碱性药芯焊丝在细熔滴过渡时,由于熔滴细小,过渡时不发生短路,因此由大熔滴造成的短路电爆炸飞溅、大熔滴的自身爆炸飞溅及大熔滴由于电弧力的作用形成的大颗粒熔滴的飞溅现象已不会出现。对碱性药芯焊丝细熔滴过渡过程飞溅现象的观察表明,不稳定的细熔滴过渡过程往往导致飞溅,这是细熔滴过渡产生飞溅的主要原因。以上这几个案例是细熔滴过渡时具有代表性的飞溅形式。熔池中的飞溅也是细熔滴过渡时飞溅现象之一。......
2023-06-30
1.熔滴短路过渡引起的电爆炸飞溅
既然碱性药芯焊丝存在着大熔滴短路过渡形态,那么一定有发生短路电爆炸飞溅的可能。如图7-14所示为关于碱性药芯焊丝在较小焊接参数下发生短路电爆炸飞溅的实际例子,由图7-14看到,第3~5帧照片发生短路,接着第6~7帧照片发生电爆炸飞溅。

图7-14 碱性药芯焊丝发生短路电爆炸飞溅的实例
样品名称:DQ-A1碱性药芯焊丝,φ1.2mm;设置焊接参数:23V/55dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。
2.电弧力引起的大熔滴飞溅
碱性药芯焊丝由于渣系特点所决定,焊丝的稳弧性能不及钛系药芯焊丝,加之碱性药芯焊丝熔滴的表面张力大,熔滴粗大,活动性强,电弧飘动大,因此凸显出电弧力对熔滴的行为的重要影响。熔滴在电弧力的作用下,加剧了熔滴的活动,而熔滴的活动反过来又对电弧的活动产生影响,因此经常会发现,熔滴在电弧力的作用下,有时熔滴的整体被电弧力从焊丝端部推离,有时电弧力将焊丝端部的大块熔体分割,分割出去的部分熔体被排斥出电弧区以外,形成大颗粒飞溅。
图7-15所示为由电弧力将熔滴整体推离形成飞溅的例子,由图看出,熔滴在焊丝端部激烈地活动引起在熔滴上的电弧根同样激烈的运动。从第8~9帧照片看出,电弧根同时处在焊丝和熔滴的底部。从第7~23帧照片,看到作用在熔滴底部的电弧力指向电弧区外侧;在第24帧照片看到熔滴已经与焊丝脱离,但熔滴的底部保持着一部分弧根(第24~30帧照片),电弧力对熔滴的影响仍然继续着,直到熔滴被推得更远。由图看出熔滴的偏离引导电弧力发生偏斜(第19~32帧照片),最终使熔滴整体脱离焊丝端部而飞离,造成大颗粒飞溅。
图7-16所示为另一个由电弧力造成飞溅的实例。由图7-16a看到,在焊丝端部的较大
熔滴由于自身的激烈活动,使熔滴不能平静地保持在焊丝中心而处于焊丝的一侧,此时电弧力的作用(第4帧照片箭头所指的方向)加剧了熔滴的动荡,并将其抛甩出去,形成猛烈的大熔滴飞溅。由图7-16b第3、7帧照片看出电弧力指向外侧(图中箭头所指的方向),作用十分明显,最终将大熔滴整体推离形成飞溅。
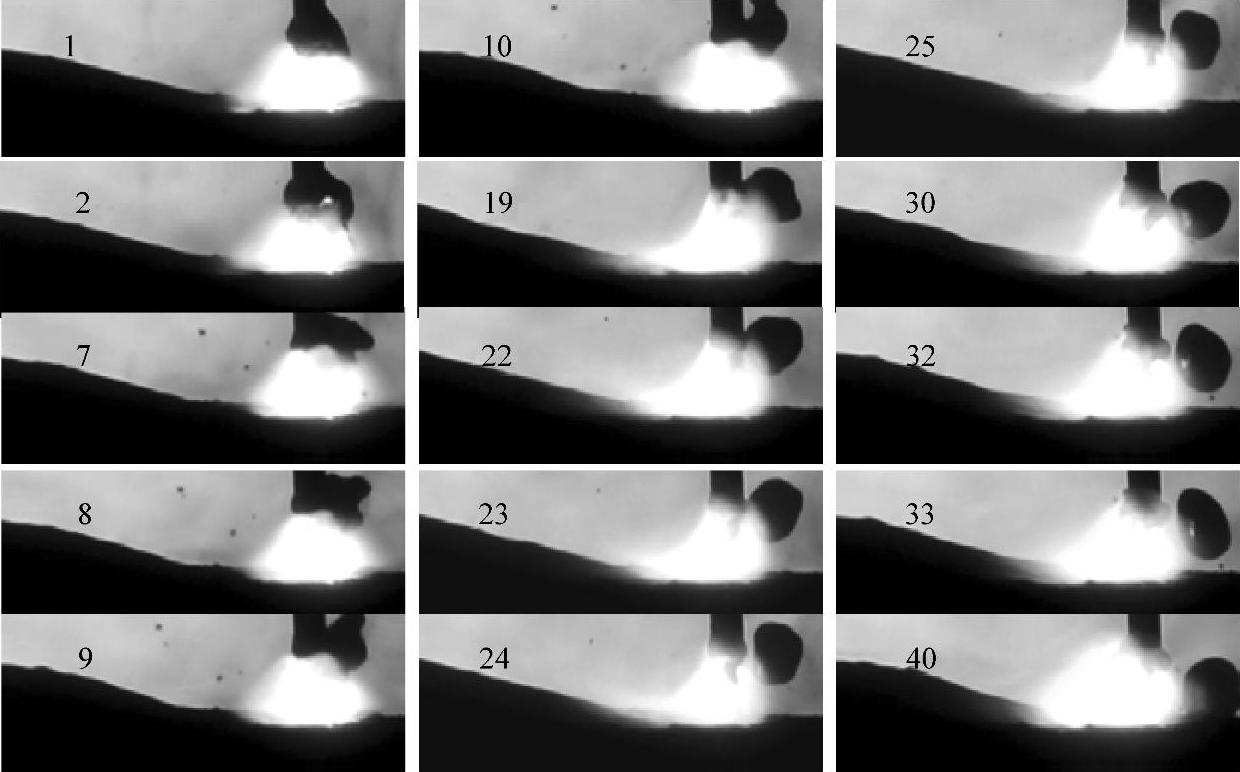
图7-15 电弧力引起熔滴整体飞溅的例子(一)
样品名称:碱性药芯焊丝YC508-1,φ1.6mm;设置焊接参数:24V~45dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。
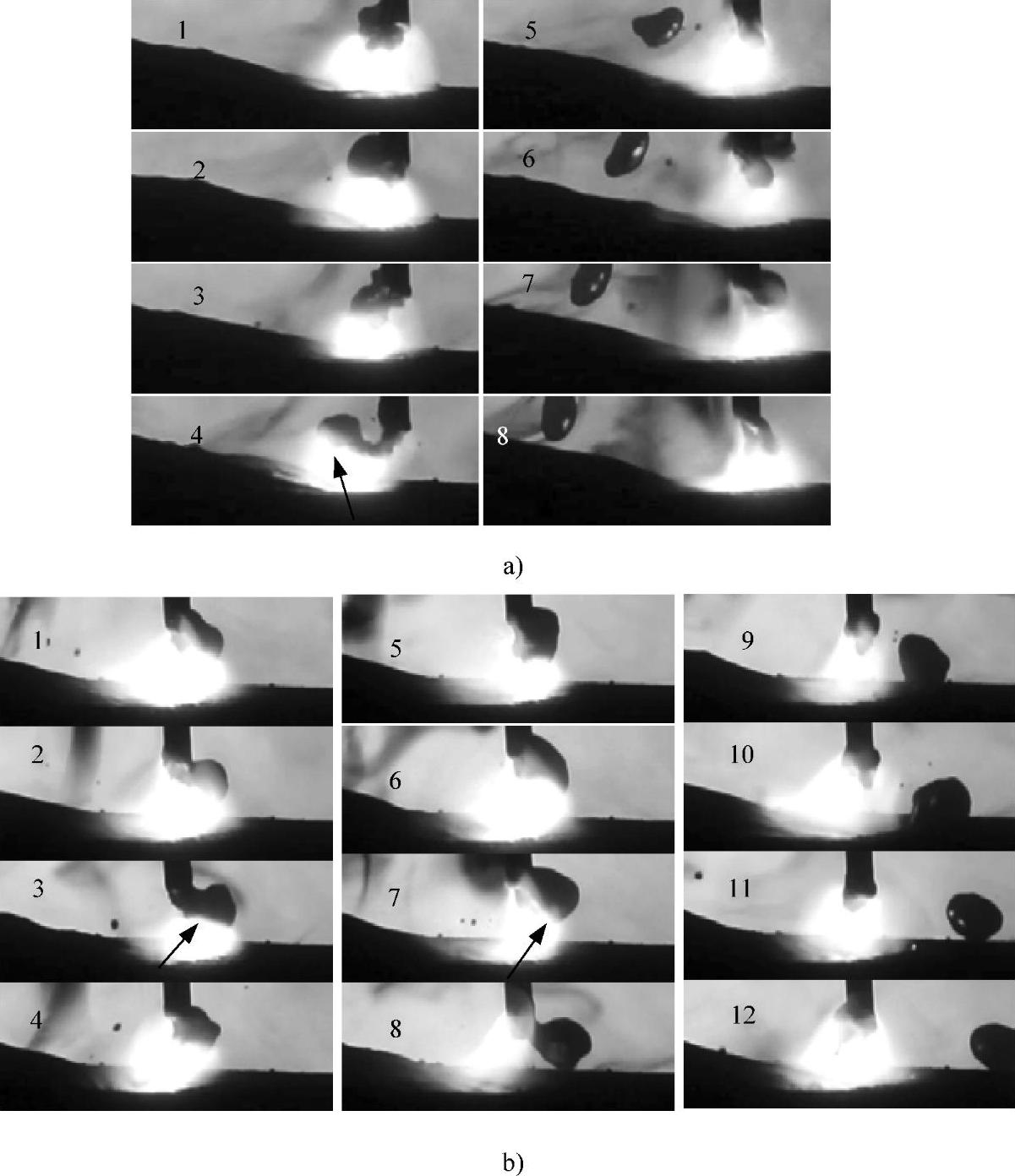
图7-16 电弧力引起熔滴的整体飞溅的例子(二)
样品名称:YC508-1碱性药芯焊丝,φ1.6mm;设置焊接参数:24V/45dm/min,直流反接;保护气体:80%Ar+20%CO2拍摄速度:1200f/s。
图7-17描述的是焊丝端部的熔滴在电弧力的作用下被分离形成飞溅的案例。由图看出,第4~7帧照片熔滴似乎被电弧“切割”而分离出一部分熔体,形状不规则的熔体在飘浮中收缩成球形(第7~11帧照片)而飞离。图7-18更清楚地表现熔滴的激烈动荡和电弧力的强大推力作用,电弧力使熔滴被抛甩出去,形成激烈的飘离飞溅。
由图7-17和图7-18可以看到这一飞溅过程与前面图7-15和图7-16所描述的有所不同,熔滴不是整体被推离出去,而是电弧力使熔滴被分割,由于熔滴自身表面张力的作用,力图使其本身保持在焊丝端部,于是熔滴被拉长、拉断(图7-17第3、4帧照片),被分离的那一部分熔滴飞离出去,而在焊丝端部仍残留一部分熔体(图7-17第8~10帧照片;图7-18第9~11帧照片)。
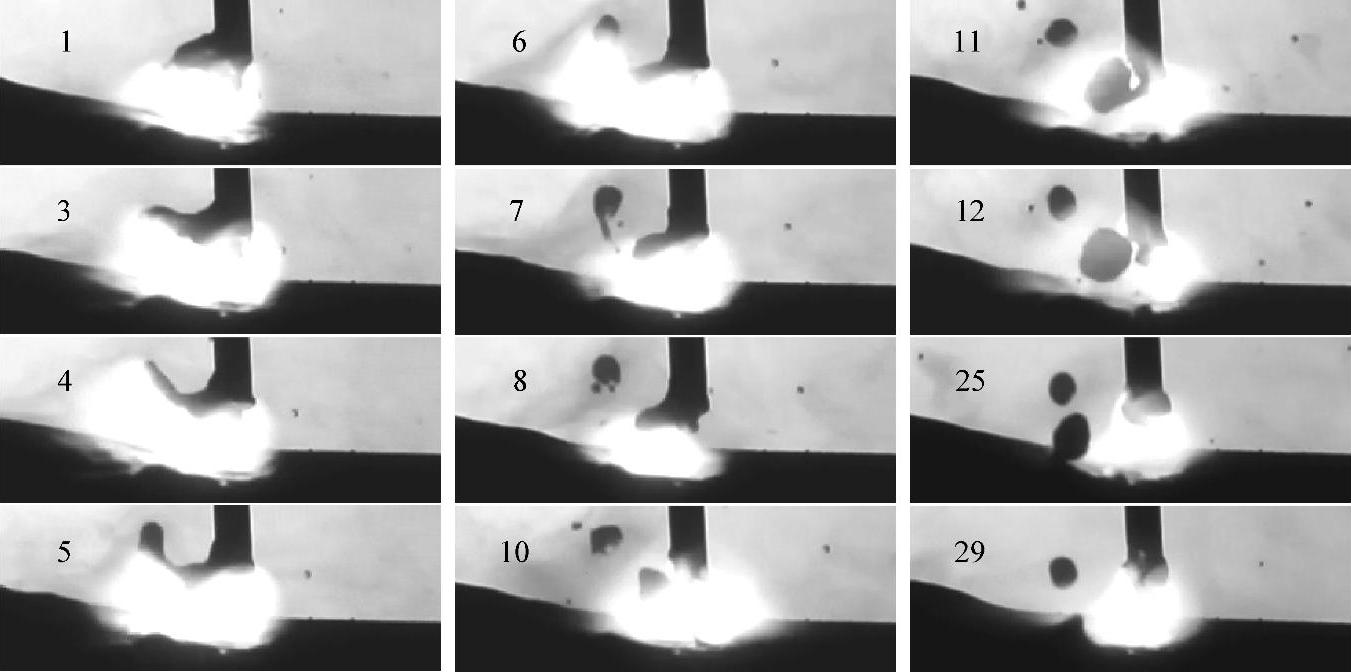
图7-17 大熔滴被电弧力分离形成飞溅的例子(一)
样品名称:药芯焊丝YC508-2,φ1.6mm;设置焊接参数:25.4V/52dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。

图7-18 大熔滴被电弧力分离形成飞溅的例子(二)
样品名称:YC508-1碱性药芯焊丝,φ1.6mm;设置焊接参数:24V/45dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。
图7-19表现的是一个已经脱离焊丝的熔滴由于电弧力的作用引起飞溅的情景。当粗大的熔滴已经脱离了焊丝端部并接触到熔池(第5、6帧照片)时,大熔滴有时仍没摆脱电弧力的影响,因为电弧在焊丝与熔滴之间燃烧,熔滴的上部受到电弧力的作用,使得熔滴又被推离熔池而飘浮起来(第6、7帧照片),在飞行的过程中,条形的熔滴被分裂成两部分,并收缩成球状,在排斥力的作用下飘离焊接区域较远的地方,形成颗粒状的飞溅。这一案例显示的是电弧力形成飞溅的特殊例子。
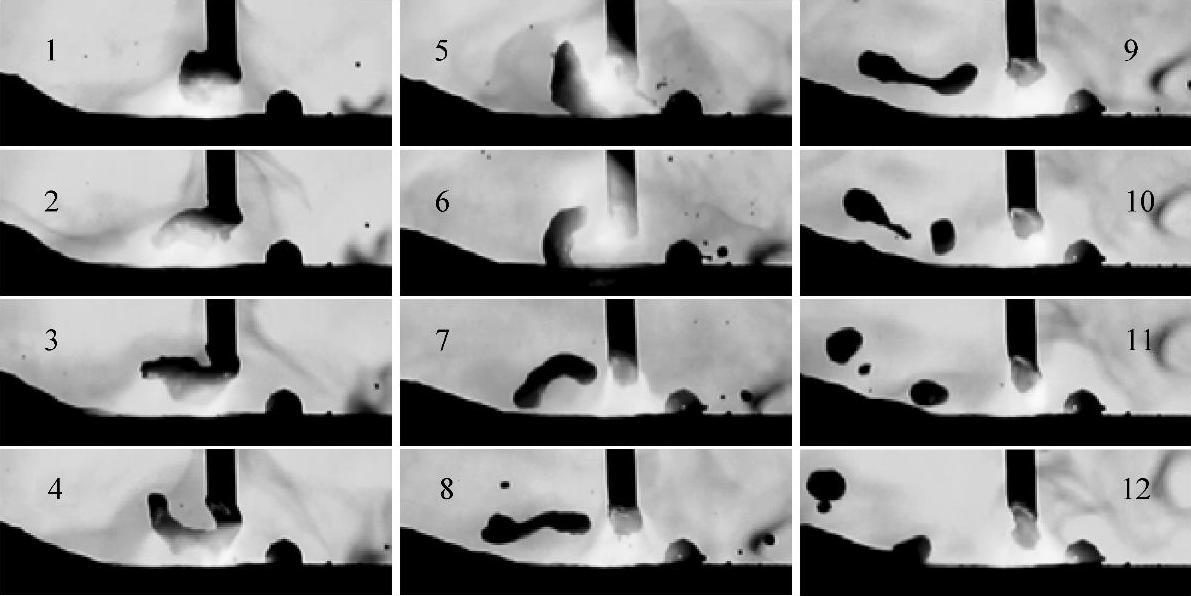
图7-19 电弧力引起熔滴飞溅的特殊例子
样品名称:YC508-1碱性药芯焊丝,φ1.6mm;设置焊接参数:24V/45dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。
图7-20表现的是一种反弹式的飞溅现象,大熔滴的过渡引起熔滴的滚落,已落到熔池附近的熔滴往往又被反弹重新升起,最终飘落到更远处,这是大熔滴飞溅的又一特殊表现。由图7-20a可以看出,大熔滴脱离焊丝后下落到熔池附近(第5~8帧照片),已落到熔池附近的熔滴又被反弹重新浮起(第10~20帧照片),从第22~32帧照片看到下落到熔池附近的熔滴又一次被反弹浮起,最终飘落到更远处。在图7-20b看到同样的情形,一个大熔滴脱离焊丝端部落地后(第5、6帧照片),由于熔滴本身动能和表面张力很大,促使熔滴脱离熔池(第8、9、14帧照片),但在第15帧照片看到,熔滴经过一段时间的飘浮后又落到熔池的附近(第15~17帧照片),继后又发生了反弹,熔滴重新被弹起(见第18~25帧照片),在第30~33帧照片看到,熔滴落地后再一次被反弹上浮,到第35帧照片之后熔滴飘离。
这种由于反弹造成的大熔滴飞溅现象在碱性药芯焊丝中比较常见,这种现象一方面是由于熔滴接触到熔池或熔池的附近与电弧形成导电通道,因而受到电弧力向外推离的作用,另一方面由于碱性药芯焊丝具有更大的表面张力,大熔滴与熔池接触时,它很难在熔池表面迅速铺展进入熔池,自身的大收缩力促使其脱离接触并上浮,又在排斥力的作用下被推离。反弹式的飞溅导致飞溅的大熔滴飘落得更远。
碱性药芯焊丝除了在电弧力的直接作用下发生大熔滴飘离飞溅以外,也会出现细小熔滴的飘离飞溅现象。如图7-21所示的飞溅现象是在熔滴上分离出较小的熔体形成飘离飞溅的例子,这一飞溅现象是各类型药芯焊丝常见的,飞溅物的颗粒不大,其飞溅行为与大颗粒熔滴的动荡和电弧力的直接作用没有直接关系,也不反映碱性药芯焊丝飞溅的特点。
3.熔滴的自身爆炸引发的飞溅
粗大熔滴排斥过渡的特点是熔滴过渡频率低、过渡周期长、熔滴在焊丝端停留时间长,大块的熔体较长时间在焊丝端部停留,增大了熔滴的自身爆炸的机会。图7-22为熔滴的自身爆炸引起飞溅的高速摄影照片,从照片统计其爆炸过程约为5ms(见第6~11帧照片)。
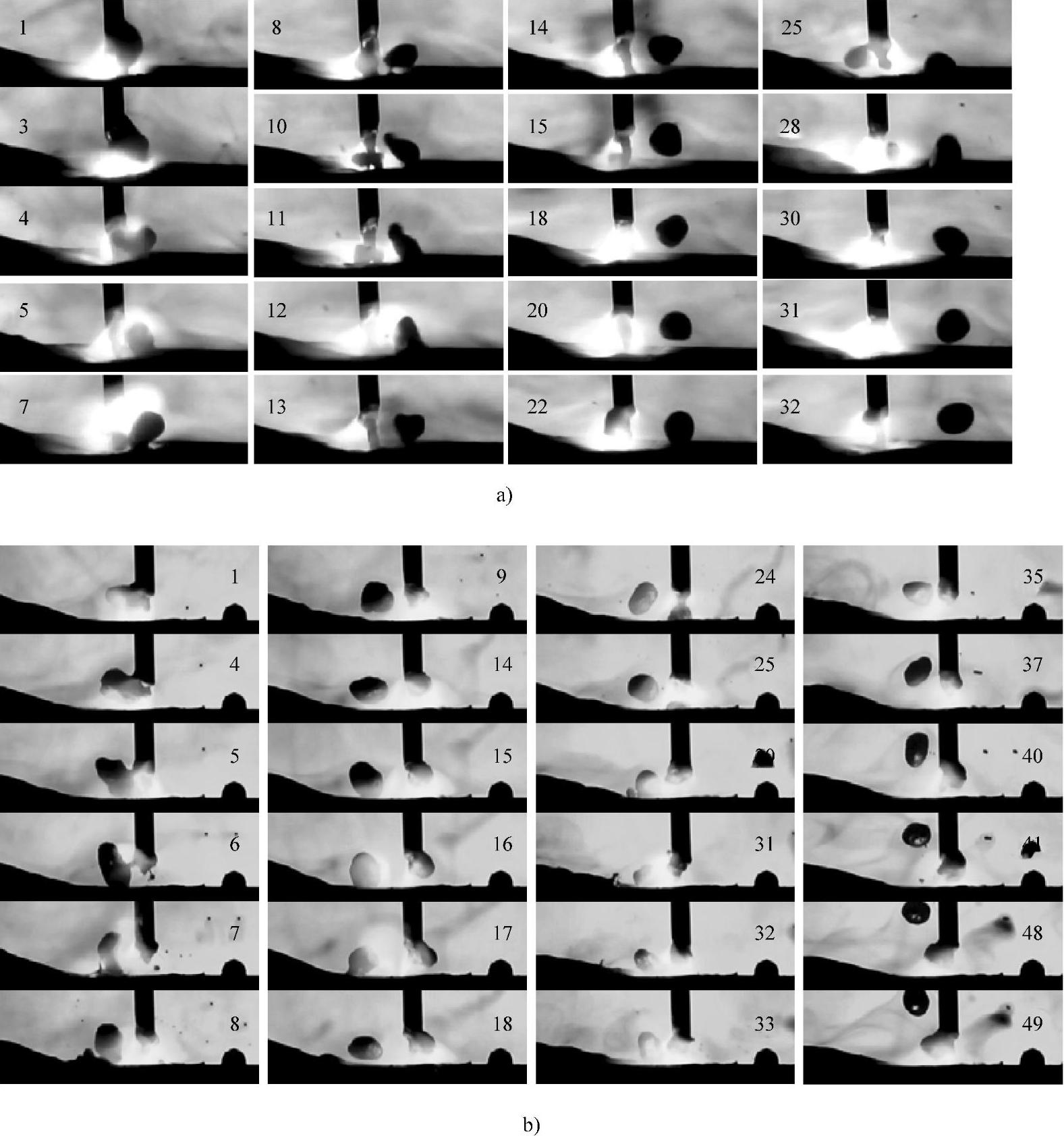
图7-20 电弧力引起熔滴飞溅的特殊例子(二)
a)ESAB-2碱性药芯焊丝,φ1.6mm;设置焊接参数:25.4V/52dm/min b)碱性药芯焊丝YC507-1,φ1.6mm;设置焊接参数:24V/45dm/min直流正接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。

图7-21 碱性药芯焊丝在熔滴上分离出较小的熔体形成飘离飞溅的例子
样品名称:YC508-1碱性药芯焊丝,φ1.6mm;设置焊接参数:24V/45dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。
图7-23是选取的悬挂在焊丝端部的大熔滴自身发生爆炸飞溅的单帧照片。在富氩气体保护焊时,由于电弧气氛氧化性不强,造成熔滴强烈电爆炸飞溅的机会大幅度减少,事实上根据作者对碱性药芯焊丝熔滴行为的大量观察,在富Ar气体保护条件下发现熔滴强烈的电爆炸飞溅的概率并不大。

图7-22 熔滴的自身爆炸引起飞溅的高速摄影照片
样品名称:ESAB-1碱性药芯焊丝,φ1.6mm;设置焊接参数:24V/45dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。

图7-23 碱性药芯焊丝熔滴自身发生爆炸的单帧摄影照片
样品名称:YC508-2碱性药芯焊丝,φ1.6mm;设置焊接参数:25.4V/52dm/min,直流反接;保护气体:80%Ar+20%CO2。
有关焊接材料工艺性的信息化技术的文章

碱性药芯焊丝在细熔滴过渡时,由于熔滴细小,过渡时不发生短路,因此由大熔滴造成的短路电爆炸飞溅、大熔滴的自身爆炸飞溅及大熔滴由于电弧力的作用形成的大颗粒熔滴的飞溅现象已不会出现。对碱性药芯焊丝细熔滴过渡过程飞溅现象的观察表明,不稳定的细熔滴过渡过程往往导致飞溅,这是细熔滴过渡产生飞溅的主要原因。以上这几个案例是细熔滴过渡时具有代表性的飞溅形式。熔池中的飞溅也是细熔滴过渡时飞溅现象之一。......
2023-06-30

图7-13所示为碱性药芯焊丝在24V/45dm/min的低送丝速度下进行的大熔滴短路过渡过程,这是排斥过渡的另一种典型形式。图7-13 碱性药芯焊丝熔滴短路过渡的高速摄影照片样品名称:ESAB-1碱性药芯焊丝,φ1.6mm;设置焊接参数:24V/45dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。......
2023-06-30

众所周知,任何焊接材料的电弧稳定性与焊接材料成分中稳弧成分有关,这是碱性药芯焊丝的电弧稳定性不及钛型药芯焊丝的重要原因之一,但应该特别指出的是,焊接时熔滴行为对电弧稳定起着更重要的作用。在一个过渡周期内熔滴和电弧如此频繁剧烈地活动,对电弧的稳定性造成很大的影响。图7-25 碱性药芯焊丝大熔滴过渡对电弧稳定性的影响(二)样品名称:LIN-1碱性药芯焊丝,φ1.4mm;设置焊接参数:25V/45dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。......
2023-06-30

图7-29是YC507碱性药芯焊丝在25.4V/52dm/min条件下形成的细熔滴过渡的高速摄影照片。当设置焊接参数由25.4V/52dm/min增大到为28V/65dm/min时,所试验的YC507碱性药芯焊丝样品细熔滴过渡特征发生了变化,由有规律的均匀的滴状过渡转化为不均匀的块状过渡,熔体的形状、尺寸、过渡的频率均匀性等发生了变化,使过程的稳定性逐渐变差。图7-32 碱性药芯焊丝无渣柱时的细熔滴过渡样品名称:YC508-3碱性药芯焊丝,φ1.6mm;设置焊接参数:28V/65dm/min,直流反接;保护气......
2023-06-30
图7-1是撷取的DQ-A碱性药芯焊丝样品四种不同参数有代表性的熔滴行为的高速摄影照片,形象地反映了熔滴实际行为,图中还同时将相应的电弧电压和焊接电流波形图一并显示。DQ-A-3与DQ-A-4相比,前者电弧电压、焊接电流波形的波动比后者大。图7-1 DQ-A碱性药芯焊丝典型的熔滴行为照片和电弧电压、焊接电流波形a)DQ-A-123V/55V/dm/min b)DQ-A-226V/65V/dm/min图7-1 DQ-A碱性药芯焊丝典型的熔滴行为照片和电弧电压、焊接电流波形(续)c)DQ-A-328V/95V/dm/min d)DQ-A-430V/105V/dm/min......
2023-06-30

在一定的试验条件下,不同焊丝表现出不同的熔滴行为特征归根结底是由焊丝自身的因素决定的,而焊丝结构和钢皮成分一定时则主要决定于药芯成分。改善碱性药芯焊丝的工艺性,在药芯成分的设计上主要应注意三方面的问题,即稳定电弧、细化熔滴和调整好熔渣。国内有的研究者认为降低药芯粉的熔点,使药芯与钢皮的熔化保持一致,会有利于稳定电弧和改善工艺性。提高药芯成分的软化温度可以加入CaO、Al2O3等高熔点的氧化物,但应该适量。......
2023-06-30

药芯焊丝在CO2气体保护焊条件下,金属熔滴所受到的作用力要复杂一些,不同的熔滴过渡形态熔滴的受力状态不相同。图5-2是药芯焊丝CO2气体保护焊一个熔滴从形成、长大到过渡全过程的高速摄影照片,是从170帧照片中选取有代表性的28帧。......
2023-06-30
图5-94 药芯焊丝CO2气体保护焊时不同焊接参数对飞溅频率的影响注:1、2、3、4表示不同的样品焊丝。药芯焊丝熔滴过渡形态对飞溅的类型和飞溅频次有直接的关系。不同熔滴过渡形态表现出来的主要飞溅形式不相同。由图看出,随着焊接参数的增大,也就是熔滴过渡形态由排斥过渡逐渐向表面张力过渡和细熔滴过渡转变时,熔池飞溅增加了,熔滴气体逸出飞溅和短路电爆炸飞溅减少。......
2023-06-30
相关推荐