【摘要】:图7-13所示为碱性药芯焊丝在24V/45dm/min的低送丝速度下进行的大熔滴短路过渡过程,这是排斥过渡的另一种典型形式。图7-13 碱性药芯焊丝熔滴短路过渡的高速摄影照片样品名称:ESAB-1碱性药芯焊丝,φ1.6mm;设置焊接参数:24V/45dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。
图7-9是一个大熔滴从形成、长大到过渡的全过程的高速摄影照片,试验焊丝为ESA的碱性药芯焊丝,在80%Ar+20%CO2气体保护焊、设置焊接参数为24V、送丝速度为45dm/min。由照片看出熔滴的过渡具有以下几个特点:一是熔滴粗大,相当于焊丝直径的2~2.5倍;二是熔滴过渡周期长,过渡频率低,照片由第211~398帧,总共187帧(选用其中的28帧),用时约156ms,按这一周期估计,熔滴的过渡频率仅约为6.4s-1;三是熔滴的形成和长大过程中活动十分激烈,在第316~355帧照片中尤其明显地看到,悬挂在焊丝端部长大的熔滴边界轮廓线十分不规则,不断地改变自身的形状;四是熔滴在焊丝端部停留时间很长,引起电弧的明显飘动,从第362~366帧照片看到电弧在熔滴的底部,而到第371帧照片时电弧突然跃升到焊丝的侧表面,熔滴的活动引起电弧的动荡,破坏电弧的稳定;最后一点是电弧力对熔滴过渡过程影响增大,导致频繁大颗粒飞溅,成为影响碱性焊丝工艺质量差的主要因素。

图7-9 碱性药芯焊丝小参数时熔滴从形成、长大到过渡的全过程的高速摄影照片
样品名称:ESAB-1碱性药芯焊丝,φ1.6mm;设置焊接参数:24V/45dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。

熔滴从与焊丝的连接处脱离,并整体进行过渡,这是碱性药芯焊丝大熔滴排斥过渡较常见的过渡形态之一。如图7-10所示是熔滴的整体进行过渡的实例,试验样品YC507在24V/45dm/min的低送丝速度下,大熔滴从焊丝端部脱离,通过电弧空间整体向熔池过渡,过程进行得十分平稳。图7-11同样是粗熔滴过渡的常见形式,照片中看出大熔滴从焊丝端部连接处断开(第10帧照片),熔滴的整体进行过渡,其过程中只发生了瞬时的短路(第6帧照片),并没有引起电爆炸飞溅,显然这是大熔滴排斥过渡时最为理想的情况。
图7-12同样是碱性药芯焊丝在小参数下形成的熔滴排斥过渡的照片,图中记录了一个熔滴过渡全过程,从第641~722帧共81帧照片(选取其中的12帧照片),时间约为68ms,计算得过渡频率约为14.8s-1,仔细观察可以看出熔滴是沿着渣柱滑向熔池的。

图7-10 碱性药芯焊丝熔滴的整体进行过渡的高速摄影照片(一)
样品名称:YC507-1碱性药芯焊丝,φ1.6mm;设置焊接参数:24V/45dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。

图7-11 碱性药芯焊丝熔滴的整体进行过渡的高速摄影照片(二)
样品名称:ESAB-1碱性药芯焊丝,φ1.6mm;设置焊接参数:24V/45dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。
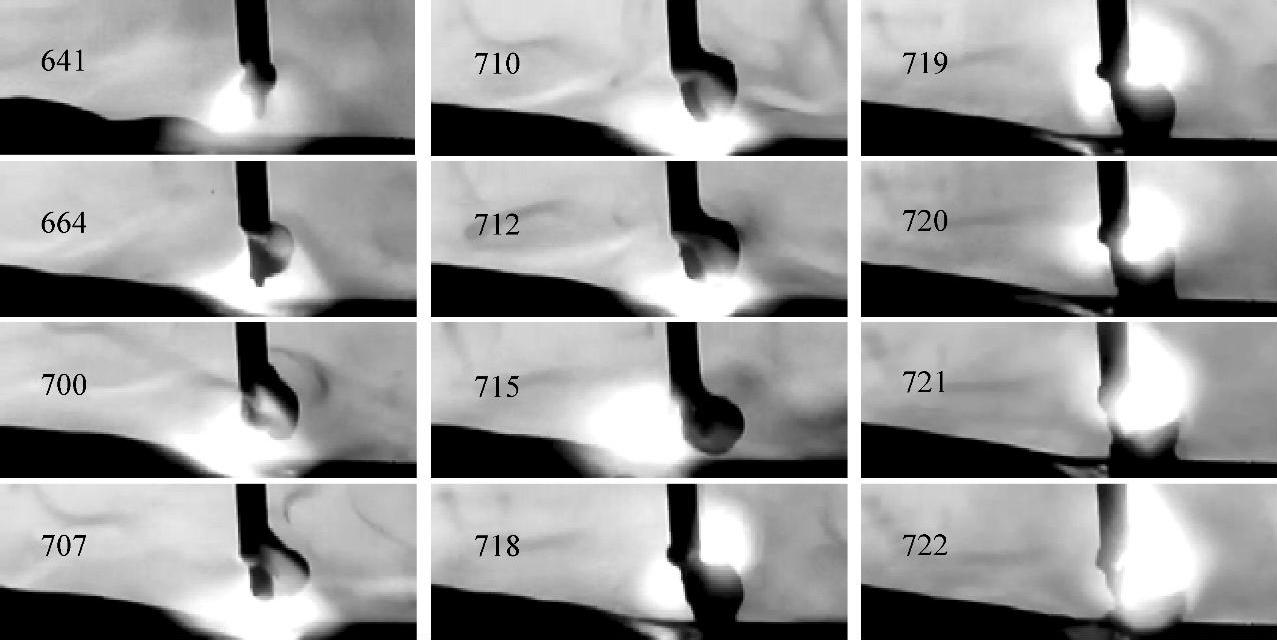
图7-12 碱性药芯焊丝熔滴的整体进行过渡的高速摄影照片(三)
样品名称:LIN-1碱性药芯焊丝,φ1.4mm;设置焊接参数:25V/45dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。
当选择适当的焊接参数时,熔滴就可能以短路形式过渡。图7-13所示为碱性药芯焊丝在24V/45dm/min的低送丝速度下进行的大熔滴短路过渡过程,这是排斥过渡的另一种典型形式。看出图中第2~12帧照片熔滴与熔池发生了桥接,熔滴通过与熔池的短路实现过渡,对于碱性焊丝来说,这是大熔滴在小参数、较低电压下进行的较为理想的熔滴过渡形态。
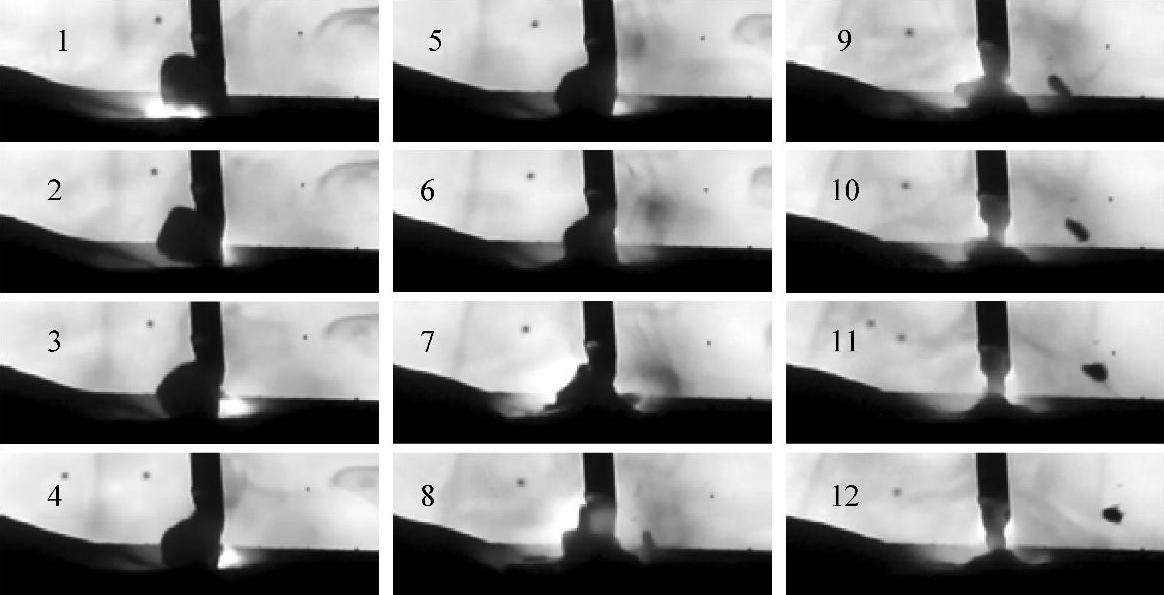
图7-13 碱性药芯焊丝熔滴短路过渡的高速摄影照片
样品名称:ESAB-1碱性药芯焊丝,φ1.6mm;设置焊接参数:24V/45dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。





相关推荐