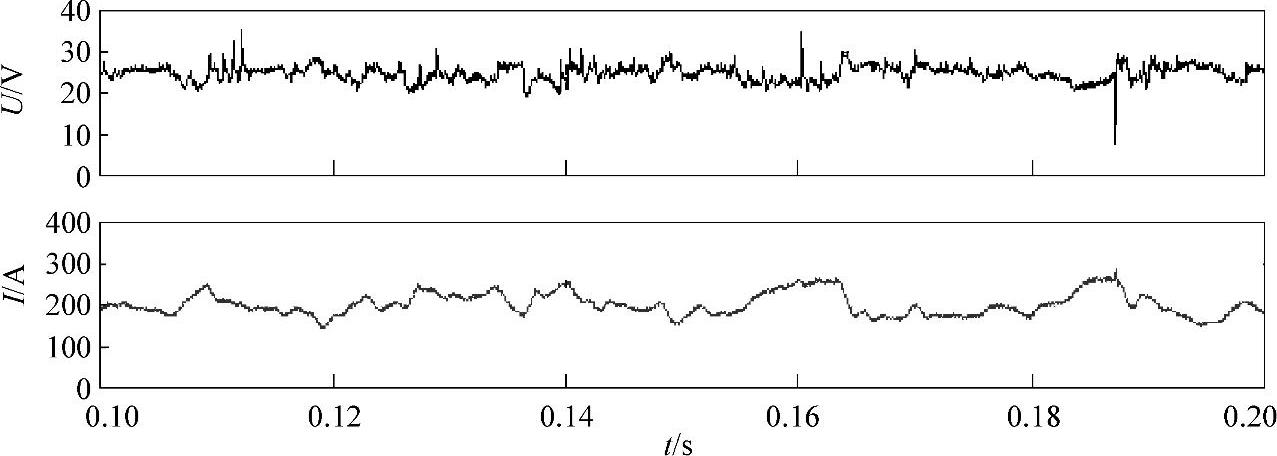
图8-50 自保护药芯焊丝电弧电压、焊接电流波形图
焊丝样品:JINQIAO-0;焊接参数:24.68V/208.53A;变异系数:ν(U)=7.72%,ν(I)=14.45%。

图8-51 自保护药芯焊丝电弧电压概率密度分布图
焊丝样品:JINQIAO-0;焊接参数:24.68V/208.53A,直流反接;变异系数:ν(U)=7.72%。
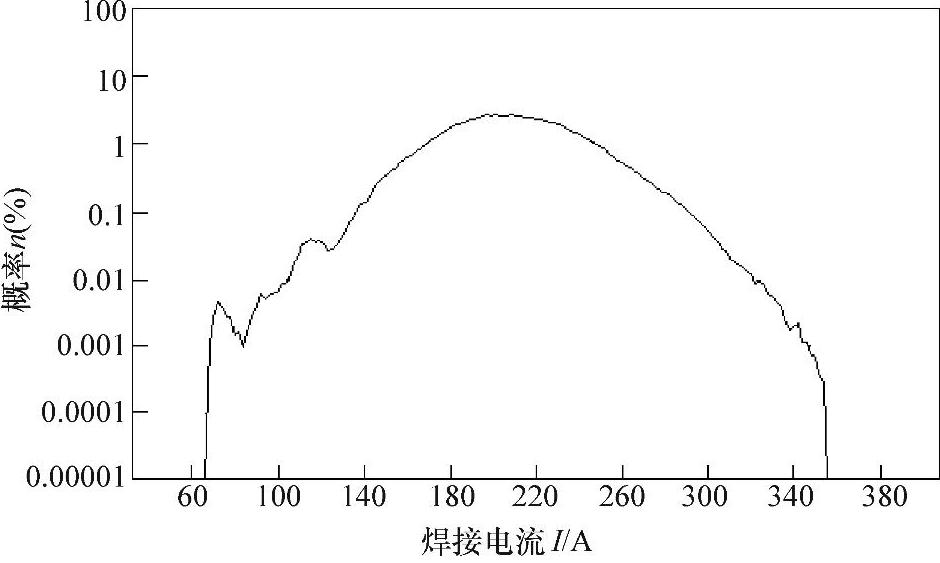
图8-52 自保护药芯焊丝焊接电流概率密度分布图
焊丝样品:JINQIAO-0;焊接参数:24.68V/208.53A;变异系数:ν(I)=14.45%。
汉诺威分析仪测试结果证实了通过高速摄影观察得出的自保护药芯焊丝熔滴过渡特点的分析,即在正常的焊接参数下,金属熔滴过渡时是不与熔池短路的。试验还表明,该焊丝样品在设定的焊接参数下,焊接过程稳定。
通过汉诺威分析仪对JINQIAO-0焊丝样品的测试结果与高速摄影对Hobart等焊丝样品进行的电弧物理特性的测试分析,可以将自保护药芯焊丝的电弧物理特性归结为以下的概念。
1)自保护药芯焊丝焊接时焊丝端部保持着半球状的熔体,正如高速摄影照片中看到的是熔渣体,由于熔渣表面张力很大,熔渣保持着半球状而难以在熔池表面铺展开,熔渣体与熔池频繁接触形成“弧桥并存”,熔化金属和熔渣是在熔体与熔池频繁的桥接时进行过渡的,或者是以各种细碎的不规则的形状从半球状熔渣体内喷射出来向熔池过渡,焊丝的熔化与熔渣和金属熔滴的过渡似乎达到平衡,维持着每个熔渣滴大小相近的体积,并保持着半球形,半球状的熔体一般不会整体向熔池过渡。
2)自保护药芯焊丝具有的高氟化物碱性熔渣成就了自保护药芯焊丝特殊的熔滴行为,金属熔滴被包裹在熔渣滴的内部,在一定程度降低了金属熔滴的界面张力,而使金属熔滴自身得以细化,在正常的焊接参数下,熔滴被包裹在熔渣内,熔滴在渣内进行不短路过渡,减少了短路电爆炸发生的可能,同时还使焊接过程稳定。
3)自保护药芯焊丝焊接时表现的特有的电弧物理现象,无论是对于优化焊接工艺性还是对于焊接化学冶金条件的保证,都有其重要意义。大的半球状的熔渣体在焊接过程中相对稳定地存在于焊丝的端部,使包裹在其内部的熔滴与空气隔离,受到熔渣的有效保护,呈大的半球状的熔渣减小了与空气接触的比表面积,弱化了熔滴被空气氧化和氮的侵入。熔渣与熔化金属之间在熔滴阶段的充分融合,有利于脱氧、脱氮等冶金过程在熔滴阶段得以较充分地进行,这对于焊丝实现有效的自保护无疑是理想的电弧物理条件。
有关焊接材料工艺性的信息化技术的文章

近年来随着我国长输油气管线工程建设规模的增大和建设质量的提高,以及油气管线现场的安装工作,对自保护药芯焊丝的市场需求进一步扩大,而且对自保护药芯接头质量的要求也越来越高。尽管对于自保护药芯焊丝焊接冶金问题已经做了不少的研究工作,但无论是在理论上还是在具体应用技术方面,都还有待于进一步深入研究和技术创新。......
2023-06-30
金属粉芯焊丝有两种类型,一种是适于CO2气体保护焊用的含有一定造渣成分的金属粉焊丝,另一种则是用于富氩保护气体的金属粉焊丝。合适的造渣成分组合使金属粉芯焊丝在CO2气体保护焊条件下获得良好的焊接工艺性。研究金属粉芯焊丝的电弧物理特性有助于加深对金属粉芯焊丝冶金特性和工艺特性的认识,对金属粉芯焊丝产品的研发有现实意义。......
2023-06-30
在CO2气体保护焊排斥过渡时,粗大熔滴的活动对电弧的稳定性产生很大的影响,成为影响CO2气体保护焊工艺性的重要因素之一。图5-101 药芯焊丝CO2气体保护焊排斥过渡时电弧行为的高速摄影照片(一)焊丝样品:KFX-71T030429,φ1.2mm;焊接参数:26V/150A;拍摄速度:2000f/s。显然电弧的行为与熔滴的活动相关,图5-102是钛型药芯焊丝CO2气体保护焊排斥过渡时电弧行为的高速摄影照片,特别清楚地描述了已经长大的熔滴的活动及过渡过程对电弧行为的影响。......
2023-06-30

表8-2 汉诺威分析仪测试的实际焊接参数及标准偏差和变异系数值注:MT80N1金属粉芯焊丝混合气体保护焊。图8-20 金属粉芯焊丝混合气体保护焊电弧电压、焊接电流波形图a)05—21.95V/197.83A图8-20 金属粉芯焊丝混合气体保护焊电弧电压、焊接电流波形图(续)b)06—23.38V/189.42A c)04—23.30V/209.55A d)07—23.84V/212.03A e)03—24.48/247.43A f)02—28.14V/320.90A焊丝样品:MT80N1金属粉芯焊丝,φ1.2mm;保护气体:95% Ar+5%CO2混合气体。图8-21和图8-22是金属粉芯焊丝混合气体保护焊电弧电压、焊接电流概率密度分布叠加图。......
2023-06-30

针对当前我国碱性药芯焊丝的现状,提高工艺质量是其发展中的一个现实任务。作者通过高速摄影及汉诺威分析仪对碱性药芯焊丝电弧物理特性进行大量的分析测试,并选择国内外同类型样品进行对比分析,为改进我国碱性药芯焊丝工艺性提供实验依据。......
2023-06-30

当细熔滴过渡时,熔滴十分细小,过渡频率很高,熔滴的过渡对电弧行为几乎不产生影响。图5-104是显示细熔滴过渡时电弧行为特征的高速摄影照片,看出在熔滴长大和过渡过程中,电弧始终处于焊丝的中心轴线。图5-104 药芯焊丝CO2气体保护焊细熔滴过渡时稳定的电弧行为焊丝样品:DW100药芯焊丝,φ1.2mm;焊接参数:36V/200dmmin,直流反接;拍摄速度:1200f/s。......
2023-06-30
药芯焊丝气保护焊设备与CO2焊设备相同。通过调节电弧挺度来调节熔滴过渡以减少飞溅,并可改善全位置焊接的性能。(二)送丝机药芯焊丝的芯部都为粉剂,所以与实心焊丝相比,药芯焊丝的刚性较差,比较软。2)配备焊丝校直机构。药芯焊丝自保护焊可选用专用焊枪或CO2焊枪,或在CO2焊枪的基础上去掉气罩并在导电嘴外侧加绝缘护套,以满足某些药芯焊丝自保护焊的焊丝的伸出长度问题,同时可以减少飞溅的影响。......
2023-06-23
相关推荐