图8-7 金属粉芯焊丝CO2气体保护焊发生熔池飞溅的高速摄影照片焊丝样品:MT8......
2023-06-30
(1)电弧物理特性数字化信息的获取 MT80N1焊丝混合气体(95%Ar+5%CO2)保护焊时,采用汉诺威分析仪在电弧电压22~32V、焊接电流190~380A时进行测试,测试得到的平均电弧电压、电弧电压标准偏差、电弧电压变异系数、平均焊接电流、焊接电流标准偏差和焊接电流变异系数等电弧物理特性参数见表8-2,测试得到的电弧电压、焊接电流波形如图8-20所示。
由图8-20a看出,焊丝样品05在较低电弧电压和较小焊接电流条件下焊接时,大部分时间段内波形有明显的起伏,在1.9~2.3s时间段内出现不正常短路,此外还有一些瞬时短路波形,电弧电压和焊接电流的变异系数最大,分别为7.70%和19.16%,这表明在电弧电压21.95V、焊接电流197.83A时,其焊接过程极不稳定;当电流基本不变、提高电弧电压到23V时,实际焊接参数为23.38V/189.42A(焊丝样品编号为06),从波形图(图8-20b)看出短路电压波形消失,但波形起伏还比较大,焊接电流的变异系数ν(I)=6.68%,数值也较大;当焊接电流超过200A、实际焊接参数为23.30V/209.55A时(焊丝样品编号为04),波形起伏减小(图8-20c),焊接电流变异系数ν(I)=4.24%,焊接过程稳定性有所提高;当进一步增大焊接参数(23.84V/212.03A)时,波形已经看不到明显的起伏(图8-20d),焊接电流的变异系数ν(I)已下降到3.56%;当焊接电流增大到240A以上时,焊接过程已达到稳定状态,电弧电压和焊接电流波形图呈一条直线(图8-20e、f),表明焊接过程不出现短路,焊接过程十分稳定。由表8-2中的试验数据看出,随着焊接电流的增大,焊接电流的标准偏差和变异系数逐渐减小,尤其焊接电流的变异系数变化的规律最明显,由19.16%逐渐下降至2.43%。
表8-2 汉诺威分析仪测试的实际焊接参数及标准偏差和变异系数值
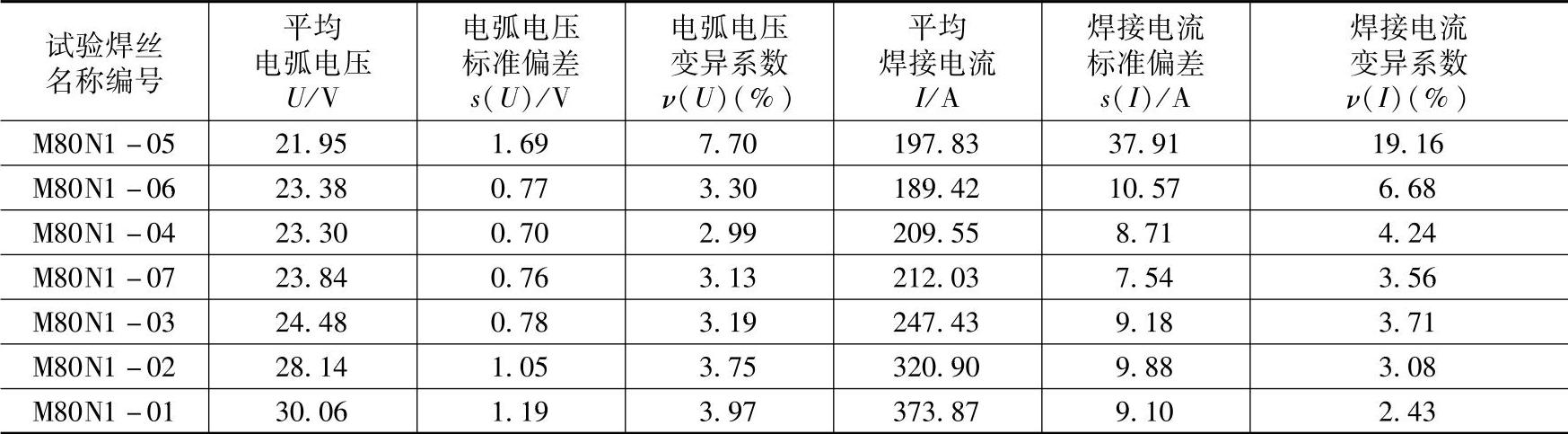
注:MT80N1金属粉芯焊丝混合气体(95%Ar+CO25%)保护焊。

图8-20 金属粉芯焊丝混合气体保护焊电弧电压、焊接电流波形图
a)05—21.95V/197.83A

图8-20 金属粉芯焊丝混合气体保护焊电弧电压、焊接电流波形图(续)
b)06—23.38V/189.42A c)04—23.30V/209.55A d)07—23.84V/212.03A e)03—24.48/247.43A f)02—28.14V/320.90A
焊丝样品:MT80N1金属粉芯焊丝,φ1.2mm;保护气体:95% Ar+5%CO2混合气体。
图8-21和图8-22是金属粉芯焊丝混合气体保护焊电弧电压、焊接电流概率密度分布叠加图。由图8-21看出:05曲线有明显的短路特征,低电压小驼峰曲线概率比较大,曲线右面有明显的高电压概率密度分布,实际上高电压概率密度分布超过50V,作图的时候因横坐标只取到50V,舍去了更高的电压分布,将05曲线与图8-20a的电弧电压、焊接电流波形图对照,可以更清楚地看到在21.95V/197.83A参数下,焊接过程不稳定;随着电流的增大,06曲线(实际焊接参数23.38V/189.42A)、04曲线(实际焊接参数23.30V/209.55A)的小驼峰曲线明显降低,短路电压概率大幅度减小;电压进一步增大时,02和01曲线位置向右移动,小驼峰曲线完全消失,曲线十分集中,分布范围不到10V。
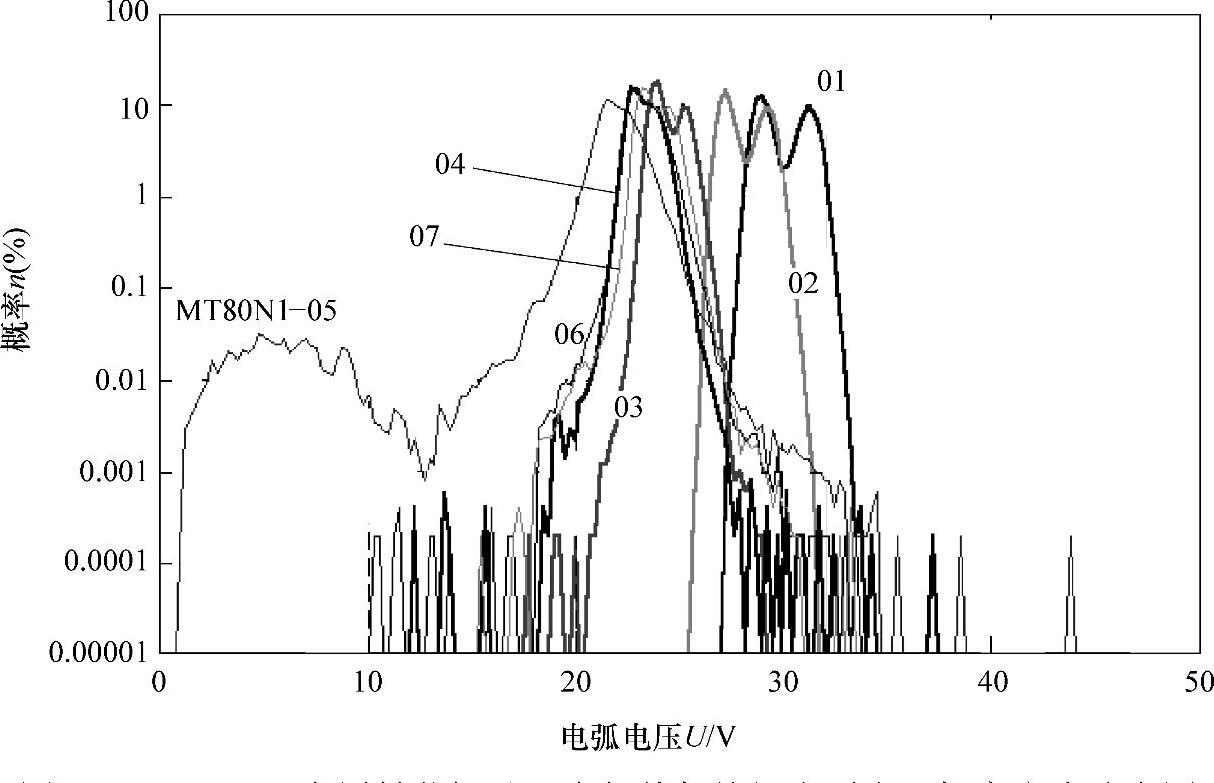
图8-21 M80N1金属粉芯焊丝混合气体保护焊电弧电压概率密度分布图
05—21.95V/197.83A 06—23.38V/188.42A 04—23.30V/209.55A 07—23.84V/212.03A 03—24.48/247.43A 02—28.14V/320.90A 01—30.06V/373.87A
焊丝样品:MT80N1金属粉芯焊丝,φ1.2mm;保护气体:95%Ar+5%CO2混合气体。
(本图的彩色图见附录F中图F-2a)
从图8-22看出,除去05曲线外,其他曲线分布都比较集中,随着电流的增大,曲线逐渐右移,分布也更加集中。随着电弧电压的提高,图8-21中电压概率密度分布曲线以05—06—04—07—03—02—01顺序逐渐右移,而焊接电流概率密度分布曲线也随着电流的增大,按同样的顺序右移。
(2)电弧物理特性可视化信息的获取 图8-23是MT80N1焊丝95%Ar+5%CO2混合气体保护焊,在25V/210A焊接参数下熔滴过渡的高速摄影照片,焊接速度为42cm/min,气体流量为20L/min,焊丝伸出长度为22mm。
通过对高速摄影照片的观察,发现过渡的熔滴细小,过渡过程平稳,偶尔存在细颗粒飞溅或熔池金属的飞溅,对高速摄影照片进行统计得到熔滴过渡频率ftr=214.1s-1,实际上形成了喷射过渡。图8-24、图8-25是MT80N1金属粉芯焊丝焊接时飞溅现象的高速摄影照片,由照片看出,悬挂在焊丝端部的熔滴自身发生了爆炸,尤其在图8-24中第2~4帧照片看到熔滴完全被破碎。但是由于熔滴本身体积很小,熔滴直径一般不会超过焊丝的直径,因此飞溅物的颗粒很细小,熔滴爆炸波及的范围不大。另一方面,由高速摄影统计的飞溅频率fsp=33.3s-1,绝对数并不算小,但是与熔滴过渡频率相比,飞溅产生的概率仅为熔滴过渡频率的15%左右,因此焊接时感觉到飞溅很小,对工艺性的影响不大,飞溅的主要形式是熔滴的爆炸飞溅,也还有少量的熔池飞溅。

图8-22 MT80N1金属粉芯焊丝混合气体保护焊的焊接电流概率密度分布图
05—21.95V/197.83A 06—23.38V/188.42A 04—23.30V/209.55A 07—23.84V/212.03A 03—24.48/247.43A 02—28.14V/320.90A 01—30.06V/373.87A
焊丝样品:MT80N1金属粉芯焊丝,φ1.2mm;保护气体:95%Ar+5%CO2混合气体。
(本图的彩色图见附录F中图F-2b)
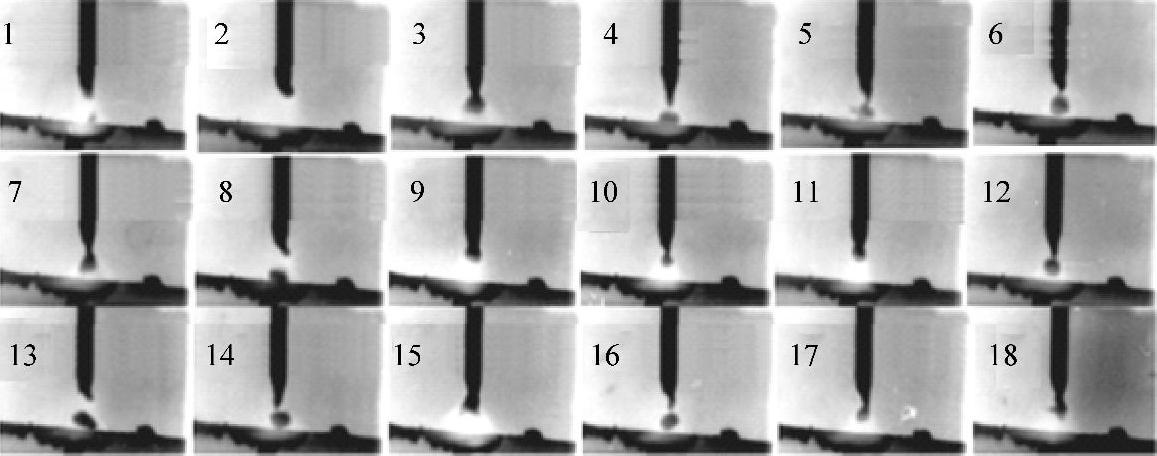
图8-23 金属粉芯焊丝熔滴过渡高速摄影照片
焊丝样品:MT80N1;保护气体:95%Ar+CO25%;焊接参数:25V/210A;拍摄速度:2000f/s。

图8-24 金属粉芯焊丝焊接时飞溅现象的高速摄影照片(一)
焊丝样品:MT80N1;保护气体:95%Ar+CO25%;焊接参数:25V/210A;拍摄速度:2000f/s。
作者采用高速摄影对HOBART公司的无渣金属粉芯MT80MO1药芯焊丝样品在80% Ar+20%CO2混合气体保护时进行观察分析,撷取的照片清楚地展现出随着焊接参数的增大,熔滴由排斥过渡向射滴过渡和射流过渡转变的情况(图8-26~图8-28),显示了金属粉芯焊丝混合气体保护焊的熔滴行为特征。
由图8-26、8-27看出,当设置电压为25V、送丝速度为50dm/min的较小焊接参数时,熔滴为排斥过渡形态,熔滴直径超过焊丝直径,熔滴呈不均匀的块状,大熔滴自身爆炸飞溅十分明显,熔滴激烈动荡,有时焊丝端部熔体被抛甩出去形成大颗粒飞溅;焊接参数增大至28V/75dm/min时,熔滴过渡形态发生明显的变化,过渡频率增大,大颗粒飞溅已经消失,由排斥过渡转变为较细熔滴射滴过渡;采用更大焊接参数时,熔滴形成射流过渡(图8-28、图8-29),过程稳定性大为提高。

图8-25 金属粉芯焊丝焊接时飞溅现象的高速摄影照片(二)
焊丝样品:MT80N1;保护气体:95%Ar+CO25%;焊接参数:25V/210A;拍摄速度:2000f/s。

图8-26 无渣型金属粉芯焊丝排斥过渡的高速摄影照片
焊丝样品:MT80MO1金属粉芯焊丝,φ1.2mm;焊接参数:25V/50dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。

图8-27 无渣型金属粉芯焊丝大块状熔滴过渡的单帧照片
焊丝样品:MT80MO1金属粉芯焊丝,φ1.2mm;焊接参数:25V/50dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。
对金属粉芯焊丝熔滴行为特征进行实际观察发现,飞溅现象与熔滴行为有关。金属粉型焊丝的飞溅有多种形式,主要有气体逸出飞溅、熔滴的爆炸飞溅、电弧力引起的飞溅等[8]。在100%CO2气体保护焊条件下,焊接参数选择不当时,熔滴活动十分剧烈,熔滴爆炸行为导致飞溅增大;在5%CO2+95% Ar富氩气体保护焊时,容易形成单一的射滴过渡,焊接过程稳定,飞溅很小。
试验表明,混合气体(95%Ar+CO25%)保护焊时,金属粉芯焊丝在28V/75dm/min的中等焊接参数下可以出现射滴过渡,熔滴过渡频率高,飞溅频率降低,电弧稳定,焊缝成形良好,工艺性能改善。正因为如此,MT80N1金属粉芯焊丝被明确地推荐只适合于富氩的混合气体(95%Ar+2%CO2或90%Ar+10%CO2)保护焊。如果使金属粉芯焊丝能够适应CO2气体保护焊,则需要在粉芯中加入少量的造渣成分,改变其电弧物理特性,使其既能保持金属粉芯焊丝的高熔敷效率,又能被赋予熔渣型焊丝优良工艺性的特点。目前在市场上一些适用于CO2气体保护焊的国产和进口的金属粉芯焊丝都是采取这一技术路线设计的。
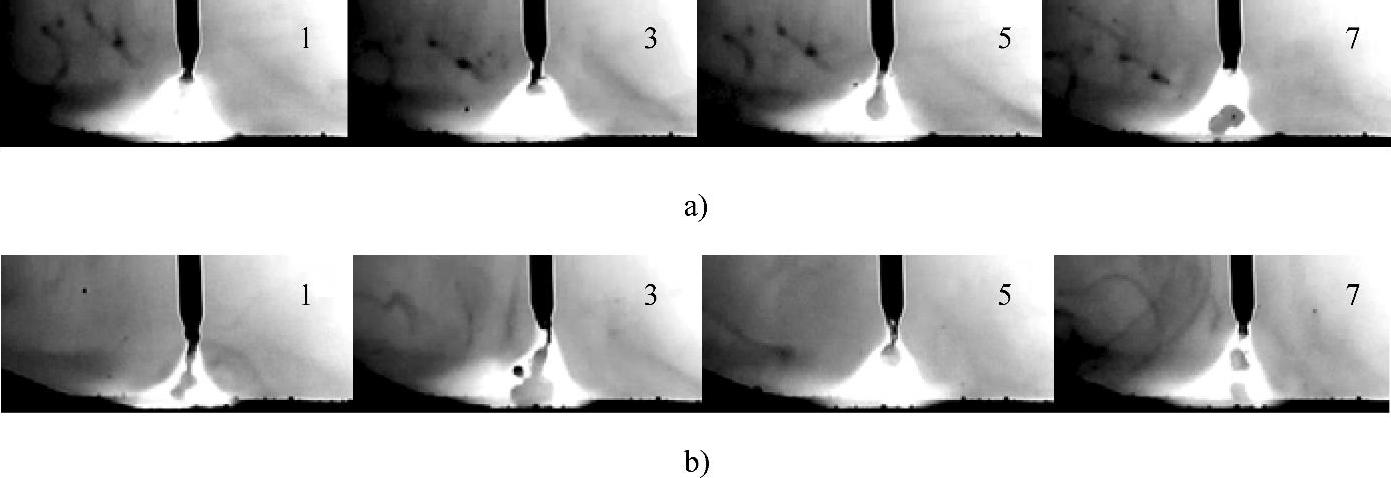
图8-28 无渣型金属粉芯焊丝射滴过渡的高速摄影照片
焊丝样品:MT80MO1金属粉芯焊丝,φ1.2mm;焊接参数:28V/75dm/min,直流正接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。

图8-29 无渣型金属粉芯焊丝射流过渡的高速摄像照片
焊丝样品:MT80MO1金属粉芯焊丝,φ1.2mm;焊接参数:30V/100dm/min,直流正接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。
2.金属粉芯焊丝Ar弧焊时的电弧物理特性
金属粉芯焊丝在Ar气保护下,当采用25V/50dm/min小参数时,发现过渡频率和熔滴的颗粒度十分不均匀,有时出现近两倍于焊丝直径的大熔滴(图8-30b),也会发生稍大于焊丝直径的细熔滴过渡(图8-30a),估算其熔滴平均过渡频率ftr超过100s-1。大熔滴过渡时也会发生自身爆炸飞溅,由图8-31中第5帧照片看到的焊丝端部的大熔滴,在第7帧照片发生自身爆炸,形成飞溅。
当焊接参数为28V/75dm/min时,如图8-32所示,熔滴进一步变细,一般接近于焊丝的直径,电弧呈钟罩形状,基本上形成了射滴过渡,统计其过渡频率接近200s-1。
当进一步提高焊接参数到30V/100dm/min时,熔滴变得更细小,有时熔体呈条状,过渡频次更高,基本上形成射流过渡,巨大的电磁收缩力使焊丝端部变细,焊丝末端被削尖,电弧形态十分稳定,飞溅基本消除(图8-33)。当进一步提高焊接参数到32V/125dm/min时(图8-34),熔滴变得更细小,有时呈细线状,形成稳定的射流过渡。
以上对MT80N1金属粉芯焊丝的试验得到的结果可以归纳为以下几点。
1)MT80N1金属粉芯焊丝在CO2气体保护焊时,无论是在低焊接参数还是在大的焊接参数时,都不能获得稳定的焊接过程;对于造渣型金属粉芯焊丝,可用于CO2气体保护焊,与普通钛型药芯焊丝CO2气体保护焊一样,可以采用短路周期变异系数ν(Tc)为判据对其进行工艺性评价。
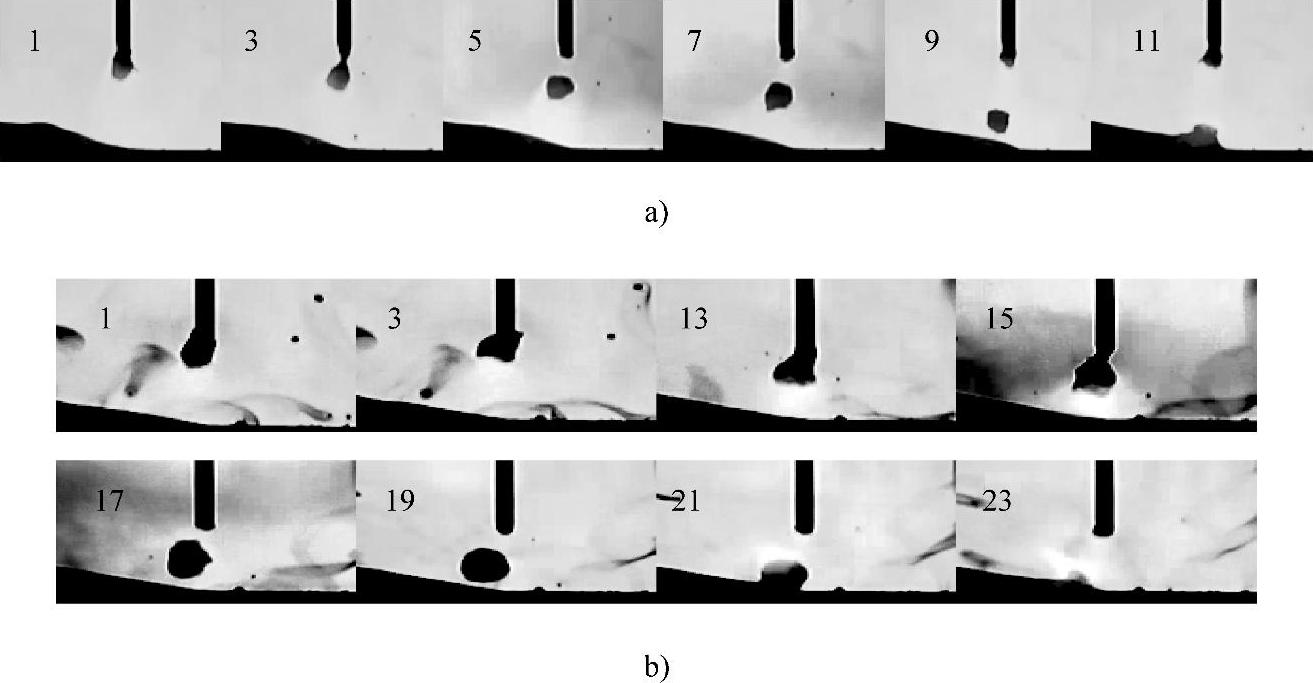
图8-30 无渣型金属粉芯焊丝Ar弧焊滴状过渡的高速摄影照片
焊丝样品:MT80ArO1金属粉芯焊丝,φ1.2mm;焊接参数:25V/50dm/min,直流正接;保护气体:100%Ar;拍摄速度:1200f/s。

图8-31 无渣型金属粉芯焊丝Ar弧焊发生飞溅的高速摄影照片
焊丝样品:MT80ArO1金属粉芯焊丝,φ1.2mm;焊接参数:25V/50dm/min,直流正接;保护气体:100%Ar;拍摄速度:1200f/s。
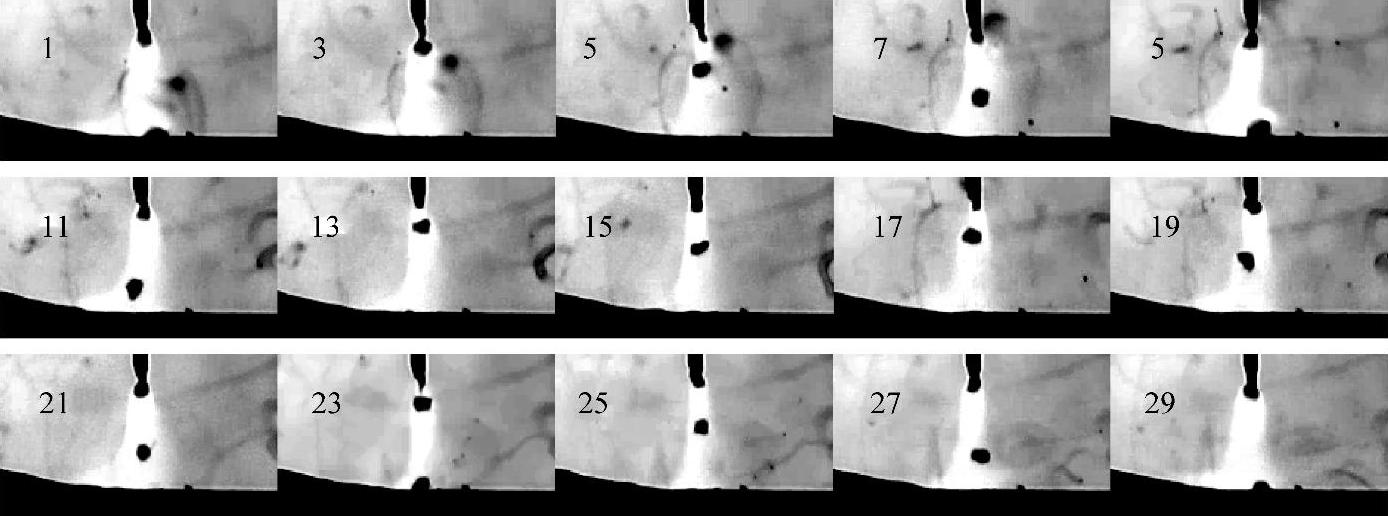
图8-32 无渣型金属粉芯焊丝Ar弧焊射滴过渡的高速摄影照片
焊丝样品:HOBART无渣型金属粉芯焊丝MT80ArO1,φ1.2mm;焊接参数:28V/75dm/min,直流正接;保护气体:100%Ar;拍摄速度:1200f/s。
2)在作者的试验条件下,无渣金属粉芯MT80MO1焊丝在80%Ar+20%CO2混合气体保护的小焊接参数25V/50dm/min时还得不到稳定的焊接过程;随着焊接参数增大至28V/75dm/min,熔滴过渡形态发生明显的变化,过渡频率增大,由排斥过渡转变为较细熔滴射滴过渡,过程稳定性大为提高;焊接参数进一步增大至30V/100dm/min时,熔滴更为细小,过渡频率进一步增大,形成射流过渡,电弧电压和焊接电流波形呈一条直线,焊接电流的变异系数随着焊接电流的增大发生有规律的变化,因此可以采用焊接电流的变异系数定量地分析判断某种金属粉芯焊丝实现喷射过渡倾向的大小。焊接电流变异系数越低,焊接时形成喷射过渡的倾向越大,焊接过程越稳定,工艺性越好。
3)在Ar气保护下,当采用小参数25V/50dm/min时,熔滴为滴状过渡,焊接过程不十分稳定;当焊接参数为28V/75dm/min时,熔滴进一步变细,基本上形成了射滴过渡;当提高焊接参数到30V/100dm/min时,熔滴变得更细小,基本上形成射流过渡,电弧形态十分稳定;当进一步提高焊接参数到32V/125dm/min时,熔滴变得更细小,有时呈细线状,过渡频率ftr超过200s-1,形成完全的射流过渡,焊丝末端削尖,电弧形态十分稳定,飞溅基本消除。
作者对MT80N1焊丝进行的测试虽然是个别的案例,但得到的试验结果有一定代表性,这一研究可提高对金属粉芯焊丝电弧物理特性和工艺性的认识。
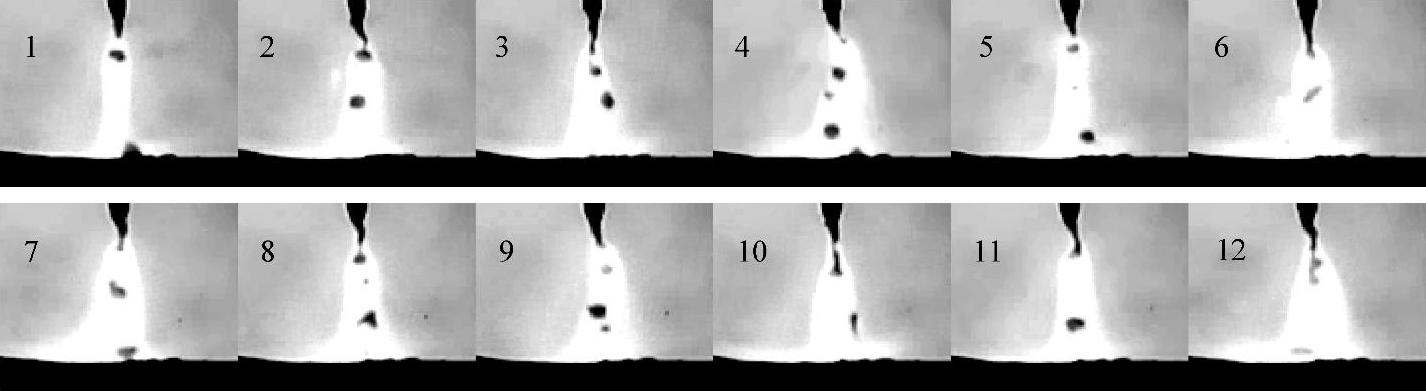
图8-33 无渣型金属粉芯焊丝Ar弧焊熔滴喷射过渡的高速摄影照片(一)
焊丝样品:HOBART无渣型金属粉芯焊丝MT80ArO3,φ1.2mm;焊接参数:30V/100dm/min,直流正接;保护气体:100%Ar;拍摄速度:1200f/s。

图8-34 无渣金属粉芯焊丝Ar弧焊熔滴喷射过渡的高速摄影照片(二)
焊丝样品:HOBART无渣型金属粉芯焊丝MT80ArO3,φ1.2mm;焊接参数:32V/125dm/min,直流正接;保护气体:100%Ar;拍摄速度:1200f/s。
有关焊接材料工艺性的信息化技术的文章

金属粉芯焊丝有两种类型,一种是适于CO2气体保护焊用的含有一定造渣成分的金属粉焊丝,另一种则是用于富氩保护气体的金属粉焊丝。合适的造渣成分组合使金属粉芯焊丝在CO2气体保护焊条件下获得良好的焊接工艺性。研究金属粉芯焊丝的电弧物理特性有助于加深对金属粉芯焊丝冶金特性和工艺特性的认识,对金属粉芯焊丝产品的研发有现实意义。......
2023-06-30

图中05曲线有明显的短路特征,低电压小驼峰曲线概率比较大,曲线右面有明显的高电压概率分布,在I-PDD图中存在短路大电流分布,表明在相应的参数下,焊接过程不稳定。图F-2 MT80N1金属粉芯焊丝混合气体保护焊焊接电流概率密度分布图焊丝样品:MT80N1金属粉芯焊丝,φ1.2mm;保护气体:95%Ar+5%CO2混合气体。......
2023-06-30

在CO2气体保护焊排斥过渡时,粗大熔滴的活动对电弧的稳定性产生很大的影响,成为影响CO2气体保护焊工艺性的重要因素之一。图5-101 药芯焊丝CO2气体保护焊排斥过渡时电弧行为的高速摄影照片(一)焊丝样品:KFX-71T030429,φ1.2mm;焊接参数:26V/150A;拍摄速度:2000f/s。显然电弧的行为与熔滴的活动相关,图5-102是钛型药芯焊丝CO2气体保护焊排斥过渡时电弧行为的高速摄影照片,特别清楚地描述了已经长大的熔滴的活动及过渡过程对电弧行为的影响。......
2023-06-30

对图5-75所示的现象进行分析可以说明再引弧飞溅产生的机理。在图5-77所示的案例中显示出十分强烈的再引弧飞溅,熔池中大的金属颗粒被排挤出去。再引弧时飞溅大都发生在熔池,但也有可能发生在焊丝端部残留的熔滴金属上。图5-78 药芯焊丝CO2气体保护焊时发生再引弧飞溅的高速摄影照片(二)样品名称:SQJ50药芯焊丝,φ1.2mm;预置焊接参数:25V/60dm/min,直流反接;拍摄速度:1200f/s。......
2023-06-30
药芯焊丝气保护焊设备与CO2焊设备相同。通过调节电弧挺度来调节熔滴过渡以减少飞溅,并可改善全位置焊接的性能。(二)送丝机药芯焊丝的芯部都为粉剂,所以与实心焊丝相比,药芯焊丝的刚性较差,比较软。2)配备焊丝校直机构。药芯焊丝自保护焊可选用专用焊枪或CO2焊枪,或在CO2焊枪的基础上去掉气罩并在导电嘴外侧加绝缘护套,以满足某些药芯焊丝自保护焊的焊丝的伸出长度问题,同时可以减少飞溅的影响。......
2023-06-23

当细熔滴过渡时,熔滴十分细小,过渡频率很高,熔滴的过渡对电弧行为几乎不产生影响。图5-104是显示细熔滴过渡时电弧行为特征的高速摄影照片,看出在熔滴长大和过渡过程中,电弧始终处于焊丝的中心轴线。图5-104 药芯焊丝CO2气体保护焊细熔滴过渡时稳定的电弧行为焊丝样品:DW100药芯焊丝,φ1.2mm;焊接参数:36V/200dmmin,直流反接;拍摄速度:1200f/s。......
2023-06-30

相关推荐