【摘要】:碱性药芯焊丝在细熔滴过渡时,由于熔滴细小,过渡时不发生短路,因此由大熔滴造成的短路电爆炸飞溅、大熔滴的自身爆炸飞溅及大熔滴由于电弧力的作用形成的大颗粒熔滴的飞溅现象已不会出现。对碱性药芯焊丝细熔滴过渡过程飞溅现象的观察表明,不稳定的细熔滴过渡过程往往导致飞溅,这是细熔滴过渡产生飞溅的主要原因。以上这几个案例是细熔滴过渡时具有代表性的飞溅形式。熔池中的飞溅也是细熔滴过渡时飞溅现象之一。
碱性药芯焊丝在细熔滴过渡时,由于熔滴细小,过渡时不发生短路,因此由大熔滴造成的短路电爆炸飞溅、大熔滴的自身爆炸飞溅及大熔滴由于电弧力的作用形成的大颗粒熔滴的飞溅现象已不会出现。对碱性药芯焊丝细熔滴过渡过程飞溅现象的观察表明,不稳定的细熔滴过渡过程往往导致飞溅,这是细熔滴过渡产生飞溅的主要原因。
对不同厂商碱性药芯焊丝样品试验表明,细熔滴过渡时不一定完全形成理想化的滴状过渡,有时看到大块的形状极不规则的熔体过渡,这种不稳定的细熔滴过渡往往与熔滴的爆炸行为相伴发生,使熔体被分裂成碎块,一部分碎块进入熔池,形成块状过渡,也有部分碎块成为飞溅,增大了过程的不稳定性。图7-35中所表现的是由于熔滴的不稳定过渡和熔滴的爆炸行为引起的飞溅的高速摄影照片。
熔滴稳定过渡模式的基本特征是:熔滴近似于球形,颗粒大小均匀,过渡频率高且波动小,保持着较长的和稳定的渣柱,熔滴沿渣柱过渡,较小偏离。在这种条件下很少产生飞溅。如果没有这种稳定的过渡模式,则飞溅不可避免。从根本上说,细熔滴过渡时的飞溅现象是由于冶金因素和电弧物理因素共同作用所致,不稳定的过程导致飞溅,而飞溅也会导致过程的不稳定,两者之间相互影响,互为因果。
图7-36、图7-37显示两幅细颗粒过渡时熔体自身爆炸引起飞溅现象。图中照片显示爆炸过程十分猛烈,看到焊丝端部的熔体发生爆炸后分裂成大小不均的飞溅颗粒,对过程的稳定性破坏极大。熔体自身爆炸引起的飞溅现象,除了熔体本身冶金因素外,过大的电磁压缩力是造成爆炸飞溅的主要原因。图7-38的照片中看到,由焊丝端部的熔体喷洒出十分细小的飞溅物。
以上这几个案例是细熔滴过渡时具有代表性的飞溅形式。
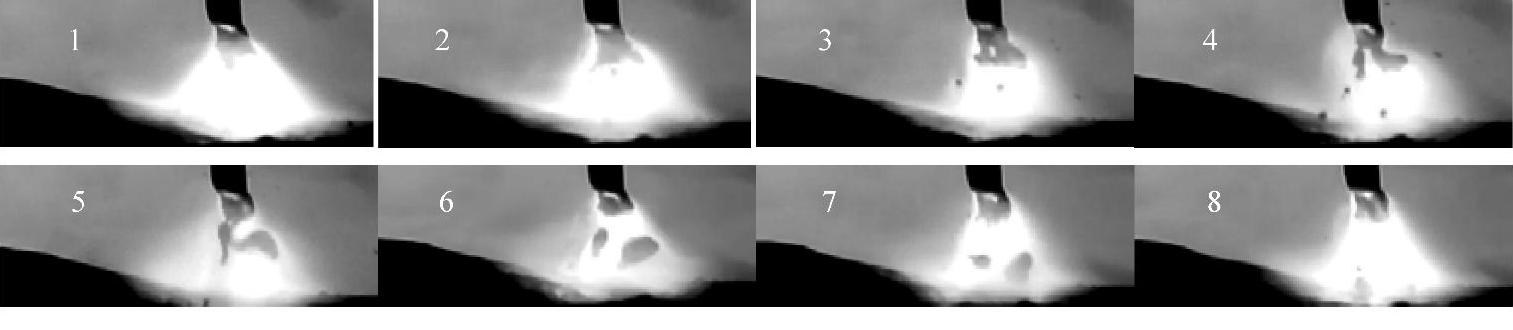
图7-35 碱性药芯焊丝不稳定过渡时熔滴的爆炸行为引起的飞溅现象
样品名称:YC508-3碱性药芯焊丝,φ1.6mm;设置焊接参数:28V/65dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。
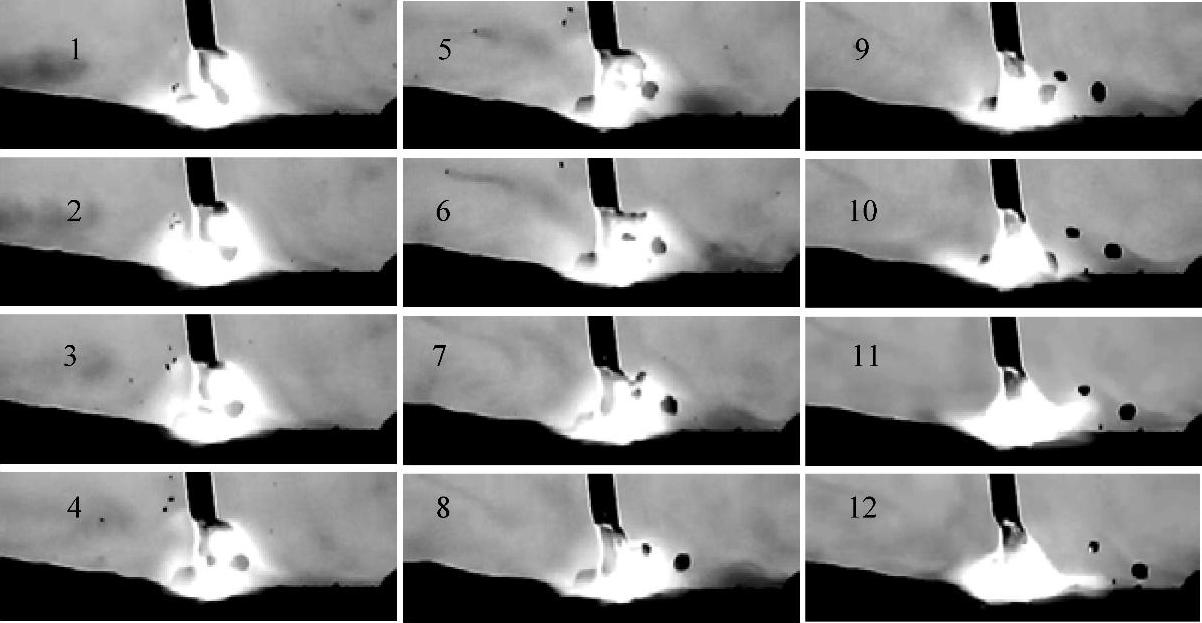
图7-36 细熔滴过渡时熔滴自身爆炸引发飞溅现象(一)
样品名称:YC507碱性药芯焊丝,φ1.6mm;设置焊接参数:28V/65dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。
由较大熔体中分离出来的细小熔滴引起飞溅在碱性药芯焊丝中十分常见,尤其是大熔滴排斥过渡时,这种情况更多出现,在细熔滴过渡时这种现象同样会发生,停留在焊丝端部的熔体的激烈活动很容易从熔体边界分离出较小的熔滴,并飞离出去形成飞溅。图7-39表现的就是这样的例子,在图中第1帧照片看到从熔体下端分离出一个小的熔滴,被排斥出电弧区(第2~12帧照片)形成飞溅,仔细观察发现,在第7~12帧照片和第16~18帧照片中还有一个更小的熔滴在熔体边界被分离出,形成飞溅。
熔池中的飞溅也是细熔滴过渡时飞溅现象之一。
图7-40是显示熔池中发生飞溅的例子,在第3帧照片看到有两个熔滴,一个是沿渣柱过渡的熔滴,另一个是从熔池中逸出来的熔滴,在第4、5帧照片看到前一个熔滴已经过渡到熔池中,而由熔池中逸出的熔滴继续飞离,在第9帧照片看到又有一个十分细小的熔滴由熔池中飞出,形成飞溅,这两个熔滴在飞行过程中均被烧掉。
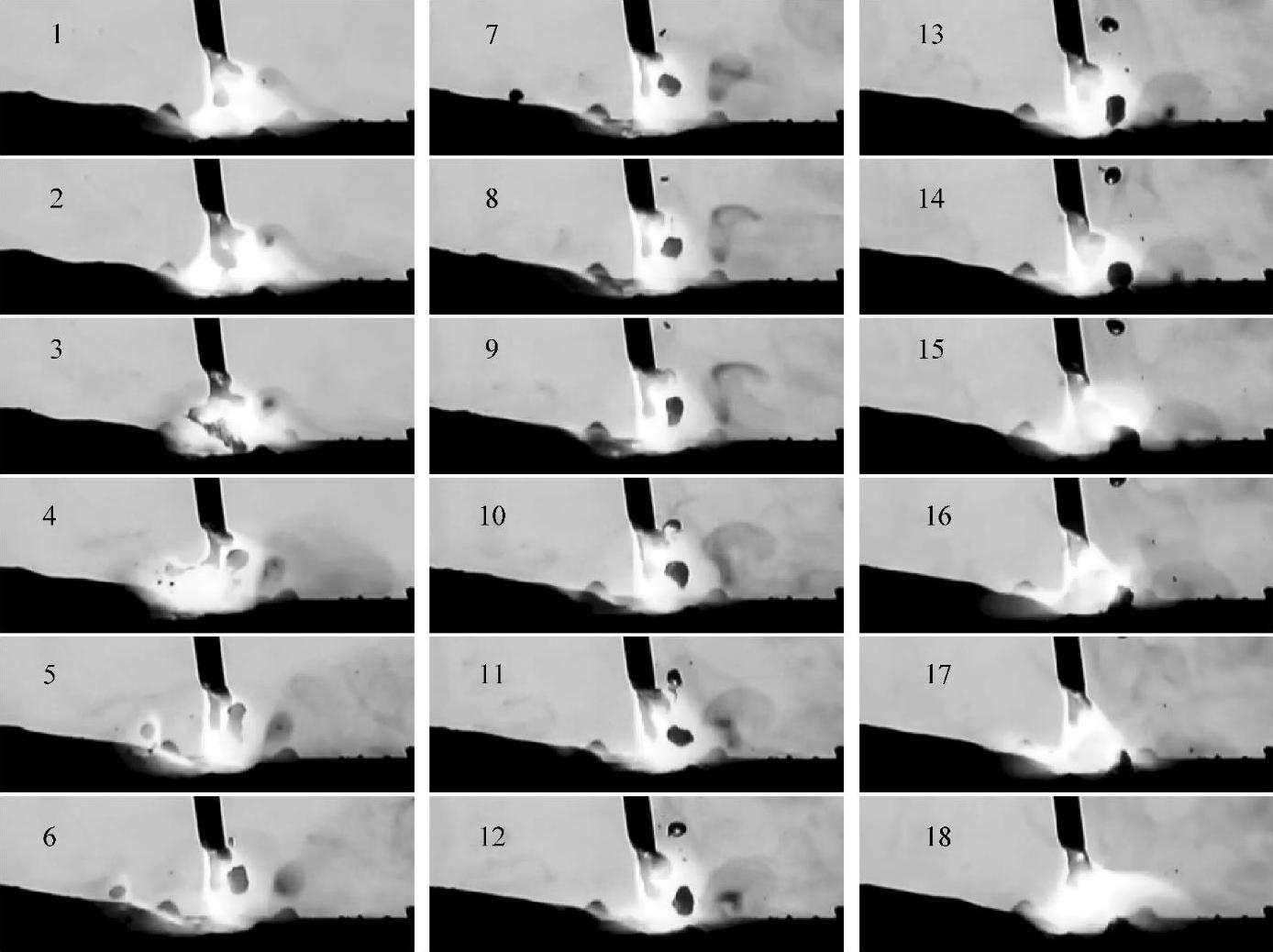
图7-37 细熔滴过渡时熔滴自身爆炸引发飞溅现象(二)
样品名称:YC507碱性药芯焊丝,φ1.6mm;设置焊接参数:28V/65dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。
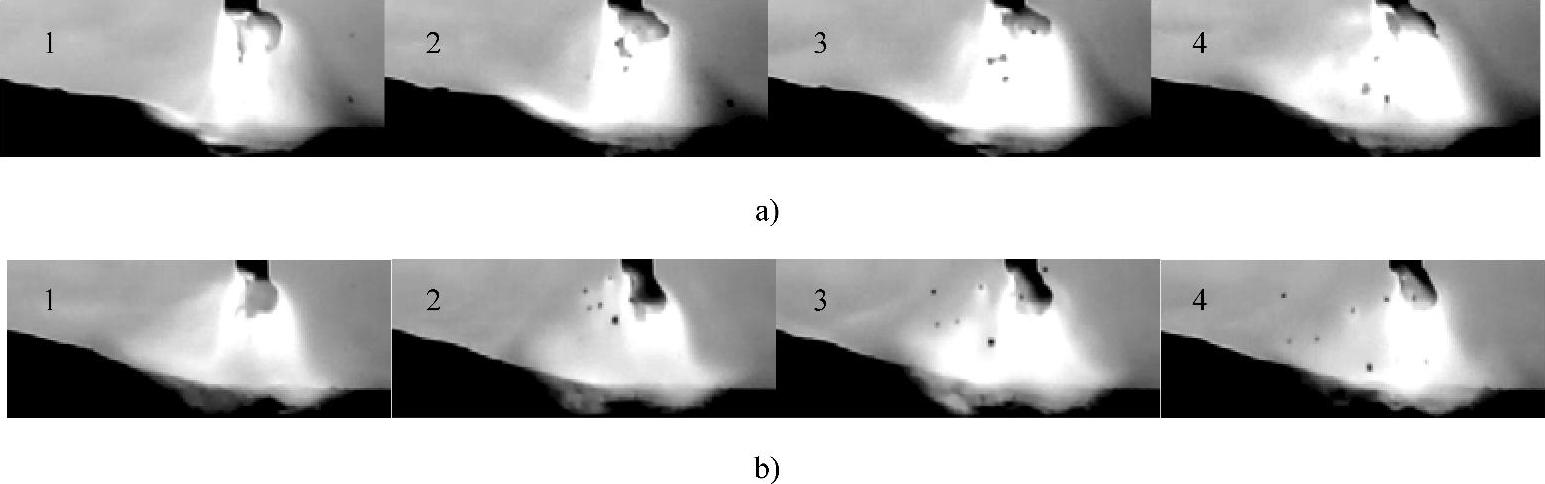
图7-38 由焊丝端部的熔体喷洒出十分细小颗粒的飞溅物
样品名称:YC508-3碱性药芯焊丝,φ1.6mm;设置焊接参数:28V/65dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。
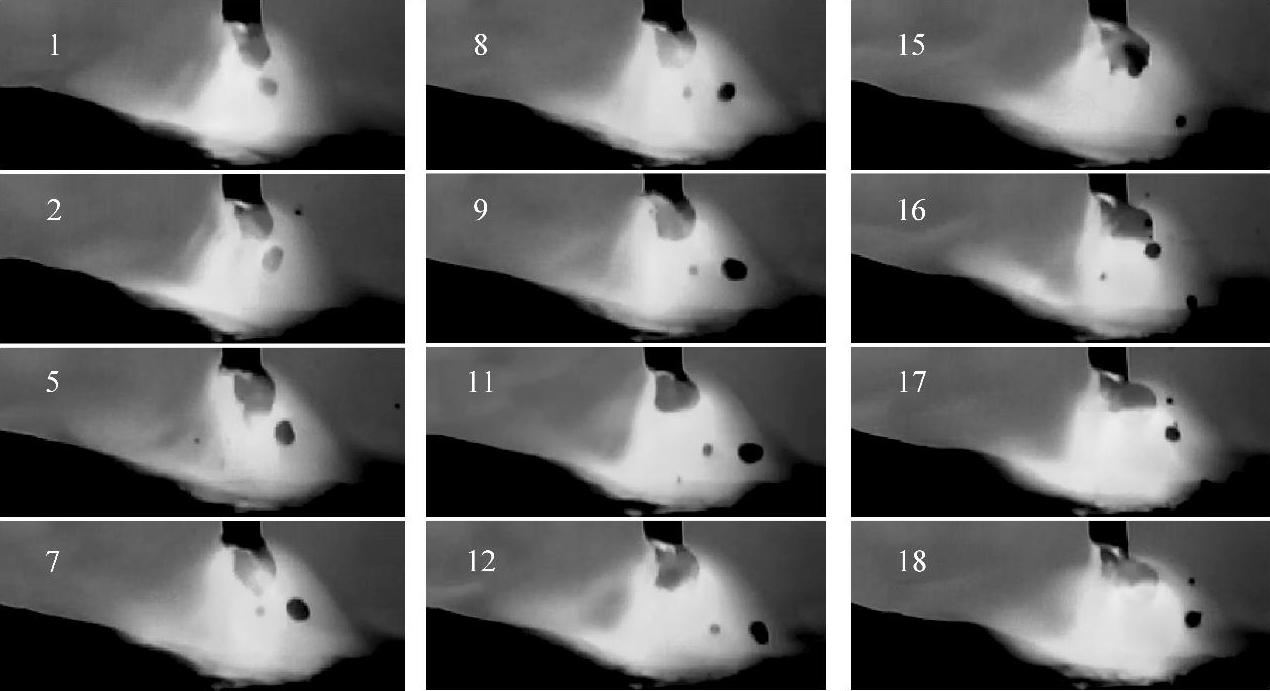
图7-39 碱性药芯焊丝由熔体中分离的熔滴引起飞溅的例子
样品名称:YC508-3碱性药芯焊丝,φ1.6mm;设置焊接参数:28V/65dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。
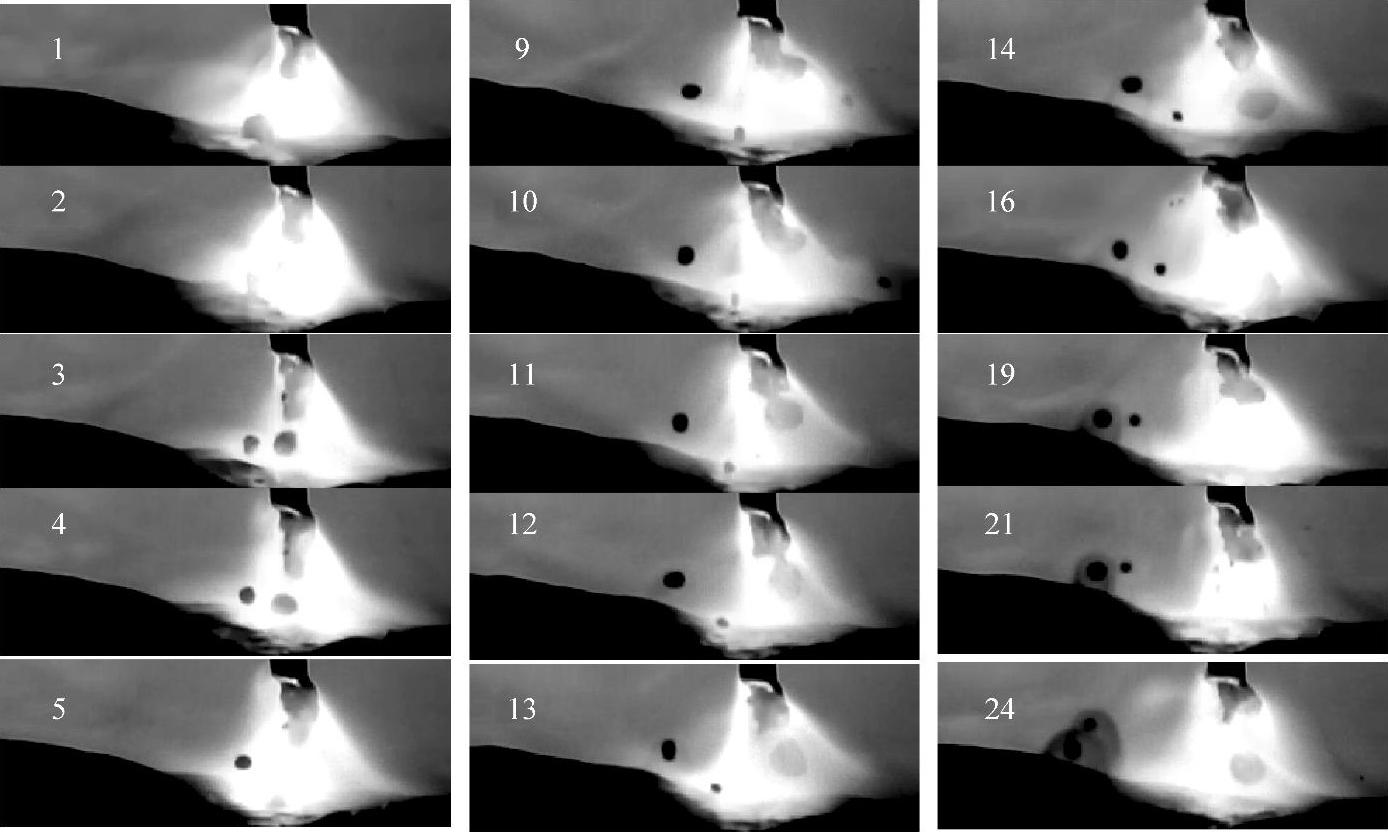
图7-40 细熔滴过渡时的熔池飞溅现象
样品名称:YC508-3碱性药芯焊丝,φ1.6mm;设置焊接参数:28V/65dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。





相关推荐