当细熔滴过渡时,熔滴十分细小,过渡频率很高,熔滴的过渡对电弧行为几乎不产生影响。图5-104是显示细熔滴过渡时电弧行为特征的高速摄影照片,看出在熔滴长大和过渡过程中,电弧始终处于焊丝的中心轴线。图5-104 药芯焊丝CO2气体保护焊细熔滴过渡时稳定的电弧行为焊丝样品:DW100药芯焊丝,φ1.2mm;焊接参数:36V/200dmmin,直流反接;拍摄速度:1200f/s。......
2025-09-29
当设置焊接参数较小时,碱性药芯焊丝为大熔滴的排斥过渡,其熔滴行为完全表现为排斥过渡的特征:熔滴尺寸大,过渡频率低,在焊丝端部的停留时间长,熔滴被电弧力分离的可能性增大,导致大熔滴飞溅概率增大。当采用较大送丝速度,即焊接电流增大时,熔滴过渡时的受力状况将发生变化,电磁收缩力、等离子体流力成为推动熔滴过渡的主要力,排斥过渡逐渐向细熔滴过渡转变。细熔滴过渡时,熔滴尺寸减小,过渡频率增大,过渡频率分布趋于均匀,熔滴在焊丝端头停留的时间缩短,熔滴没有充分的时间长到很大的尺寸,大熔滴偏离焊丝轴线的情况明显减少,电弧趋于稳定;由于熔滴细小,且停留时间很短,因此不会发生焊丝端部熔体被分离的情况,大颗粒熔体的飞溅现象基本上被消除;随着电流的增大,药芯焊丝的钢皮熔化速度迅速提高,药芯熔化速度滞后于钢皮的程度增大,渣柱显露出来,对熔滴的过渡起着一定的导向作用,使熔滴在过渡过程中发生偏斜的倾向减小。这些原因都将导致焊丝工艺性的改善。
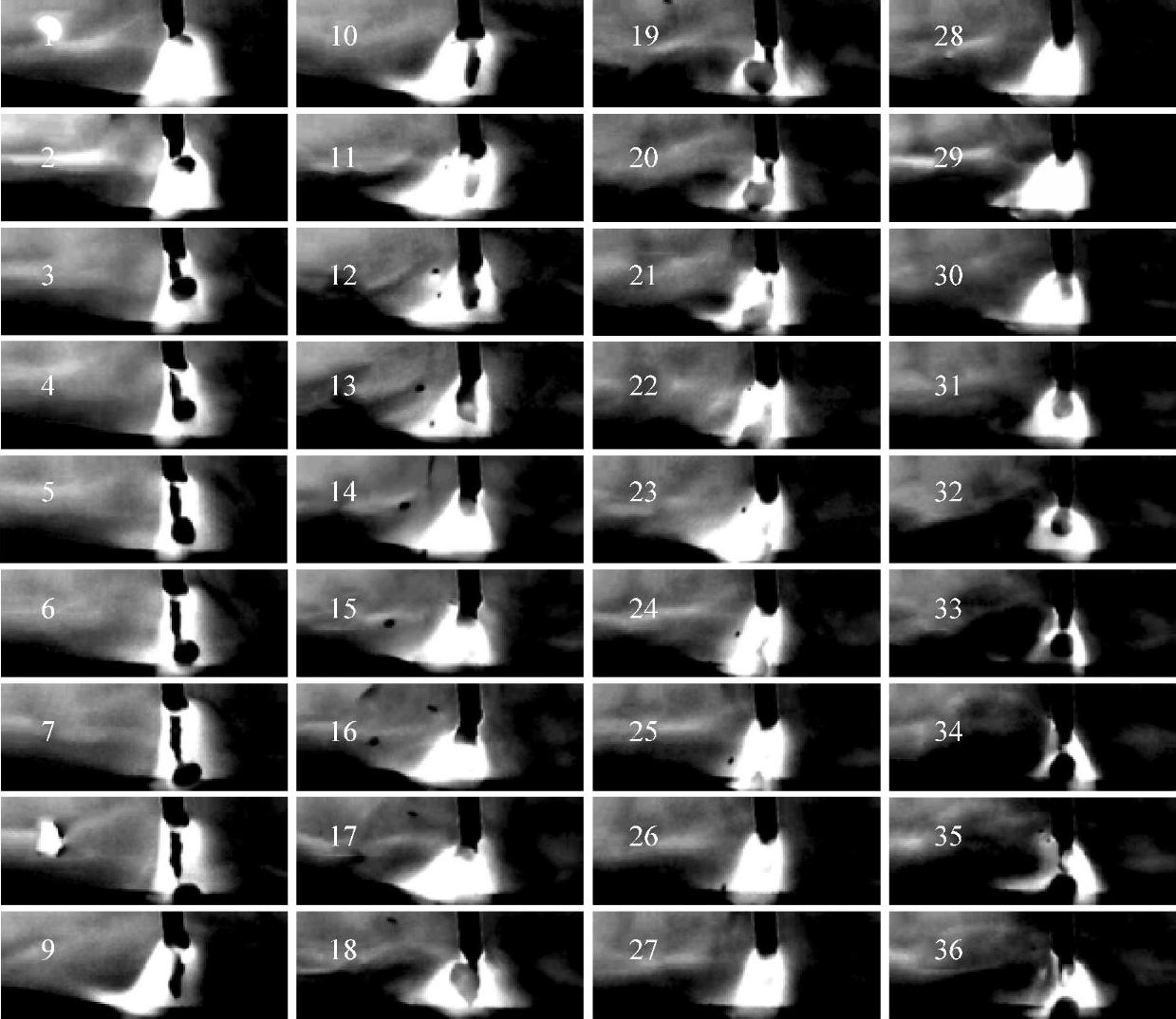
图7-26 碱性药芯焊丝细熔滴过渡的高速摄影照片(一)
样品名称:LIN-3碱性药芯焊丝,φ1.4mm;焊接参数:30V/80dm/min,直流反接;保护气体:80%Ar+20%CO2,拍摄速度:1200f/s。
图7-26是LIN-3药芯焊丝样品发生细熔滴过渡的高速摄影照片,设置焊接参数为30V,送丝速度为80dm/mim,采用富氩保护气体。由图看出,在选取的36帧图片中连续进行了三次熔滴的过渡,分别是第2~9帧、第18~22帧、第31~36帧照片。从照片上统计每一个熔滴的过渡周期约为13~15帧照片,平均过渡频率超过80s-1。由图7-27熔滴的一次滴状过渡图片看到,熔滴尺寸接近或稍大于焊丝直径,仔细观察照片可以发现,熔滴从焊丝端部脱离,沿渣柱滑落熔池,过渡过程十分平稳,这是碱性药芯焊丝最为理想的过渡模式。图7-28为ESAB-3碱性药芯焊丝细熔滴过渡的高速摄影照片。与前者同样具有发生细熔滴平稳过渡的过程,它们的共同的特点是:熔滴过渡均匀,在燃弧过程中在焊丝的轴线上保持着稳定的渣柱。
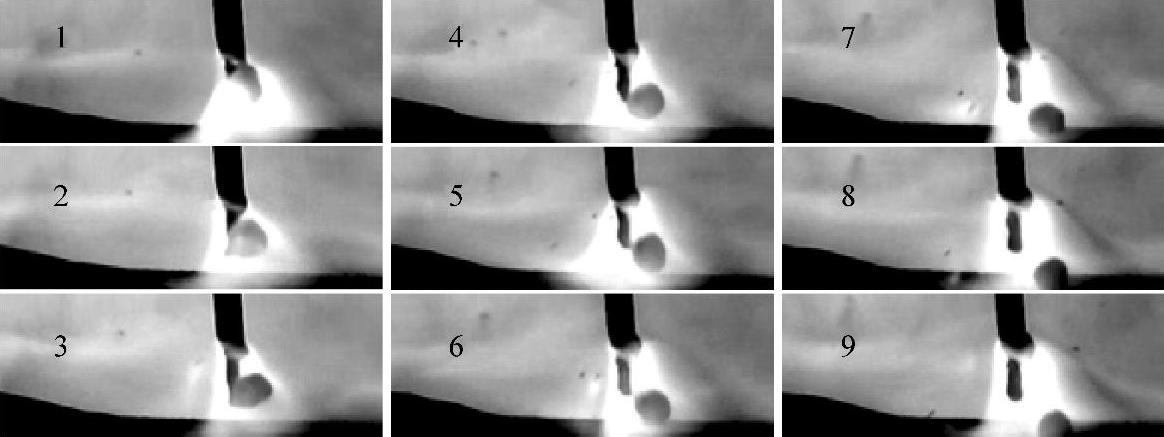
图7-27 碱性药芯焊丝细熔滴过渡的高速摄影照片(二)
样品名称:LIN-3碱性药芯焊丝,φ1.4mm;设置焊接参数:30V/80dm/min,直接反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。
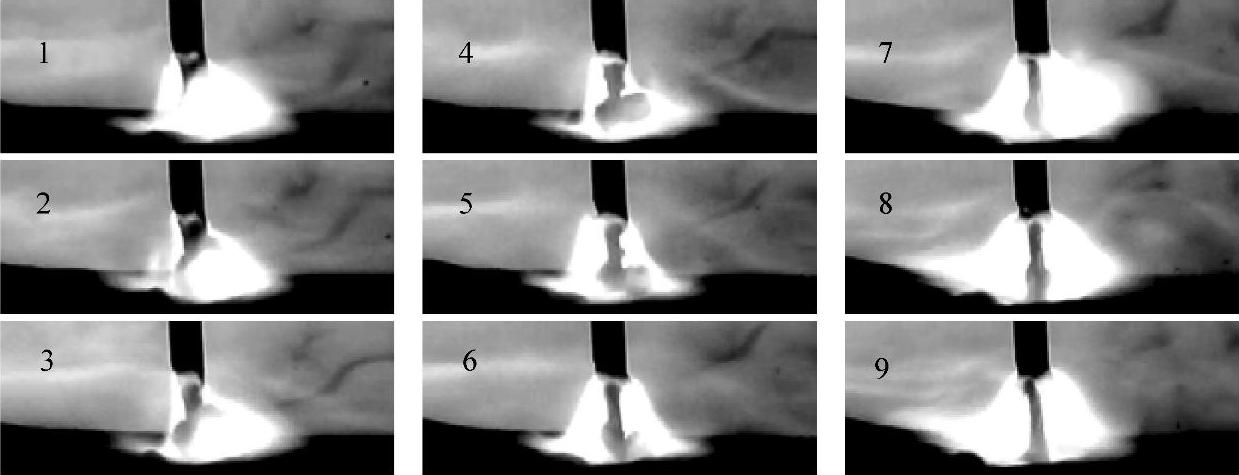
图7-28 碱性药芯焊丝细熔滴过渡的高速摄影照片(三)
样品名称:ESAB-3碱性药芯焊丝,φ1.6mm;设置焊接参数:28V/65dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。
图7-29是YC507碱性药芯焊丝在25.4V/52dm/min条件下形成的细熔滴过渡的高速摄影照片。图7-29a中记录了一个熔滴长大到过渡的全过程(从第1帧照片开始到熔滴过渡完成总共36帧照片,图中选取其中的15帧),而图7-29b选取了另一个熔滴过渡的实例,照片共28帧,这两个实例表现了球形熔滴平稳过渡的画面,代表了这种焊丝平稳的细熔滴过渡的基本形态。按摄影速度计算,这两个实例熔滴过渡的频率分别为33.3s-1和43.5s-1,与图7-27的样品比较,其过程的稳定性很接近。它们的共同特点是在电弧过程中焊丝端部存在并始终保持着稳定的渣柱,尤其是LIN-3焊丝和ESAB-3焊丝样品的渣柱十分坚挺,而图7-29中焊丝的渣柱虽然不像前两者那样长,要短一些,但它同样对熔滴和电弧的行为产生有利影响。
当设置焊接参数由25.4V/52dm/min增大到为28V/65dm/min时,所试验的YC507碱性药芯焊丝样品细熔滴过渡特征发生了变化,由有规律的均匀的滴状过渡转化为不均匀的块状过渡,熔体的形状、尺寸、过渡的频率均匀性等发生了变化,使过程的稳定性逐渐变差。
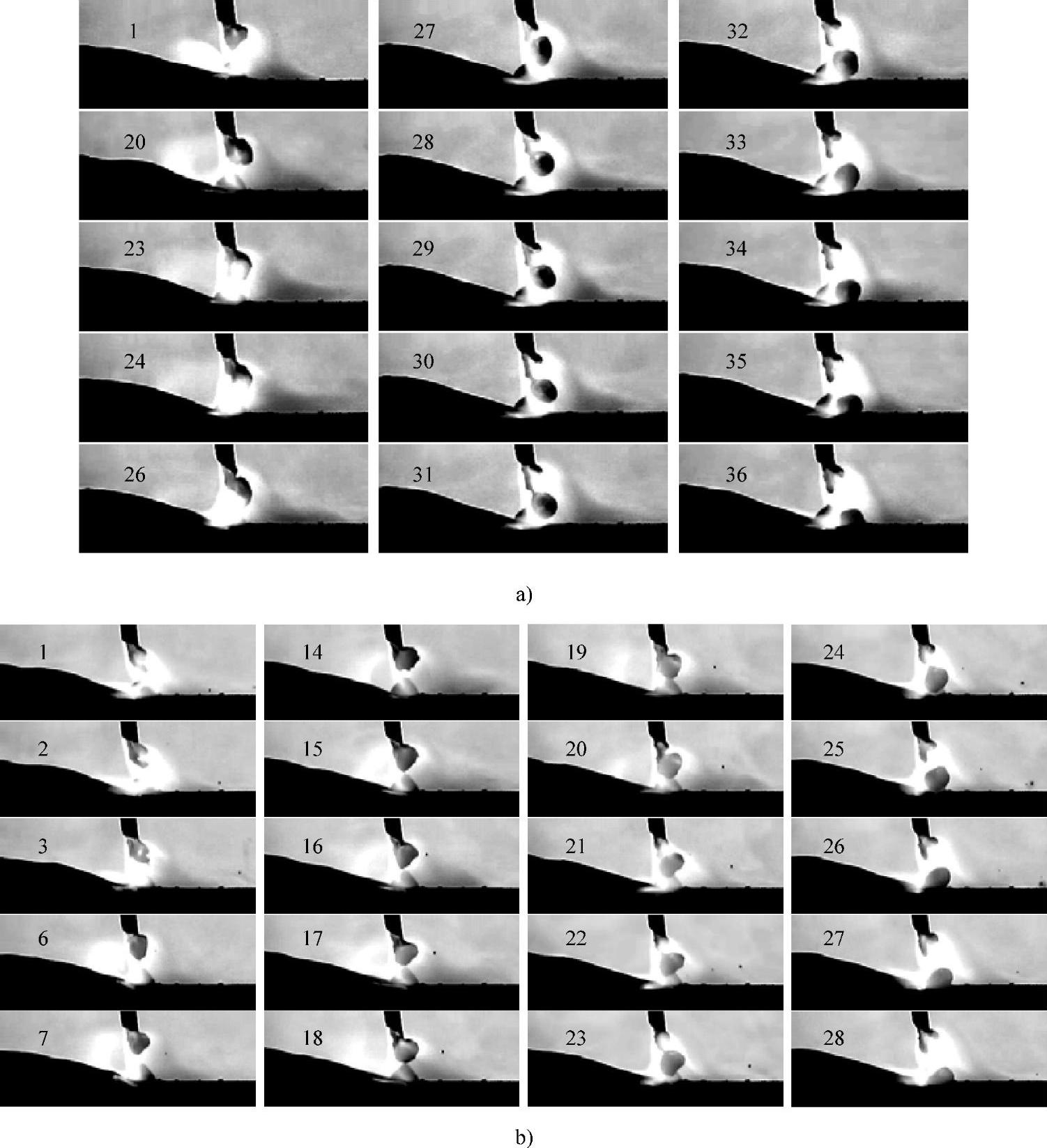
图7-29 碱性药芯焊丝细熔滴过渡的高速摄影照片(四)
样品名称:YC507碱性药芯焊丝,φ1.6mm;设置焊接参数:25.4V/52dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。
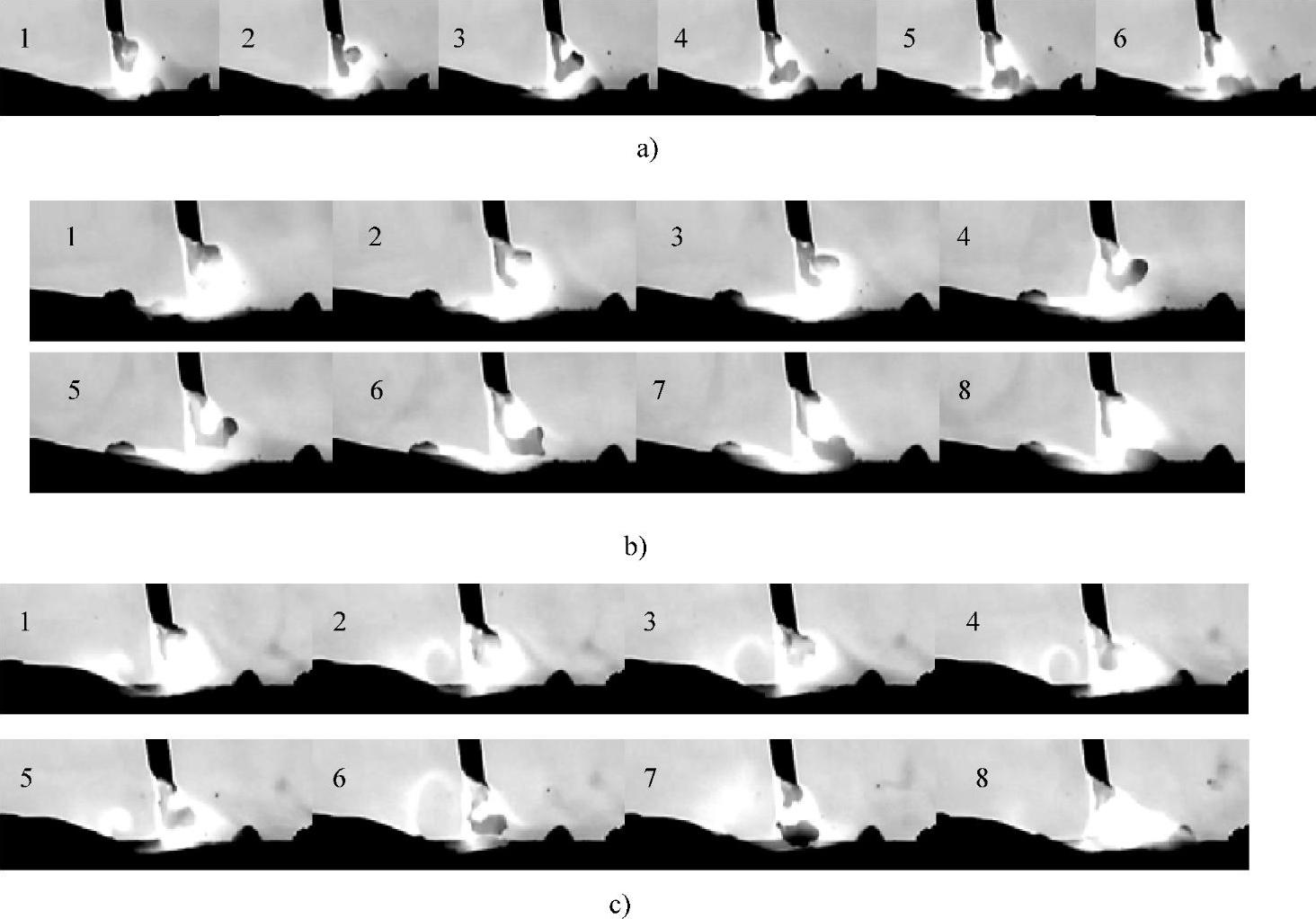
图7-30是碱性药芯焊丝形成不规则的块状熔滴过渡的高速摄影照片,从图中可看出,虽然在这一参数下为细熔滴过渡,但熔滴的形态有所改变,规则的球形熔滴已不太多见,大多呈大小不均匀的块状熔体,原来熔滴沿渣柱进行的有规律过渡形态已不甚明显,焊丝端部的渣柱变短,且不能一直保持,看不出渣柱对熔滴和电弧行为的有利影响。
在这一参数下有时还能看到稳定的球形熔滴过渡,由图7-31看出,在焊丝端部分离出一个小的熔滴向熔池过渡,从照片上看熔滴的过渡过程是很稳定的,但与前面列举的图7-27和图7-28的样品最大的不同是:前者存在明显的渣柱,熔滴是沿着渣柱向熔池过渡的,而后者只看到不太长的渣柱。事实上这个样品出现这种稳定过渡的状况的概率不大,大多数情况看不到清楚的渣柱,更多的时候则完全看不到渣柱(图7-32)。
事实上在短渣柱和无渣柱情况下呈现稳定的球状熔滴过渡情况的概率是比较小的,更多的情况是如图7-33所示的例子。尽管在大的送丝速度下,熔滴变细,但从焊丝端部脱离的熔体的形状不是呈滴状,而是呈不规则的块状,熔体没有规则的边界,熔滴在形成和过渡过程中动荡十分激烈,显然在没有渣柱存在的情况下,熔滴很难平稳地过渡到熔池,这严重地影响了电弧过程的稳定性,使工艺性变差。
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
图7-30 碱性药芯焊丝形成不规则的块状熔滴过渡的高速摄影照片
a)沿渣柱过渡的球形熔滴 b)、c)沿渣柱过渡的块状熔滴
样品名称:YC507碱性药芯焊丝,φ1.6mm;设置焊接参数:28V/65dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。
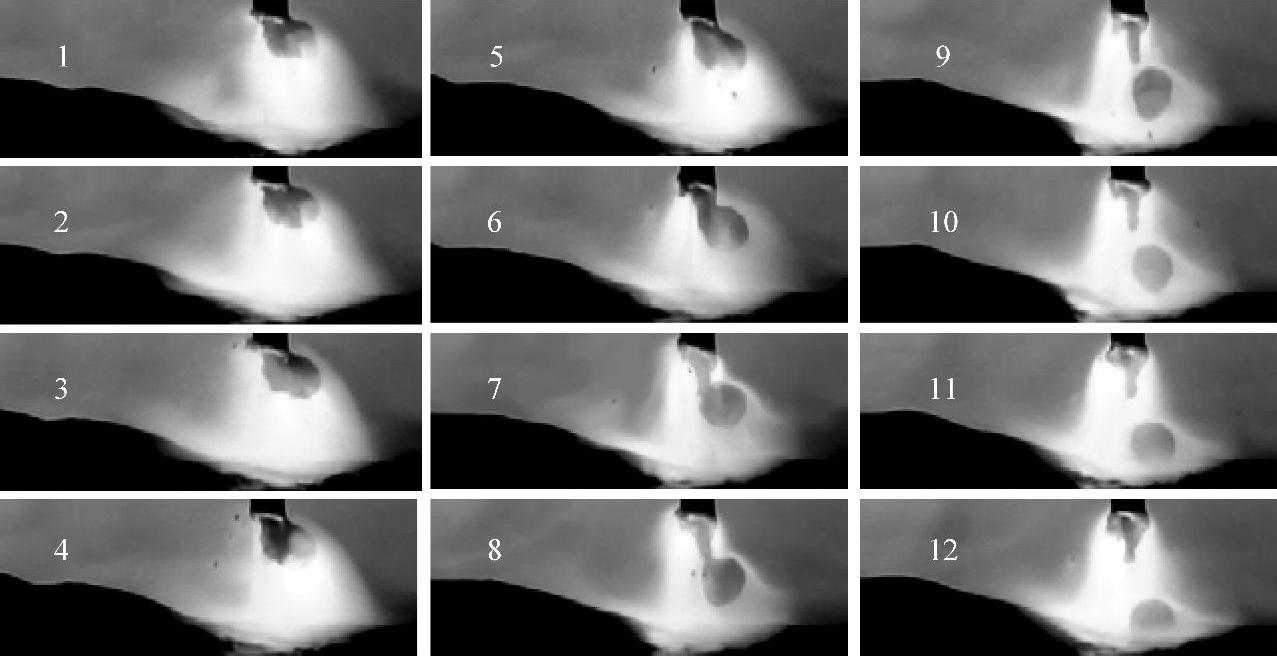
图7-31 碱性药芯焊丝较短渣柱过渡
样品名称:YC508-3碱性药芯焊丝,φ1.6mm;设置焊接参数:28V/65dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。
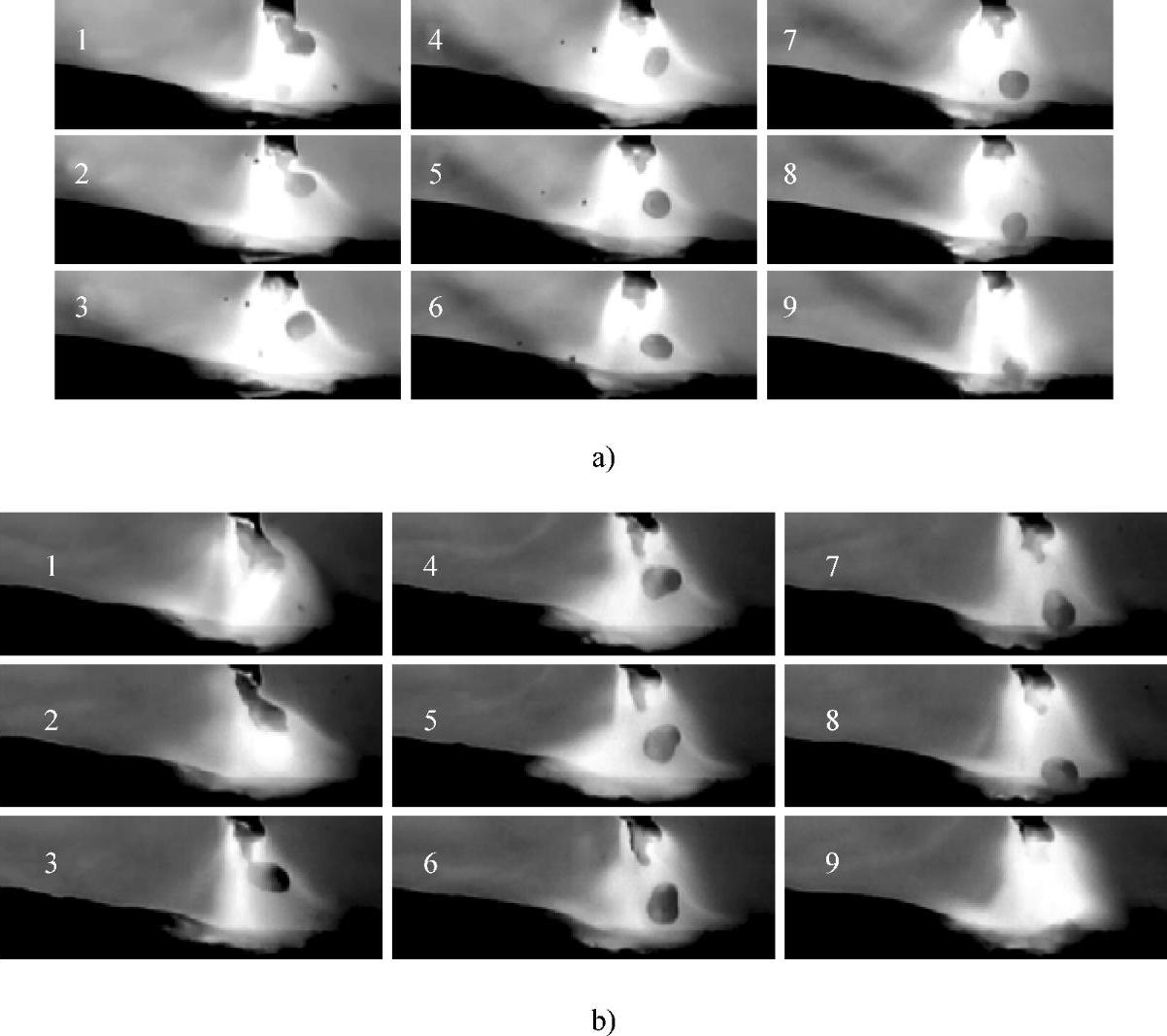
图7-32 碱性药芯焊丝无渣柱时的细熔滴过渡
样品名称:YC508-3碱性药芯焊丝,φ1.6mm;设置焊接参数:28V/65dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。
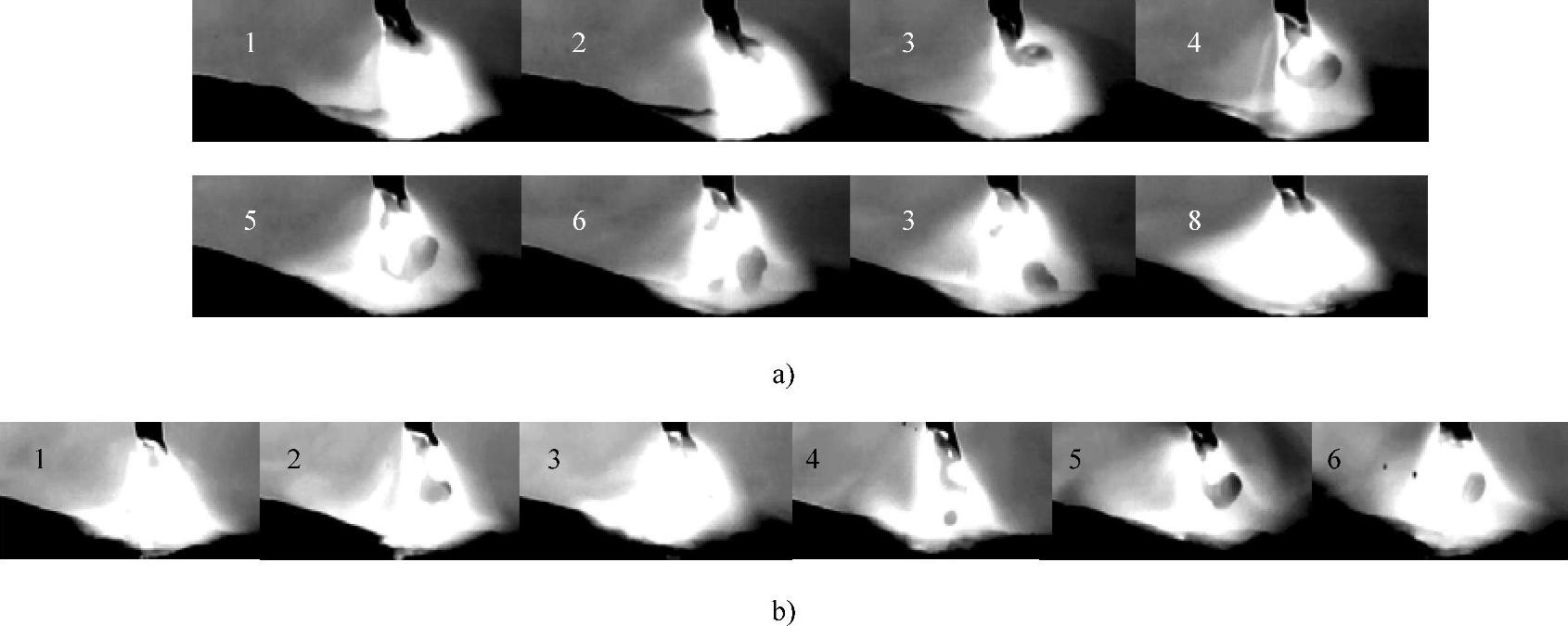
图7-33 碱性药芯焊丝不稳定的细熔滴过渡
样品名称:YC508-3碱性药芯焊丝,φ1.6mm;设置焊接参数:28V/65dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。
试验时观察到LIN和ESAB两种样品无论在小焊接参数下,还是在大焊接参数下都能形成稳定的渣柱。在电弧过程中,当存在渣柱时,熔滴大多沿渣柱进行过渡,尤其是在设置大的焊接参数下,渣柱对熔滴的导向作用更为明显。由于渣柱对熔滴过渡的导向作用,减小了熔滴过渡时的偏离;不仅如此,渣柱还促使熔滴细化,因为渣柱的存在使熔滴在还没有长得很大时就可能从焊丝端部的熔体中被分离出来,并附着在渣柱上向熔池过渡,提高了熔滴的过渡频率。显然这些因素是导致图7-27碱性药芯焊丝样品焊接过程的稳定性明显优于图7-32碱性药芯焊丝样品的重要原因。
图7-29与图7-30是同一种样品,只是设置焊接参数不同,由25.4V/52dm/min增大到28V/65dm/min,但细熔滴过渡特征就发生了大的变化,说明这种样品对设置焊接参数十分敏感,在实际使用时对设置焊接参数要求十分苛刻,这显然不是人们所希望的。
更应该特别指出的是,作者在选取的样品中发现有的样品无论采用怎样的参数进行焊接,都不能得到理想的细熔滴过渡形态。图7-34是反映DQ-A3碱性药芯焊丝样品熔滴过渡特征的照片,看出当送丝速度很大时(设置焊接参数增大到28V/95dm/min),该焊丝还不能形成稳定的细颗粒过渡,在焊丝端部的熔体异常,根本形不成理想意义上的熔滴,而是成为动荡不定的无序的熔体。
一系列测试结果为改进和提高现有碱性药芯焊丝的工艺性,以及开发新的工艺性能优良的碱性药芯焊丝,提供了理想的碱性药芯焊丝电弧物理特性和熔滴行为模式。
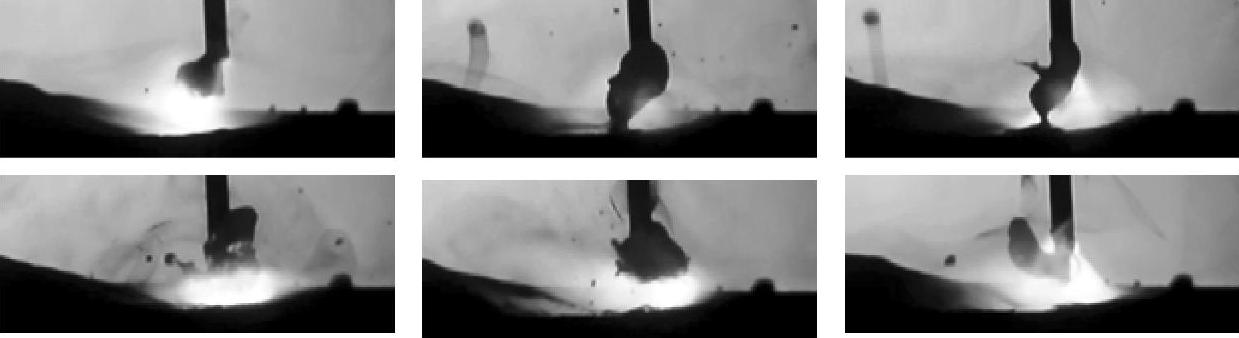
图7-34 碱性药芯焊丝不能形成稳定的细颗粒过渡的单帧照片
样品:DQ-A3碱性药芯焊丝,φ1.2mm,设置焊接参数:28V/95dm/min,直流反接;保护气体:80%Ar+20%CO2。
相关文章

当细熔滴过渡时,熔滴十分细小,过渡频率很高,熔滴的过渡对电弧行为几乎不产生影响。图5-104是显示细熔滴过渡时电弧行为特征的高速摄影照片,看出在熔滴长大和过渡过程中,电弧始终处于焊丝的中心轴线。图5-104 药芯焊丝CO2气体保护焊细熔滴过渡时稳定的电弧行为焊丝样品:DW100药芯焊丝,φ1.2mm;焊接参数:36V/200dmmin,直流反接;拍摄速度:1200f/s。......
2025-09-29

图7-1是撷取的DQ-A碱性药芯焊丝样品四种不同参数有代表性的熔滴行为的高速摄影照片,形象地反映了熔滴实际行为,图中还同时将相应的电弧电压和焊接电流波形图一并显示。DQ-A-3与DQ-A-4相比,前者电弧电压、焊接电流波形的波动比后者大。图7-1 DQ-A碱性药芯焊丝典型的熔滴行为照片和电弧电压、焊接电流波形a)DQ-A-123V/55V/dm/min b)DQ-A-226V/65V/dm/min图7-1 DQ-A碱性药芯焊丝典型的熔滴行为照片和电弧电压、焊接电流波形(续)c)DQ-A-328V/95V/dm/min d)DQ-A-430V/105V/dm/min......
2025-09-29

图7-14 碱性药芯焊丝发生短路电爆炸飞溅的实例样品名称:DQ-A1碱性药芯焊丝,φ1.2mm;设置焊接参数:23V/55dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。图7-17描述的是焊丝端部的熔滴在电弧力的作用下被分离形成飞溅的案例。......
2025-09-29

图5-31 药芯焊丝CO2气体保护焊焊接参数对熔滴过渡频率的影响注:ZB-500型CO2气保焊机,直流反接,气体流量18~20L/min,焊丝伸出长度20mm。图5-34 药芯焊丝CO2气体保护焊细熔滴过渡的高速摄影照片(一)焊丝样品:KFX-71,φ1.2mm;焊接参数:36V/200dm/min,直流反接;拍摄速度:1200f/s。......
2025-09-29

图5-18 药芯焊丝CO2气体保护焊表面张力过渡时发生电爆炸飞溅的高速摄影照片焊丝样品:7DW100030318,焊丝直径:φ1.2mm;焊接参数:24.7V/210A;拍摄速度:2000f/s。图5-22 药芯焊丝CO2气体保护焊形成不稳定的表面张力过渡高速摄影照片(二)焊丝样品:16DW10004.05.23,焊丝直......
2025-09-29

药芯焊丝在CO2气体保护焊条件下,金属熔滴所受到的作用力要复杂一些,不同的熔滴过渡形态熔滴的受力状态不相同。图5-2是药芯焊丝CO2气体保护焊一个熔滴从形成、长大到过渡全过程的高速摄影照片,是从170帧照片中选取有代表性的28帧。......
2025-09-29
药芯焊丝CO2气体保护焊的熔滴过渡形态是药芯焊丝电弧物理现象最主要的特征表现,在第2章阐述了焊条熔滴过渡形态的特征,指出对于一定规格的焊条,由于使用的焊接电流大体上限制在不大的范围内,因此焊条的熔滴过渡形态主要决定于焊条自身的因素,如渣系、药皮组成物成分及物理化学性质、药皮的厚度等。这三种熔滴过渡形态反映了钛型药芯焊丝熔滴过渡的基本情况。......
2025-09-29

图5-50 药芯焊丝CO2气体保护焊时在渣柱末端渣滴过渡的实例(二)焊丝样品:KFX-71药芯焊丝;焊接参数:32V/150dm/min,直流反接;拍摄速度:1200f/s。药芯焊丝CO2气体保护焊时出现熔滴与熔渣两者分别独立进行过渡的现象,很容易被解读为金属熔滴与渣的不融合,实际上多幅照片表现出的两者不相融合只是从已经长大的熔滴与渣柱之间相互接触程度而言,由此得到在排斥过渡时渣柱对粗大熔滴的过渡影响不大的结论有失偏颇。......
2025-09-29
相关推荐