金属粉芯焊丝有两种类型,一种是适于CO2气体保护焊用的含有一定造渣成分的金属粉焊丝,另一种则是用于富氩保护气体的金属粉焊丝。合适的造渣成分组合使金属粉芯焊丝在CO2气体保护焊条件下获得良好的焊接工艺性。研究金属粉芯焊丝的电弧物理特性有助于加深对金属粉芯焊丝冶金特性和工艺特性的认识,对金属粉芯焊丝产品的研发有现实意义。......
2023-06-30
下面用金属粉芯焊丝进行CO2气体保护焊试验,试验材料选取合伯特兄弟公司生产的牌号为MT80N1的金属粉芯焊丝,焊丝直径为φ1.2mm,试验的焊接参数设置为23V/190A、24.5V/190A、25V210、27V/240、30V/315、32V/332A、34V/329A、38.5V/339A、38.5V/373A、38.5V/410A,采用ZB-500型CO2气体保护焊机,电源极性为直流反接,利用携带焊枪的自动行走小车进行CO2气体保护焊自动焊接,试件用内径113mm、壁厚12mm、长450mm的碳钢管,采用拍摄速度2000f/s和1200f/s的高速摄影获取熔滴行为的可视化信息,用汉诺威分析仪获取电弧物理特性数据化信息,测试采样时间为10s。
1.无渣型金属粉芯焊丝CO2气体保护焊时的电弧物理特性
(1)无渣型金属粉芯焊丝CO2气体保护焊时电弧物理特性数字化信息的获取 合伯特兄弟公司生产的MT80N1金属粉芯焊丝适用于富氩气体保护焊,并不适合CO2气体保护焊,为了增强对金属粉芯焊丝电弧物理特性的认识,特别安排该焊丝在CO2气体保护条件下采用汉诺威分析仪进行测试分析。
在上述焊接参数下对MT80N1焊丝进行CO2气体保护焊试验,得到的不同焊接参数下电弧电压、焊接电流波形图(截取其中的1s)如图8-1所示(只选取了其中的七幅)。
由图8-1可以看出,MT80N1焊丝进行CO2气体保护焊时,当采用电弧电压为22~25V、焊接电流为180~210A的较小焊接参数焊接时(图8-1a~c),未出现密集均匀短路,表明焊接过程不稳定;当采用26~30V、240~330A较大电流焊接时,在波形图上(图8-1d、e)看到熔滴只发生偶然短路;而当采用更大的焊接参数时(32~35V、330~340A),则完全不发生短路,波形逐渐趋于平稳(图8-1f、g)。
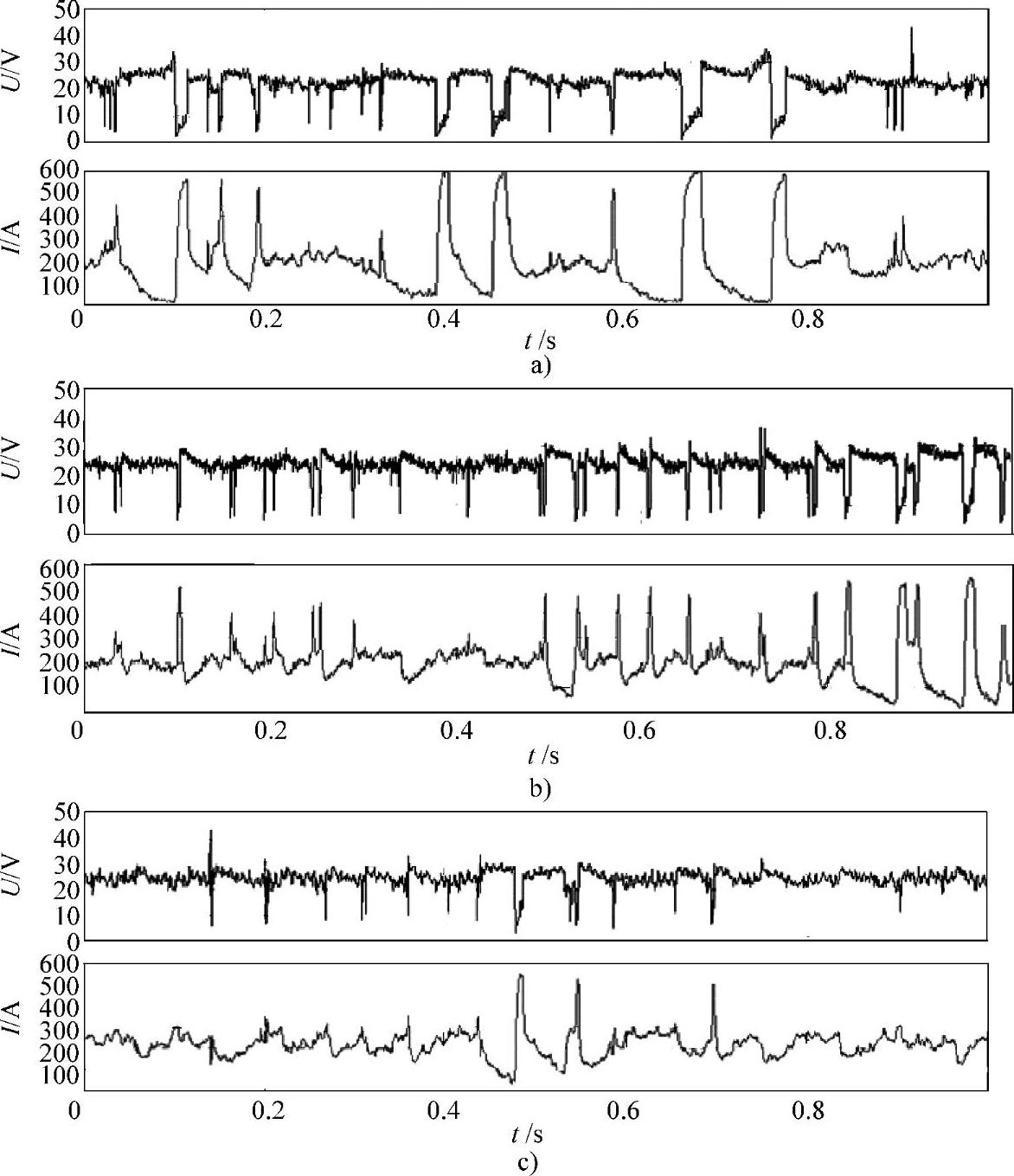
图8-1 MT80N1金属粉芯焊丝CO2气体保护焊电弧电压、焊接电流波形图
a)13#—22.14V/183.22A b)01#—23.28V/194.90A c)02#—24.81V/212.95A

图8-1 MT80N1金属粉芯焊丝CO2气体保护焊电弧电压、焊接电流波形图(续)
d)03#—26.65V/238.10A e)05#—30.15V/332.13A f)06#—32.19V/328.25A g)14#—34.58V/338.67A
图8-2、图8-3是由汉诺威分析仪测试的上述各参数下电弧电压、焊接电流概率密度分布叠加图。由图8-2看出:电压概率密度分布曲线13#、01#、02#、03#、05#都存在着小驼峰曲线,说明在相应的焊接参数下还有短路发生,由图8-1a~e对应的波形可以清楚地看到这一点;13#、01#的曲线最分散,对应的焊接参数为22.14V/183.22A和23.28V/194.90A,小驼峰处于最高的位置,而同时又有高电压的概率密度分布,说明焊接过程中发生的短路概率最大;06#、14#的曲线都没有小驼峰,说明在所对应的焊接参数下焊接时不出现短路。
由图8-3看到05#、06#和14#曲线分布得很集中,说明在相应的大焊接参数时不发生短路,其余各参数下由于都存在短路,曲线都相当分散。
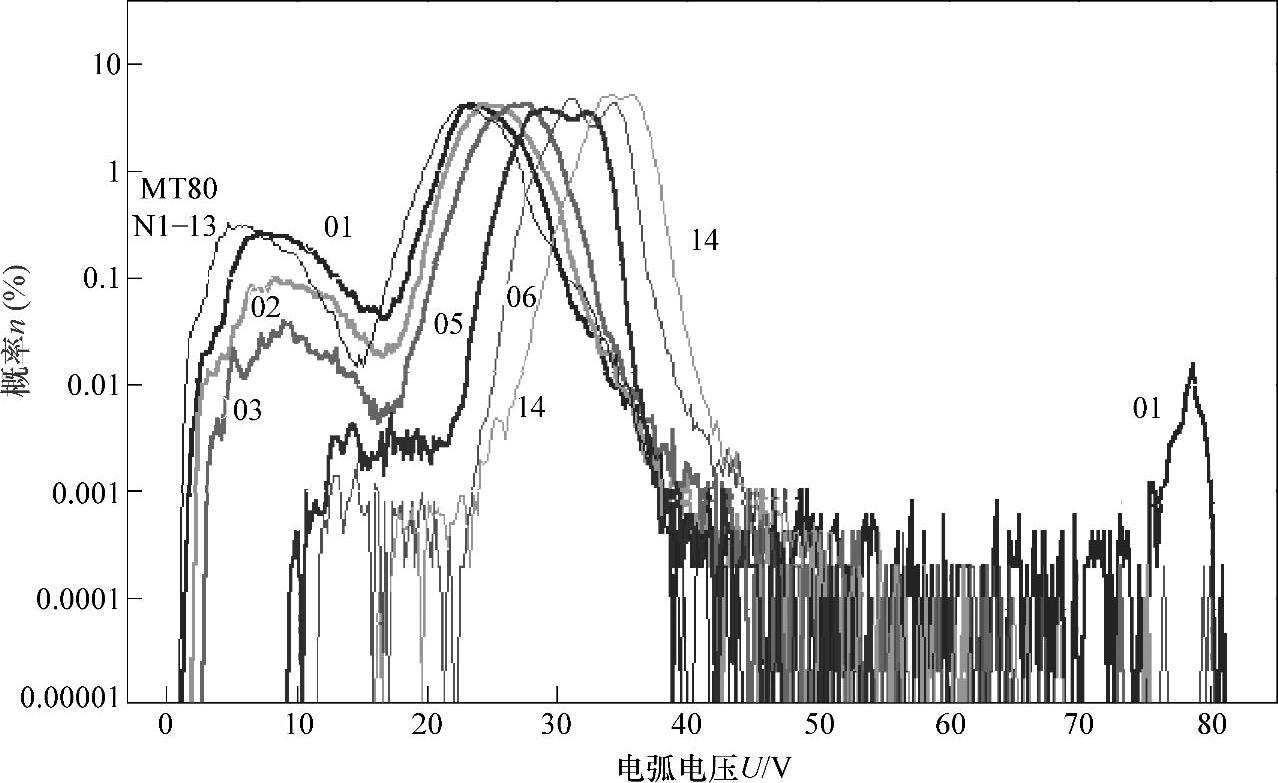
图8-2 MT80N1金属粉芯焊丝CO2气体保护焊不同焊接参数下电弧电压概率密度分布叠加图
13#—22.14V/183.22A 01#—23.28V/194.90A02#—24.81A/212.95 03#—28.65V/238.10A 05#—30.15V/332.13A 06#—32.19V/328.25A 14#—34.58V/338.67A
(本图的彩色图见附录F中图F-1a)
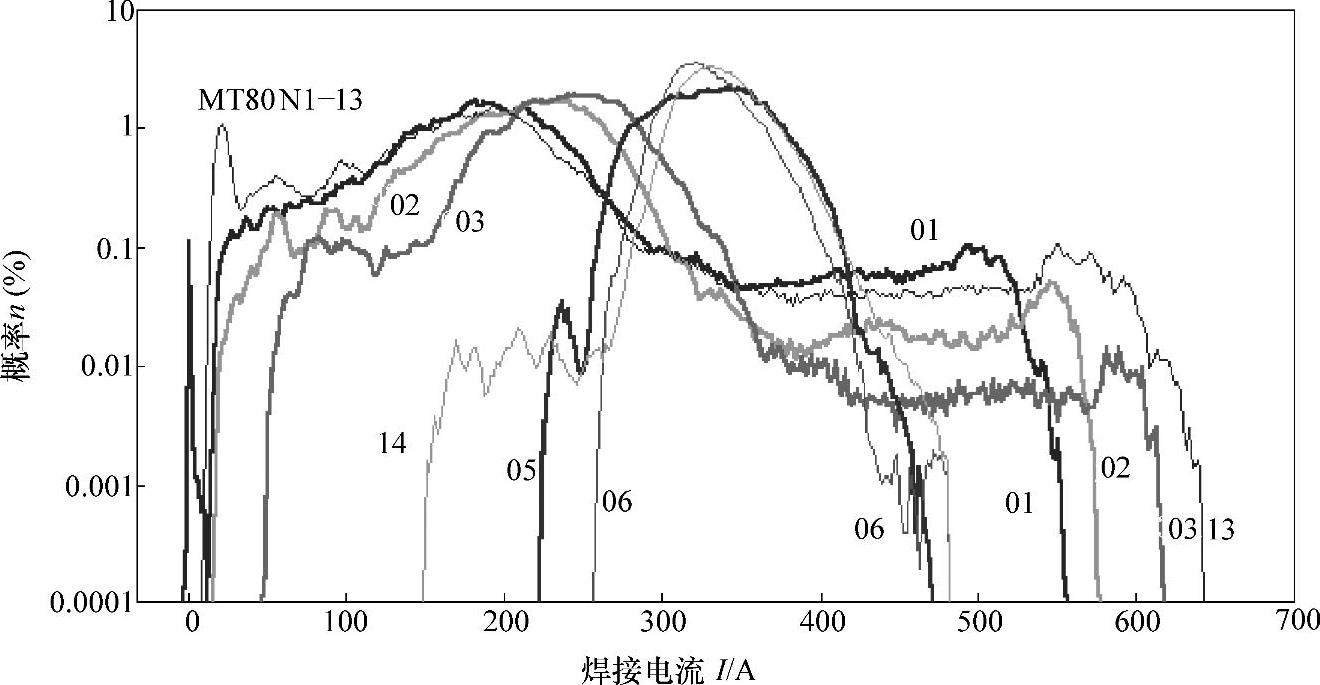
图8-3 MT80N1金属粉芯焊丝CO2气体保护焊不同焊接参数下焊接电流概率密度分布叠加图
13—22.14V/183.22A 01—23.28V/194.90A 02—24.81A/212.95 03—28.65V/238.10A 05—30.15V/332.13A 06—32.19V/328.25A 14—34.58V/338.67
(本图的彩色图见附录F中图F-1b)
根据对钛系药芯焊丝的研究,对于φ1.2mm焊丝,当采用电流超过320A的大焊接参数时(05#—30.15V/332.13A、06#—32.19V/328.25A、14#—34.58V/338.67),波形逐渐趋于平稳,短路电压概率趋于零,焊接电流的概率密度分布十分集中,基本上可以实现细熔滴过渡。那么MT80N1金属粉芯焊丝在相应的焊接参数下是否能形成细熔滴过渡,这还需要通过高速摄影进行观察分析来判断。
(2)无渣型金属粉芯焊丝CO2气体保护焊时电弧物理特性可视化信息的获取 采用高速摄影对熔滴行为进行观察与测试,得到如图8-4、图8-5所示的熔滴行为照片和如图8-6、图8-7所示的发生熔滴和熔池飞溅的照片,采用的焊接参数为:预置电压38.5V,送丝速度165dm/min和175dm/min,实际电流为340.33A和410.88A,焊接速度为34dm/min,气体流量20L/min,焊丝伸出长度为25mm。观察高速摄影照片发现,在这样的大电流条件下,熔滴和电弧的活动十分激烈,很难看到熔滴平稳过渡的画面,焊接过程十分不稳定,飞溅很大,单纯从趋于一条直线的波形上看,无论如何也想象不出熔滴进行了如此激烈的活动。

图8-4 金属粉芯焊丝CO2气体保护焊高速摄影照片(一)
焊丝样品:MT80N1焊丝,φ1.2mm;焊接参数:38.5V/340A;拍摄速度:2000f/s。
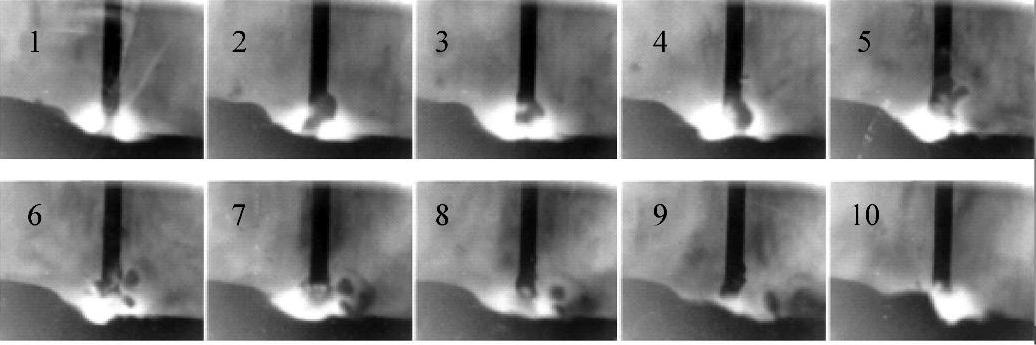
图8-5 金属粉芯焊丝CO2气体保护焊高速摄影照片(二)
焊丝样品:MT80N1焊丝,φ1.2mm;焊接参数:38.5V/410A;拍摄速度:2000f/s。
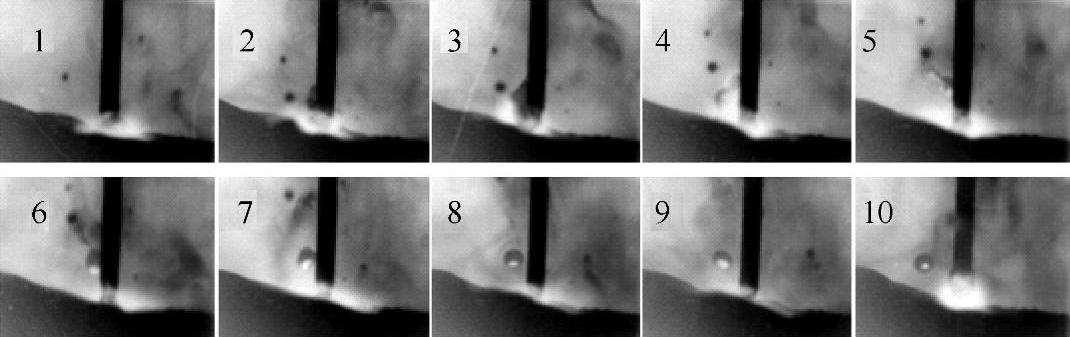
图8-6 金属粉芯焊丝CO2气体保护焊发生熔滴飞溅的高速摄影照片
焊丝样品:MT80N1焊丝,φ1.2mm;焊接参数:38.5V/410A;拍摄速度:2000f/s。
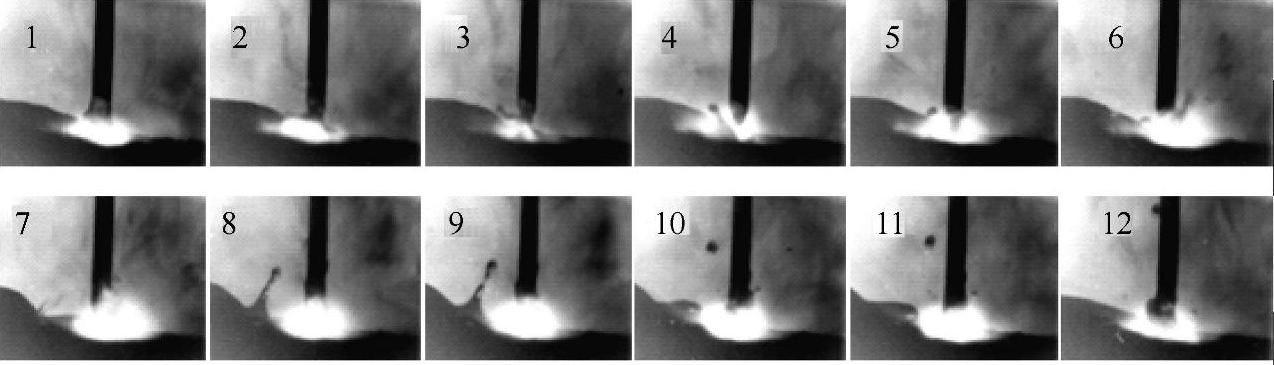
图8-7 金属粉芯焊丝CO2气体保护焊发生熔池飞溅的高速摄影照片
焊丝样品:MT80N1焊丝,φ1.2mm;焊接参数:38.5V/410A;拍摄速度:2000f/s。
显然MT80N1焊丝在CO2气体保护焊的条件下,即使电流增大到400A,也不能形成细颗粒过渡,与在同参数下熔渣型药芯焊丝CO2气体保护焊的良好工艺性的情况截然不同。由高速摄影统计的两个参数下熔滴过渡频率分别为44.8s-1和64.8s-1,飞溅频率分别达到38.7s-1和57.8s-1,飞溅十分猛烈,尤其是在38.5V/410A条件下,可以看到几乎每一次熔滴的过渡均发生熔滴或熔池的飞溅。由以上的试验可以得到这样的结论:MT80N1金属粉芯焊丝在CO2气体保护焊时无论是在低焊接参数下,还是在大的焊接参数下,都不能获得稳定的焊接过程。
2.造渣型金属粉芯焊丝CO2气体保护焊的试验
为了使金属粉芯焊丝能适用于CO2气体保护焊,在金属粉芯中加入一定量的造渣成分,形成造渣型金属粉芯焊丝。下面介绍SQC-01造渣型金属粉药芯焊丝样品CO2气体保护焊时在不同焊接参数下对熔滴行为进行观察和测试的结果,试验条件与MT80N1金属粉芯焊丝相同。试验表明,当焊接参数为21V/60dm/min时,高速摄影清楚地显示,SQC-01焊丝样品熔滴过渡形态为粗大熔滴的排斥过渡,熔滴活动十分激烈,其电弧过程非常不稳定,在这一参数下每当熔滴长大与熔池接触时,由于送丝速度过慢,熔滴在熔池表面来不及铺展,就发生瞬时短路电爆炸飞溅,严重影响焊接工艺性。从图8-8a中看到的是瞬时短路电爆炸飞溅,在第5~9帧照片熔滴与熔池短路,短路时间大约4.2ms,接着第11~17帧照片发生了爆炸。从图8-8b看出,在第3~9帧照片发生短路,接着发生了爆炸,电爆炸过程相当猛烈,造成严重的飞溅,短路时间大约5.8ms,显然属于持续性的短路电爆炸飞溅。如此猛烈的电爆炸飞溅说明该焊丝在这一参数下的CO2气体保护焊是不稳定的。由高速摄影统计的这一样品的熔滴过渡频率约为16.30s-1。

图8-8 金属粉芯焊丝CO2气体保护焊小参数时排斥过渡发生短路电爆炸飞溅的高速摄影照片
a)瞬时短路电爆炸飞溅 b)持续性短路电爆炸飞溅
焊丝样品:SQC-01造渣型金属粉芯焊丝,φ1.2mm;焊接参数:21V/60dm/min;拍摄速度:1200f/s。
当焊接参数增大至26V/90dm/min时,熔滴仍然保持着排斥过渡,但熔滴尺寸有所减小,过渡频率增大,超过20s-1,焊接过程趋于稳定。图8-9所示为26V/90dm/min焊接参数下的熔滴行为特征,可以看出熔滴依然比较粗大,过渡形态仍为排斥过渡,在图中第33~45帧照片看到熔滴的整体从焊丝端部脱离过渡到熔池,过渡时没有与熔池发生短路,通过波形图判断熔滴过渡时大都不与熔池发生短路,显然发生短路电爆炸飞溅的概率大幅度减小了,与前者21V/60dm/min焊接参数时经常发生电爆炸飞溅的情况完全不同。
当焊接参数进一步增大到29V/120dm/min时(图8-10),熔滴进一步得到细化,过渡频率也进一步增大,统计的熔滴过渡频率超过50s-1,熔滴过渡形态向细熔滴过渡转变,此时已看不到熔滴自身爆炸引起的飞溅现象,飞溅大多发生在熔池。
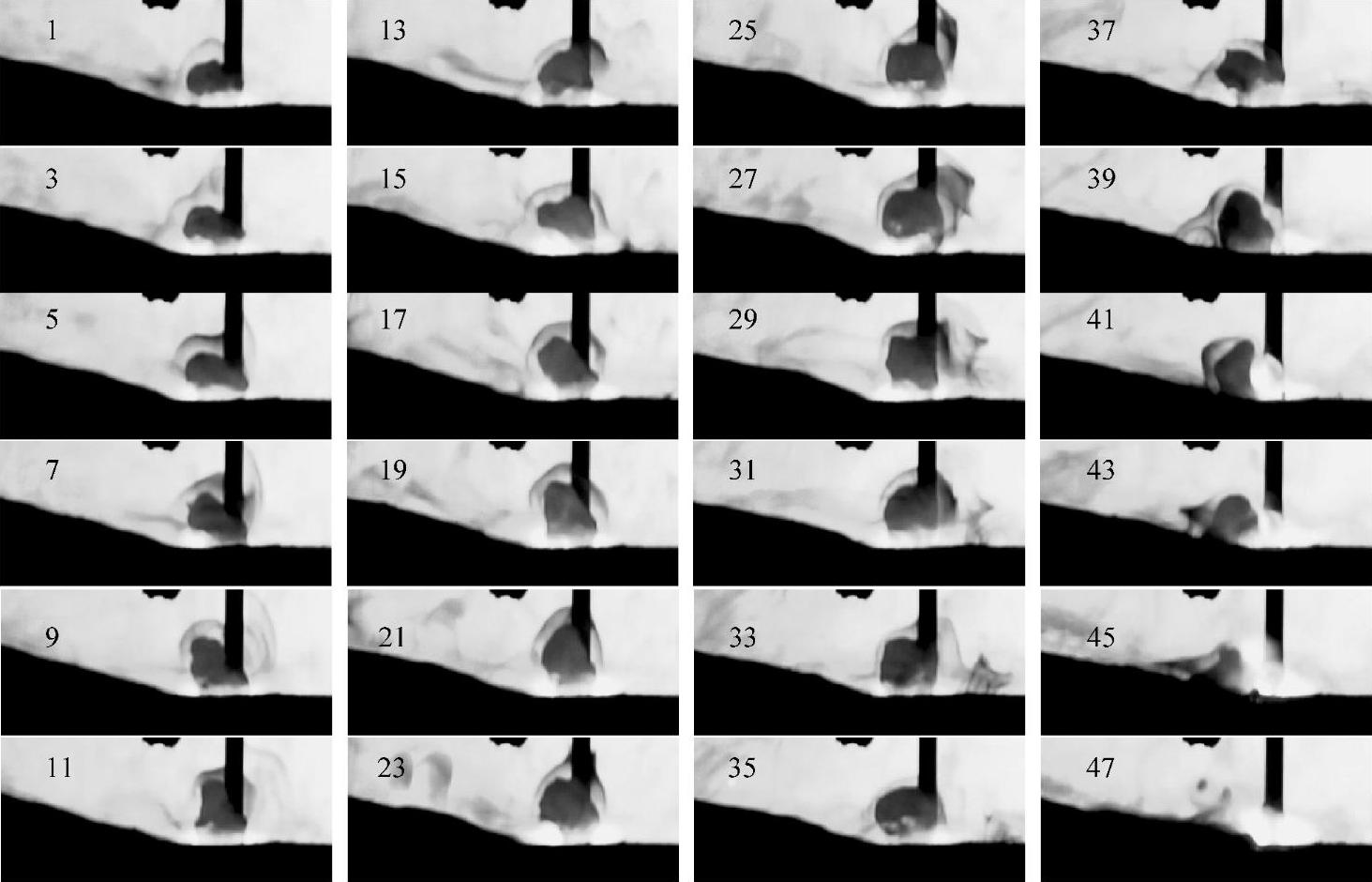
图8-9 金属粉芯焊丝CO2气体保护焊小参数时排斥过渡的高速摄影照片
焊丝样品:SQC-01造渣型金属粉芯焊丝,φ1.2mm;焊接参数:26V/90dm/min;拍摄速度:1200f/s。
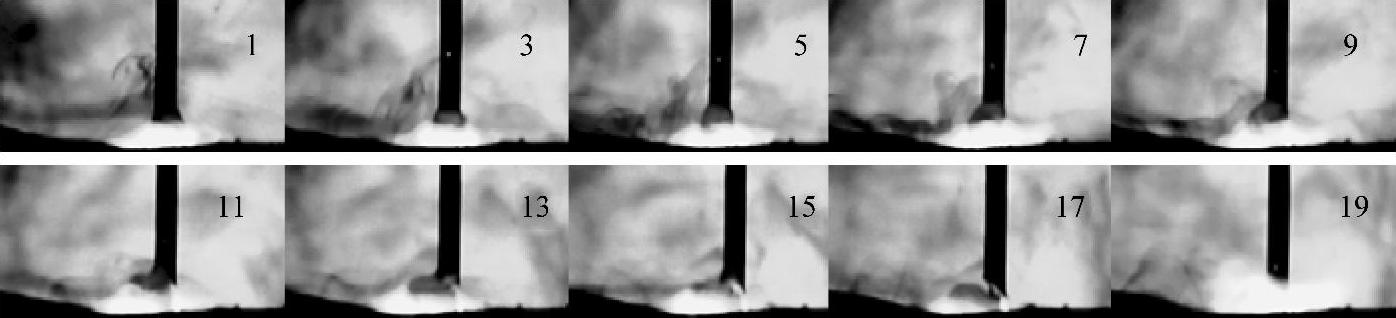
图8-10 金属粉芯焊丝CO2气体保护焊较大参数时熔滴过渡的高速摄影照片
焊丝样品:SQC-01造渣型金属粉芯焊丝,φ1.2mm;焊接参数:29V/120dm/min;保护气体:100%CO2;拍摄速度:1200f/s。
再进一步增大焊接参数至32V/150dm/min时,如图8-11所示,熔滴尺寸进一步变小,过渡频率进一步增大,接近60s-1,但是发现飞溅现象有增大的趋势,如图8-12所示,飞溅物相当细小,飞溅过程被烟雾笼罩,这种飞溅的频繁发生使得焊接过程的稳定性得不到明显改善。
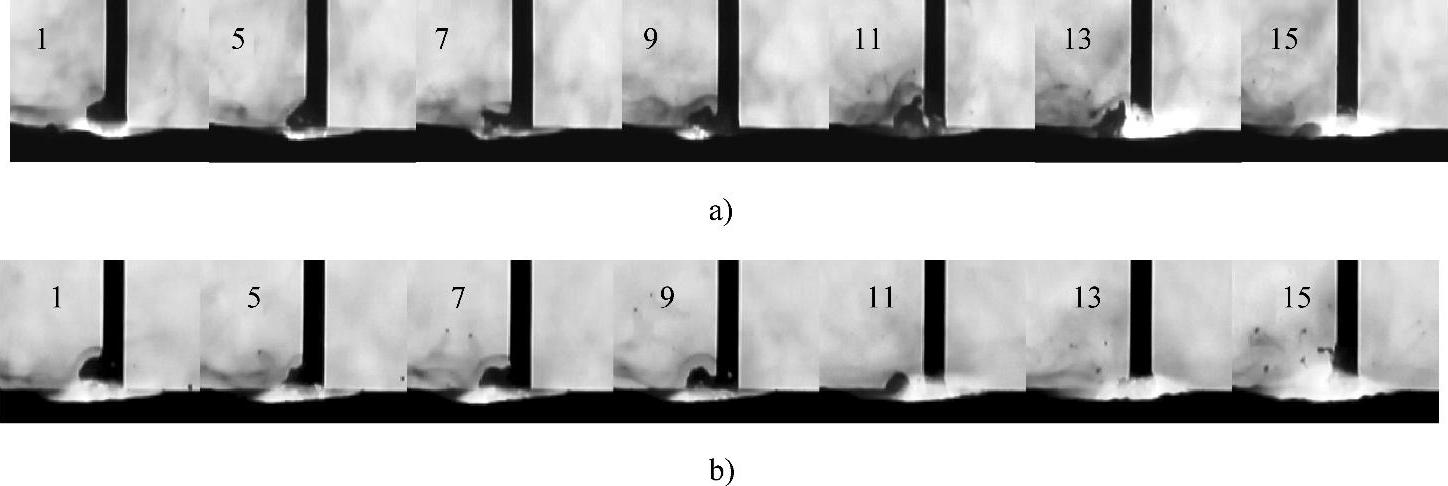
图8-11 金属粉芯焊丝CO2气体保护焊大参数时熔滴过渡的高速摄影照片
焊丝样品:SQC-01造渣型金属粉芯焊丝,φ1.2mm;焊接参数:32V/150dm/min;拍摄速度:1200f/s。
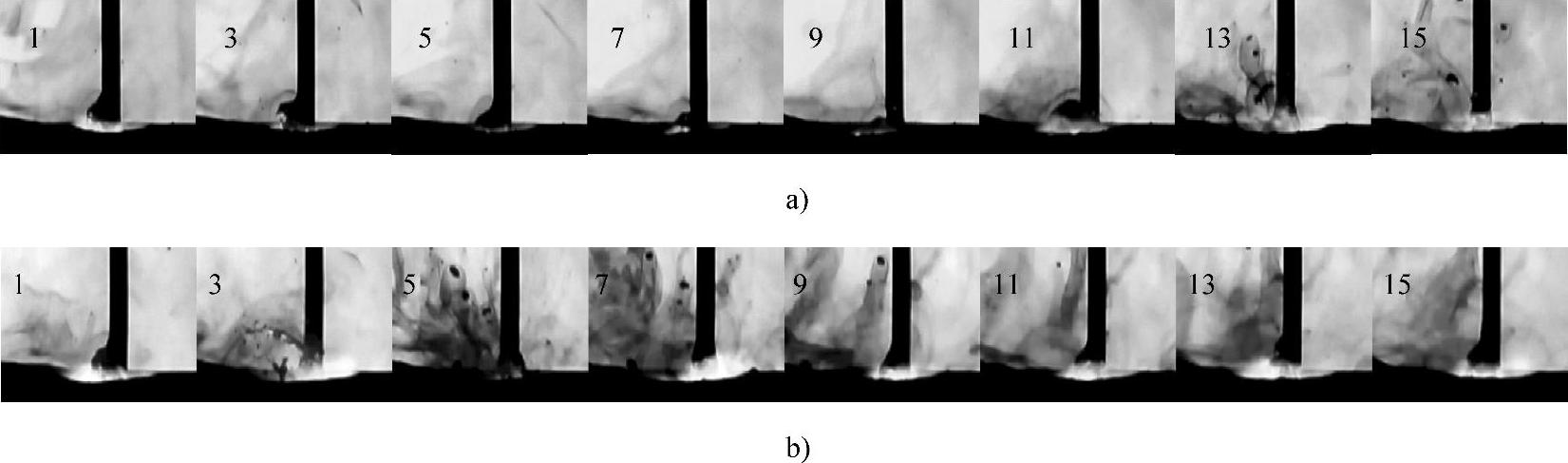
图8-12 金属粉芯焊丝CO2气体保护焊大参数时飞溅现象的高速摄影照片
焊丝样品:SQC-01造渣型金属粉芯焊丝,φ1.2mm;焊接参数:32V/150dm/min;拍摄速度:1200f/s。
当焊接参数继续增大到36V/200dm/min时,熔滴过渡频率超过60s-1,实现细熔滴过渡(图8-13),飞溅明显减小,电弧稳定,应该说这是焊接过程较为理想的状态。

图8-13 金属粉芯焊丝CO2气体保护焊大参数时实现细熔滴过渡的高速摄影照片
焊丝样品:SQC-01造渣型金属粉芯焊丝,φ1.2mm;焊接参数:36V/200dm/min;拍摄速度:1200f/s。
现再举另外两个适用于CO2气体保护焊的造渣型金属粉芯焊丝的例子,试验焊丝样品名称为HSQC-01和HTEC-01。从如图8-14所示的电弧电压和焊接电流波形可以看出,在不大的焊接参数下,两种焊丝都具有典型的短路过渡特征,熔滴进行短路过渡,可以基本保证焊接过程的稳定。分析两种焊丝电弧物理特性参数的测试结果(表8-1),再对比一下图8-14所示的波形,以及图8-15、图8-16所示的电弧电压、焊接电流概率密度分布图和图8-17所示的短路频率分布图,可以看出两种焊丝样品的电弧物理特性是有区别的。由波形图看到HTEC-01焊丝短路比较密集;从图8-17短路频率分布图看出,HTEC-01焊丝短路频率分布比HSQC-01焊丝向左集中,HTEC-01焊丝短路时间大于1ms的短路频率fsc=37.3s-1比HSQC-01高得多,周期时间Tc=28.72ms,也比较短,周期变异系数ν(Tc)=43.40%,也比HSQC-01低一些。以上的试验结果表明HTEC-01焊丝焊接过程的稳定性好于HSQC-01焊丝。
这一试验说明,可用于CO2气体保护焊的金属粉芯焊丝与普通熔渣型的药芯焊丝CO2气体保护焊一样可以采用短路周期变异系数ν(Tc)为判据对金属粉芯焊丝进行工艺性评价。
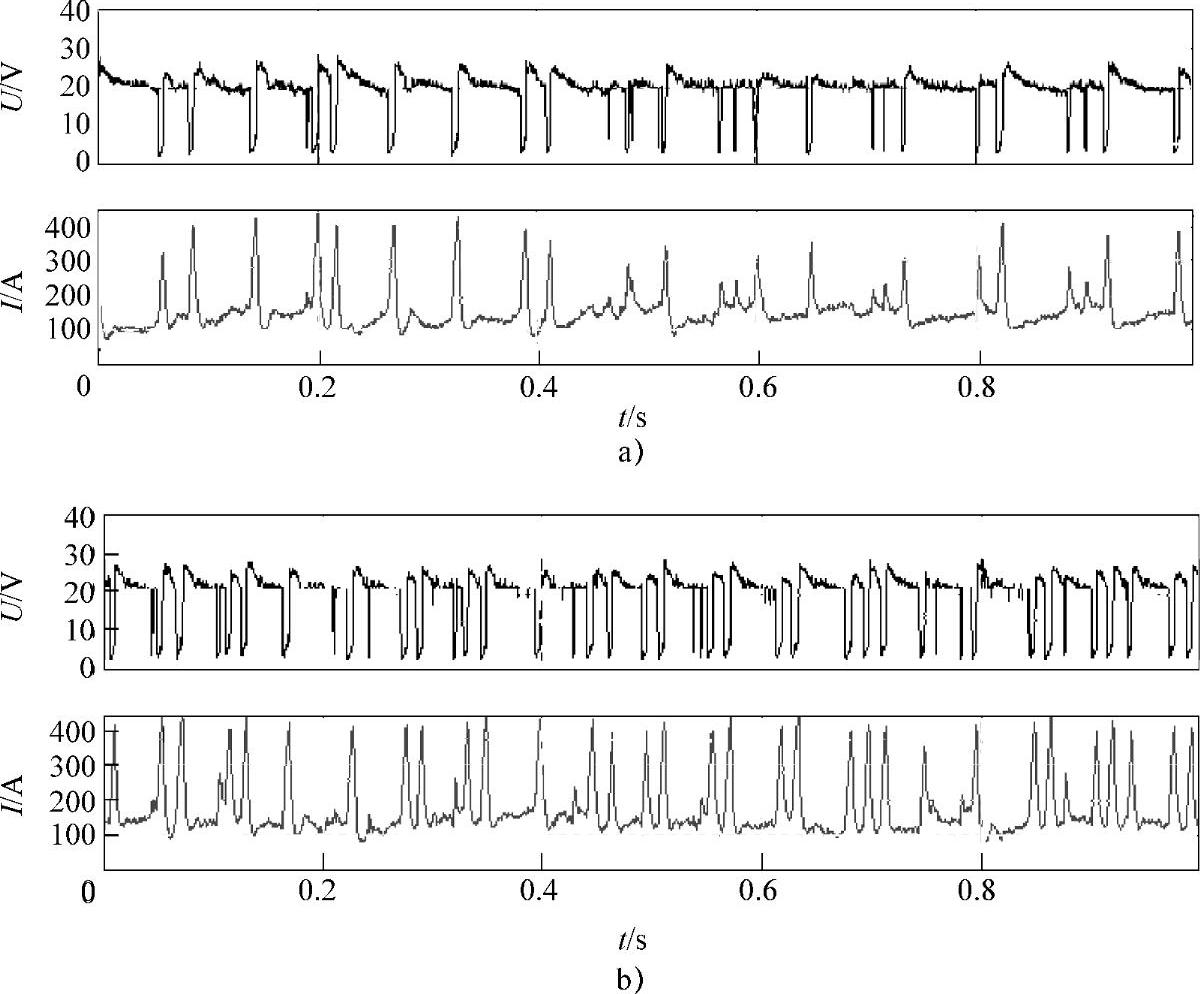
图8-14 金属粉焊丝CO2气体保护焊电弧电压和焊接电流波形图
a)HSQC-01金属粉芯焊丝φ1.2mm b)HTEC-01金属粉芯焊丝,φ1.2mm
表8-1 两种焊丝样品电弧物理特性参数的测试结果

注:分析仪参数设置:短路时间组宽ΔT1=100μs,短路周期组宽ΔTc=500μs,最小短路时间T1min=1000μs,阈值电压Uth=15V。
3.CO2气体保护焊金属粉芯焊丝熔化特点
与熔渣型的药芯焊丝有所不同,在CO2气体保护焊条件下金属粉芯焊丝的熔化、熔滴过渡和电弧行为有其自身的特点。熔渣型的药芯焊丝在排斥过渡时熔滴的形成、长大和过渡往往偏向焊丝的一侧,处在熔滴的底部的电弧也因此而偏离焊丝轴心线运动,药芯中的造渣成分形成的渣柱处于焊芯的中心线,与熔滴基本不融合,并且单独向熔池过渡,这是药芯焊丝CO2气体保护焊时排斥过渡的典型特征。而在CO2气体保护焊条件下的MT80N1金属粉芯焊丝则完全看不到这样的情景。图8-18是MT80N1金属粉芯焊丝的熔化、熔滴过渡和电弧行为的高速摄影照片,从第1帧照片看出,电弧在焊丝端部熔滴下面燃烧着,由于钢皮的导电性好,弧根往往处于钢皮上,使钢皮的熔化速度超前于粉芯,于是粉芯形成的金属柱便暴露出来,且随着钢皮的熔化不断伸长,由于粉芯形成的金属柱具有导电性,因此电弧就可能由钢皮上转移到金属柱的底部燃烧(第2帧照片),电弧对粉芯的直接加热使粉芯金属柱迅速熔化变短(第3、4帧照片),并与上面的钢皮形成的熔滴合并形成较大的熔滴(第5帧照片),之后过渡到熔池(第6帧照片)。

图8-15 金属粉焊丝CO2气体保护焊电压概率密度分布图
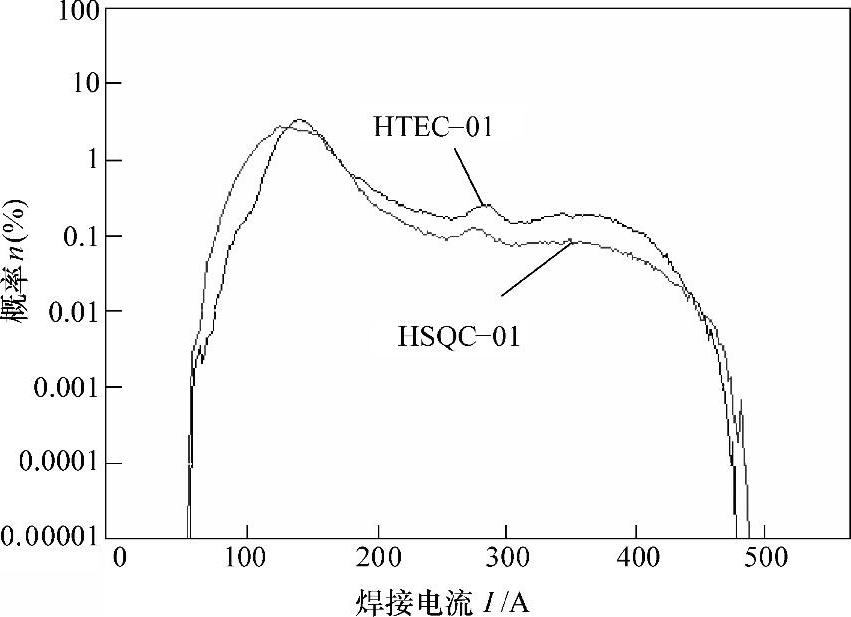
图8-16 金属粉芯焊丝CO2气体保护焊焊接电流概率密度分布图
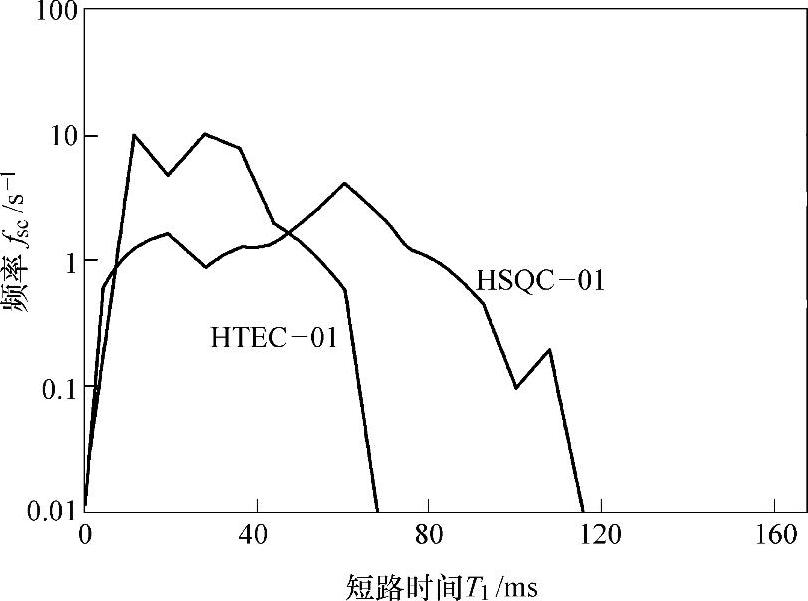
图8-17 金属粉芯焊丝CO2气体保护焊短路频率分布图

图8-18 金属粉芯焊丝CO2气体保护焊熔滴和电弧行为的高速摄影照片
焊丝样品:MT80N1焊丝,φ1.2mm;焊接参数:38.5V/410A;拍摄速度:2000f/s。
图8-19描述了金属粉芯焊丝焊接时同样的熔化特征,在第4帧照片看出,由于钢皮熔化得更快,使金属粉芯从焊芯端头伸出,钢皮形成的熔滴处在药芯柱的上部,电弧转移到药芯柱底部燃烧(第5帧照片),对药芯形成的金属柱进行加热,使其熔化,形成的液态金属流入熔池,金属柱自身逐渐缩短(第6、7帧照片),而此时电弧对钢皮的直接加热暂时停止,停留在焊丝端上部的熔滴也暂时不再长大,在钢皮上形成的熔滴随着焊丝的送进逐渐下移,当金属粉芯形成的金属柱完全被熔掉时,熔滴已下降至焊丝的底部(第8帧照片),之后熔滴进行了过渡(第9帧照片),接着又重复下一个过程。上述钢皮与药芯交替熔化的情况周而复始地出现,成为金属粉芯焊丝在大电流CO2气体保护焊时的特征之一,这一特征随着焊接电流的增大而越发明显,交替熔化的现象造成电弧长度周期性改变,对焊接过程的稳定性有不利的影响。而在中、小电流焊接时,这种熔化特点不会明显地表现出来,因为电流较小时,钢皮的熔化速度减慢,钢皮上形成的过热熔滴对粉芯的热传导较为充分,加速了粉芯的熔化,使得钢皮超前熔化的程度减小,导致钢皮与金属粉芯的熔化趋于同步。

图8-19 金属粉芯焊丝CO2气体保护焊熔滴和电弧行为的高速摄影照片
焊丝样品:MT80N1焊丝,φ1.2mm;焊接参数:38.5V/410A;拍摄速度:2000f/s。
有关焊接材料工艺性的信息化技术的文章

金属粉芯焊丝有两种类型,一种是适于CO2气体保护焊用的含有一定造渣成分的金属粉焊丝,另一种则是用于富氩保护气体的金属粉焊丝。合适的造渣成分组合使金属粉芯焊丝在CO2气体保护焊条件下获得良好的焊接工艺性。研究金属粉芯焊丝的电弧物理特性有助于加深对金属粉芯焊丝冶金特性和工艺特性的认识,对金属粉芯焊丝产品的研发有现实意义。......
2023-06-30

表8-2 汉诺威分析仪测试的实际焊接参数及标准偏差和变异系数值注:MT80N1金属粉芯焊丝混合气体保护焊。图8-20 金属粉芯焊丝混合气体保护焊电弧电压、焊接电流波形图a)05—21.95V/197.83A图8-20 金属粉芯焊丝混合气体保护焊电弧电压、焊接电流波形图(续)b)06—23.38V/189.42A c)04—23.30V/209.55A d)07—23.84V/212.03A e)03—24.48/247.43A f)02—28.14V/320.90A焊丝样品:MT80N1金属粉芯焊丝,φ1.2mm;保护气体:95% Ar+5%CO2混合气体。图8-21和图8-22是金属粉芯焊丝混合气体保护焊电弧电压、焊接电流概率密度分布叠加图。......
2023-06-30

在CO2气体保护焊排斥过渡时,粗大熔滴的活动对电弧的稳定性产生很大的影响,成为影响CO2气体保护焊工艺性的重要因素之一。图5-101 药芯焊丝CO2气体保护焊排斥过渡时电弧行为的高速摄影照片(一)焊丝样品:KFX-71T030429,φ1.2mm;焊接参数:26V/150A;拍摄速度:2000f/s。显然电弧的行为与熔滴的活动相关,图5-102是钛型药芯焊丝CO2气体保护焊排斥过渡时电弧行为的高速摄影照片,特别清楚地描述了已经长大的熔滴的活动及过渡过程对电弧行为的影响。......
2023-06-30

图6-31中的平稳的熔滴表面张力过渡形态实际反映了HMG-0不镀铜实心焊丝熔滴的基本过渡特征。图6-32 镀铜焊丝CO2气体保护焊高速摄影典型照片焊丝样品:TM-CU镀铜实心焊丝;设置焊接参数:24V/180A;拍摄速度:2000f/s。......
2023-06-30
图中05曲线有明显的短路特征,低电压小驼峰曲线概率比较大,曲线右面有明显的高电压概率分布,在I-PDD图中存在短路大电流分布,表明在相应的参数下,焊接过程不稳定。图F-2 MT80N1金属粉芯焊丝混合气体保护焊焊接电流概率密度分布图焊丝样品:MT80N1金属粉芯焊丝,φ1.2mm;保护气体:95%Ar+5%CO2混合气体。......
2023-06-30
无论是焊条电弧焊还是CO2气体保护焊,短路电爆炸飞溅现象都是主要的飞溅形式。图5-62是实心焊丝样品在CO2气体保护焊时发生激烈的瞬时短路电爆炸飞溅的高速摄影画面。......
2023-06-30
由于尺度为0.1~1.0μm的粒子对人体影响较大,而药芯焊丝CO2气体保护焊时焊接烟尘颗粒直径均分布在0.1~1.0μm之间,因此几乎全部都能被人体吸收[41,42]。焊接时的烟尘是药芯焊丝CO2气体保护焊时重要的电弧物理现象之一。图5-107 药芯焊丝CO2气体保护焊时析出烟尘的现象样品名称:Hobart03.05.08,φ1.2mm;焊接参数:25.5V/150A,直流反接;拍摄速度:2000f/s。......
2023-06-30

相关推荐