焊接过程中电弧电压、焊接电流的波动可以用变异系数来表示,而电弧电压、焊接电流的变异系数可以方便地由汉诺威分析仪直接获得,这样碱性药芯焊丝工艺性的评价可以用焊接电弧电压和焊接电流的变异系数作为判据,来评价焊丝的工艺性。5)药芯焊丝工艺性与药芯焊丝焊接过程的稳定性有直接关系,药芯焊丝电弧电压、电流波形的稳定与否将直接反映熔滴过渡过程的稳定性。......
2023-06-30
图7-2是DQ-A药芯焊丝在四种焊接参数条件下的电弧电压概率密度分布叠加图。由图看出,随着焊接参数的增大,从DQ-A-1至DQ-A-4,图中左边的小驼峰曲线反映的短路电压概率逐渐减小,DQ-A-1曲线短路电压概率密度最大,而DQ-A-4短路电压概率密度为零;图中间概率最大的区域反映燃弧概率,看出DQ-A-4的燃弧阶段的电压概率密度分布较为集中;图中右边锯齿形部分是大于燃弧电压的区域,包含了电弧重燃时的电压和空载电压的信息,可以看出DQ-A-1右边锯齿形部分的电弧重燃时的电压概率比较大。
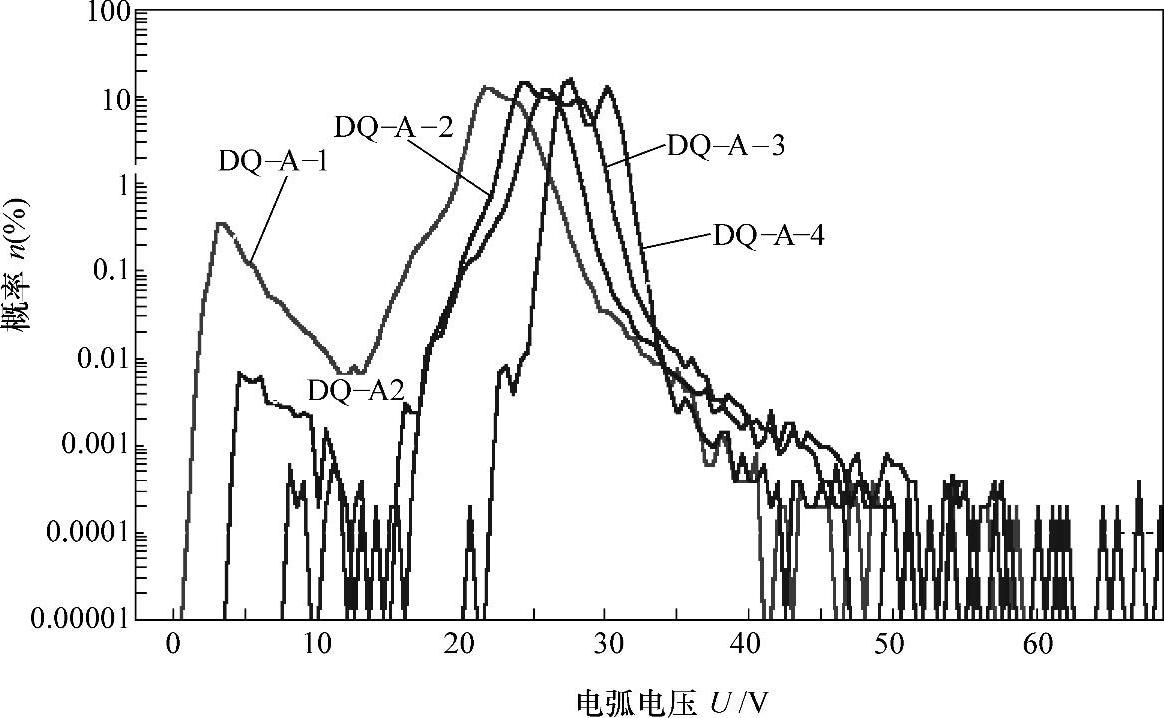
图7-2 碱性药芯焊丝电弧电压概率密度分布叠加图
焊接参数:DQ-A-123V/55V/dm/min,DQ-A-226V/65V/dm/min,DQ-A-328V/95V/dm/min,DQ-A-430V/105V/dm/min。
图7-3是DQ-A药芯焊丝在四种焊接参数条件下的焊接电流概率密度分布叠加图。图中各曲线中间部分的驼峰反映燃弧电流概率密度分布,驼峰右面的较大电流对应着短路电流。DQ-A-1焊丝的曲线既有右边的短路电流概率密度分布,也有图的左边较多的电弧复燃前小电流概率密度分布,曲线分布最分散,覆盖的区域最大;DQ-A-4没有短路大电流的分布,也没有电弧复燃时出现的小电流概率密度分布,电流概率密度分布曲线最为集中。
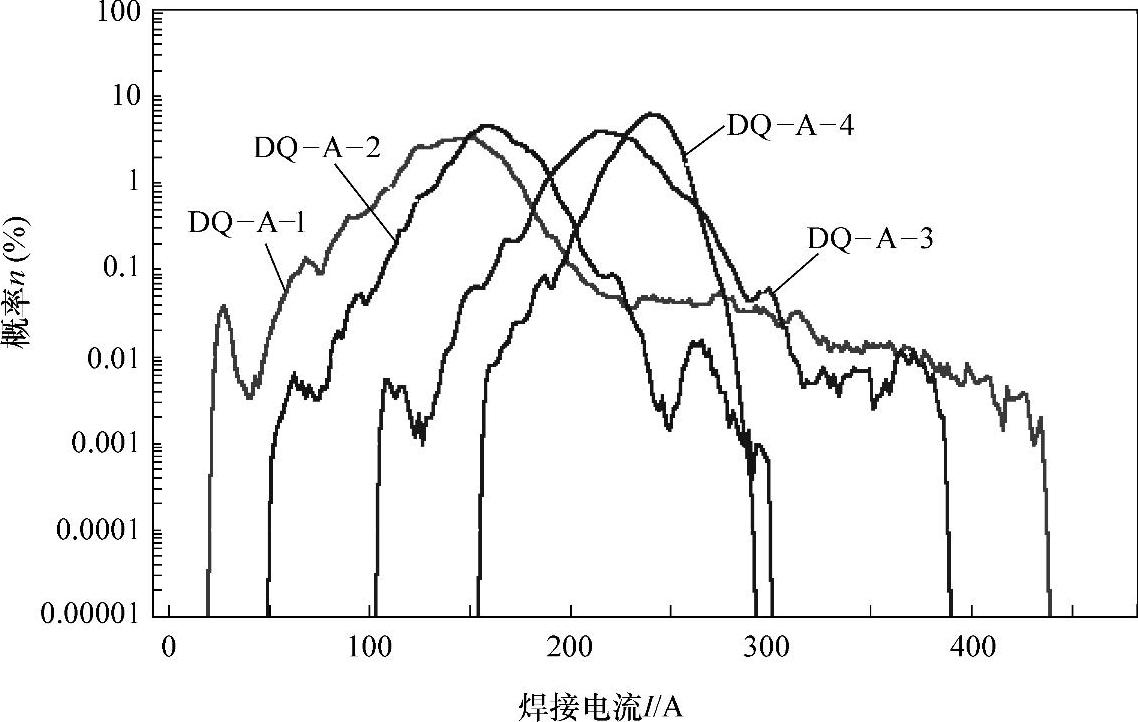
图7-3 碱性药芯焊丝焊接电流概率密度分布叠加图
焊接参数:DQ-A-123V/55V/dm/min,DQ-A-226V/65V/dm/min,DQ-A-328V/95V/dm/min,DQ-A-430V/105V/dm/min。
图7-4所示为DQ-A药芯焊丝在四种焊接参数下由电弧电压、焊接电流瞬时值绘制的电弧U-I曲线,表现电压与电流信号之间的关联性。所谓电弧U-I曲线图,是指以电弧电压为纵坐标,焊接电流为横坐标,由焊接过程的动态工作点的移动轨迹所形成的曲线图。
当一个熔滴短路过渡完成后,新的熔滴开始形成,同时电弧引燃进入燃弧阶段,对应于图7-4a中左方电流为100~200A、电压为20~30V的范围,这一区域是焊接燃弧工作点移动轨迹形成的燃弧工作区,即图中的Ⅰ区,这一区域的特点是焊接过程的动态工作点的移动轨迹十分密集,也十分集中;当熔滴长大到与熔池刚一接触开始形成短路的瞬间,电压迅速降低,焊接电流还没来得及增大,对应于图7-4a中的左下方的Ⅱ区,这一区域是低电流和低电压区域,反映熔滴开始短路的瞬间工作点移动的轨迹;熔滴的短路和过渡过程形成低电压和大的短路电流,对应于图7-4a中右下方大的电流和低电压曲线,反映熔滴与熔池发生短路行为的工作点移动轨迹,这一区域为短路区(图7-4a中Ⅲ区);图7-4a中右上方的曲线具有大电流高电压的特征,这一区域反映熔滴过渡后电弧重新燃起时的工作状态(图7-4a中Ⅳ区)。
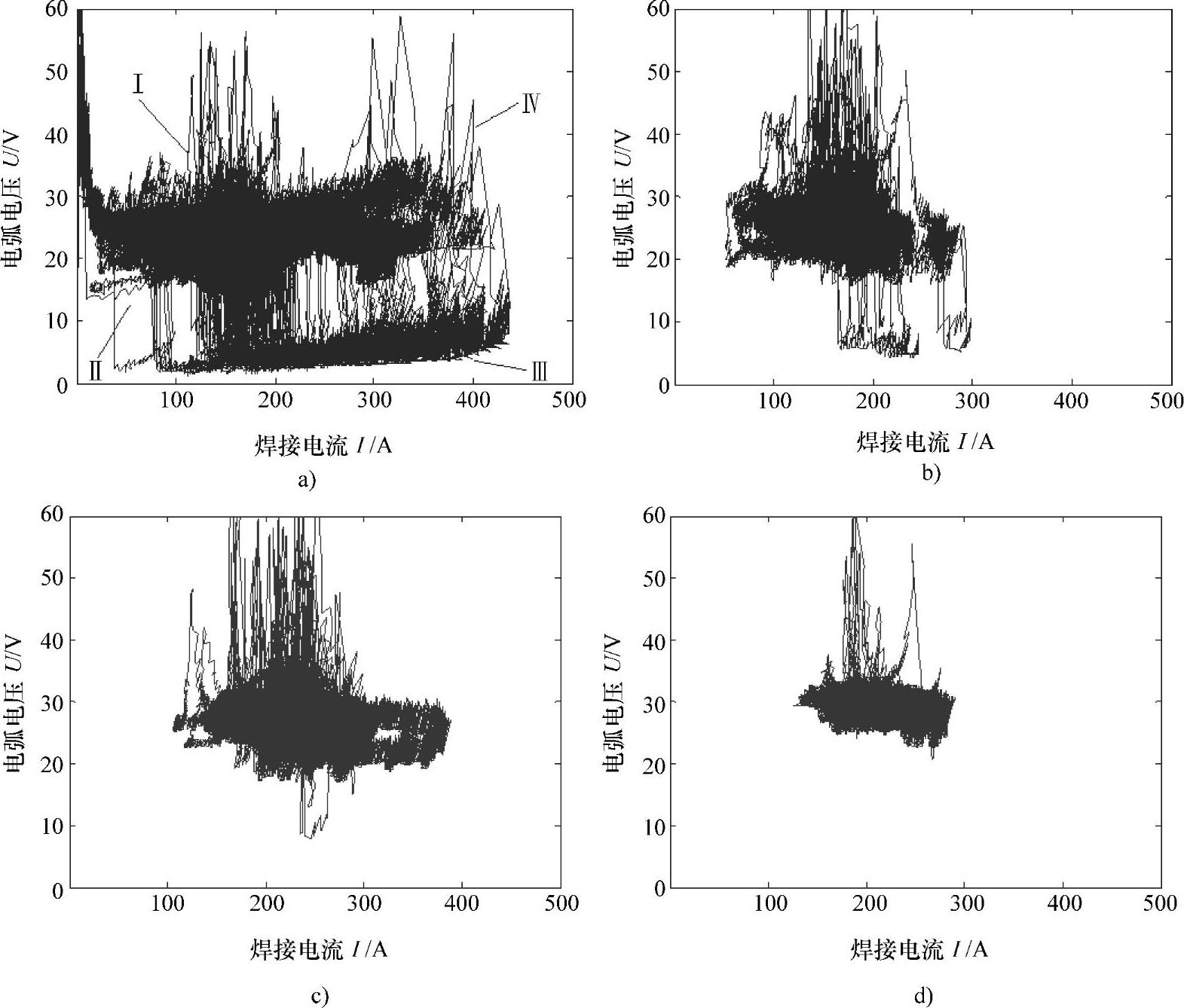
图7-4 DQ-A碱性药芯焊丝四种焊接参数下U-I曲线图
焊接参数:a)DQ-A-123V/55V/dm/min b)DQ-A-226V/65V/dm/min c)DQ-A-328V/95V/dm/min d)DQ-A-430V/105V/dm/min
注:本图引自王勇博士后研究工作报告
根据汉诺威分析仪电弧物理特性参数的测试数据,焊接电流和电弧电压的平均值为142.5A和21.69V,是图中全部曲线的集合点,在这一点周围的曲线最为密集。电弧电压和焊接电流表征的焊接动态工作点移动轨迹越集中,重复性越好,则焊接过程越稳定[14]。由U-I图看出:DQ-A-1焊接过程动态工作点的移动轨迹十分杂乱分散;随着焊接参数的逐渐增大,DQ-A-2、DQ-A-3和DQ-A-4工作点移动轨迹的集中性越来越好(图7-4b、c、d),Ⅱ、Ⅲ和Ⅳ各区域曲线逐渐收敛,并向燃弧区集中,说明了熔滴短路行为逐渐减少,直至完全不发生短路行为,尤其是DQ-A-4工作点移动轨迹集中于燃弧区(图7-4d),表明其过程的稳定性很好。
对LIN碱性药芯焊丝样品同样进行了分析测试。图7-5是LIN碱性药芯焊丝样品在三种焊接参数条件下测试的熔滴行为高速摄影照片和电弧电压、焊接电流波形图。从图中可以看出:在小参数(25V/45dm/min)时(图7-5a),焊丝端部停留的熔滴也比较粗大,熔滴的排斥行为同样十分明显,但与DQ-A-1焊丝样品相比,熔滴的颗粒要小很多,其大小与焊丝直径相当或稍大一些,从波形图发现波形只是偶然发生短路;在中等参数(28V/60dm/min)时(图7-5b),基本上不出现短路,波形的波动很小;随着焊接参数增大到30V/80dm/min,熔滴由粗滴排斥过渡向细熔滴过渡转化,基本上形成细熔滴过渡形态(图7-5c)。

图7-5 LIN碱性药芯焊丝典型的熔滴行为照片和电弧电压、焊接电流波形图(拍摄速度:1200f/s)
a)LIN-125V/45dm/min b)LIN-226V/60dm/min
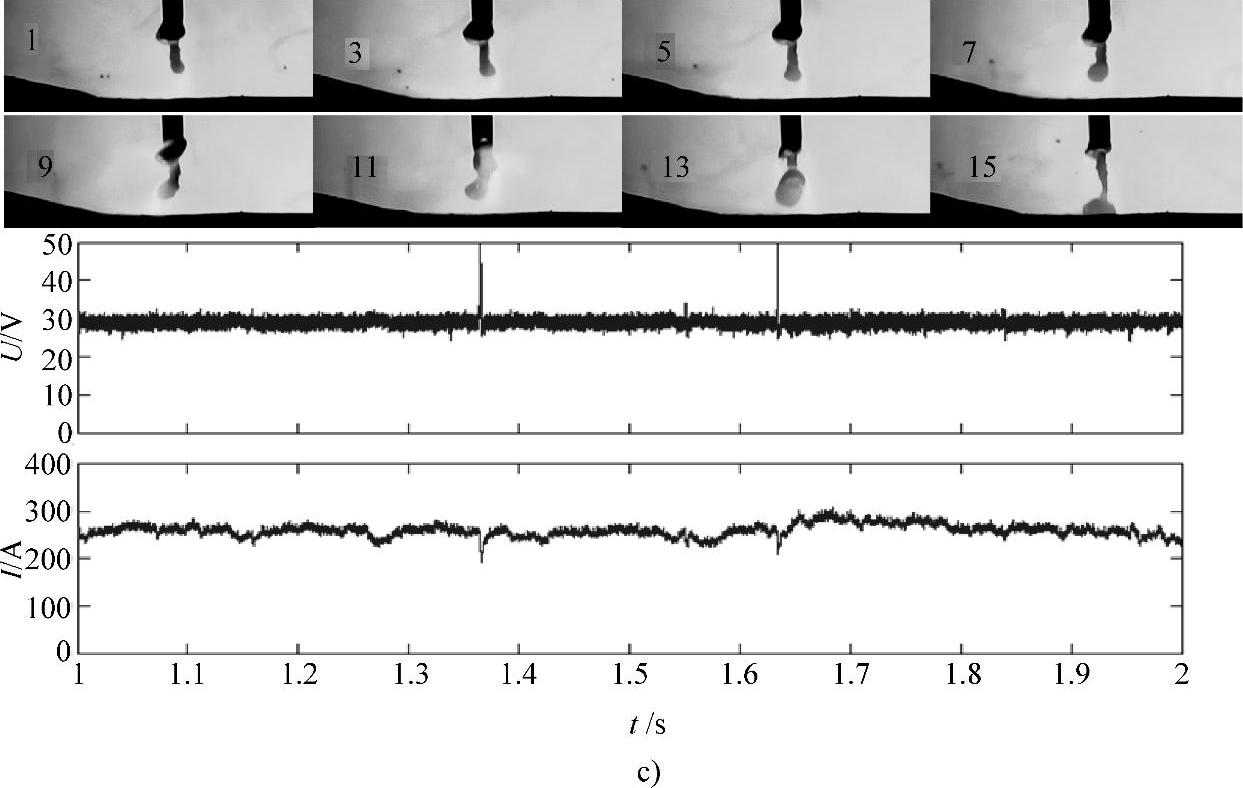
图7-5 LIN碱性药芯焊丝典型的熔滴行为照片和电弧电压、焊接电流波形图(拍摄速度:1200f/s)(续)
c)LIN-330V/80dm/min
图7-6是LIN药芯焊丝样品在三种焊接参数条件下的电弧电压概率密度分布叠加图。由图可以看出,LIN-1的短路电压概率密度分布曲线最分散,既有短路低电压的概率密度分布,也有引弧后高电压概率密度分布,随着焊接参数的增大,LIN-2和LIN-3没有短路电压的分布,两样品的曲线相对比较集中,说明在这两种焊接参数下焊丝燃弧阶段的电压波动范围不大。曲线中部对应的燃弧电压概率驼峰状曲线的分布总体向右移动。
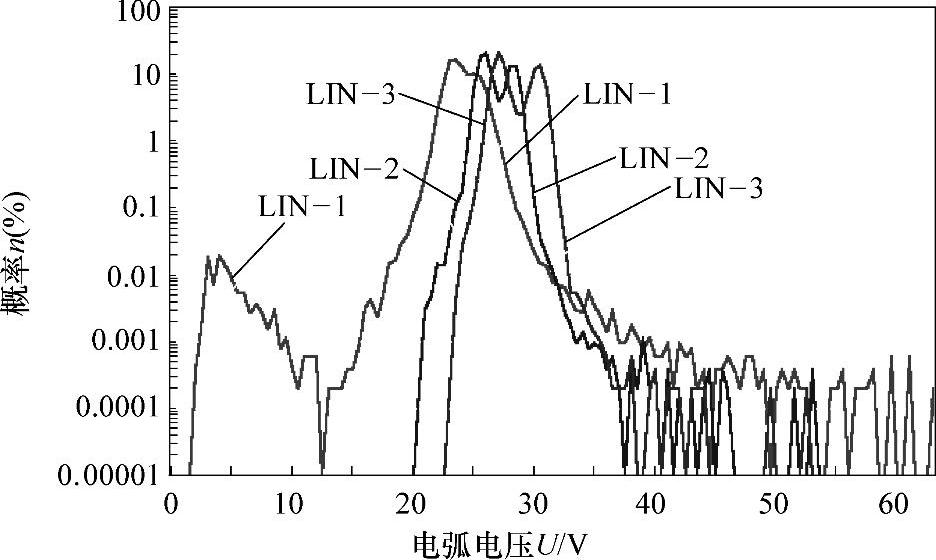
图7-6 碱性药芯焊丝三种焊接参数下电弧电压概率密度分布叠加图
焊接参数:LIN-125V/45dm/min,LIN-226V/60dm/min,LIN-330V/80dm/min。
(本图的彩色图见附录E中图E-1a)
图7-7是LIN药芯焊丝样品在三种焊接参数条件下的焊接电流概率密度分布叠加图。由图可以看出,LIN-1的短路电流区域稍大,短路峰值电流有的接近400A,随着焊接参数的增大,对应燃弧区域的曲线向右移动,LIN-2和LIN-3几乎没有短路电流概率密度分布。
图7-8是LIN碱性药芯焊丝样品在三种焊接参数下的U-I曲线图,看出在小的焊接参数下LIN-1的U-I图有些分散,但是LIN-2和LIN-3曲线则相当集中,特别是LIN-3样品,与图7-5波形曲线对照更说明该样品在30V/80dm/min参数下的焊接过程十分稳定。
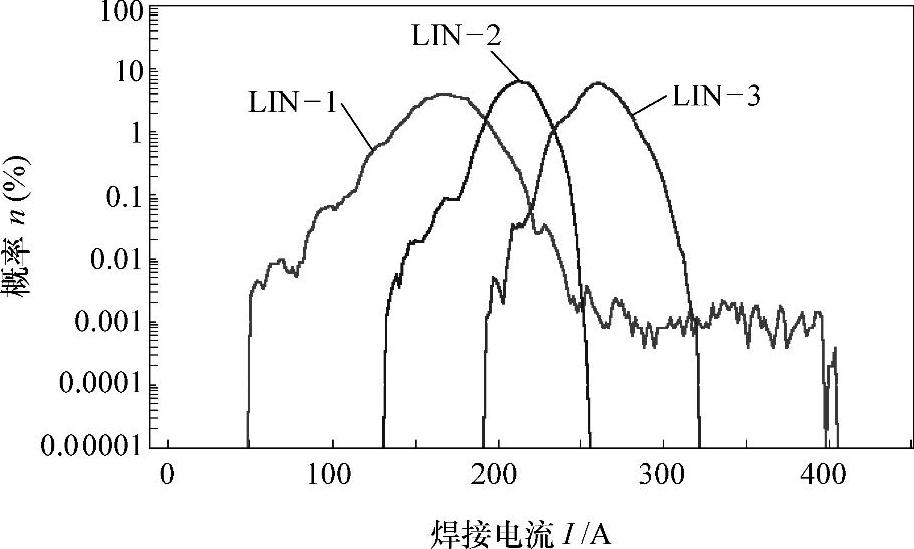
图7-7 碱性药芯焊丝三种焊接参数下焊接电流概率密度分布叠加图
焊接参数:LIN-125V/45dm/min,LIN-226V/60dm/min,LIN-330V/80dm/min。
(本图的彩色图见附录E中图E-1b)
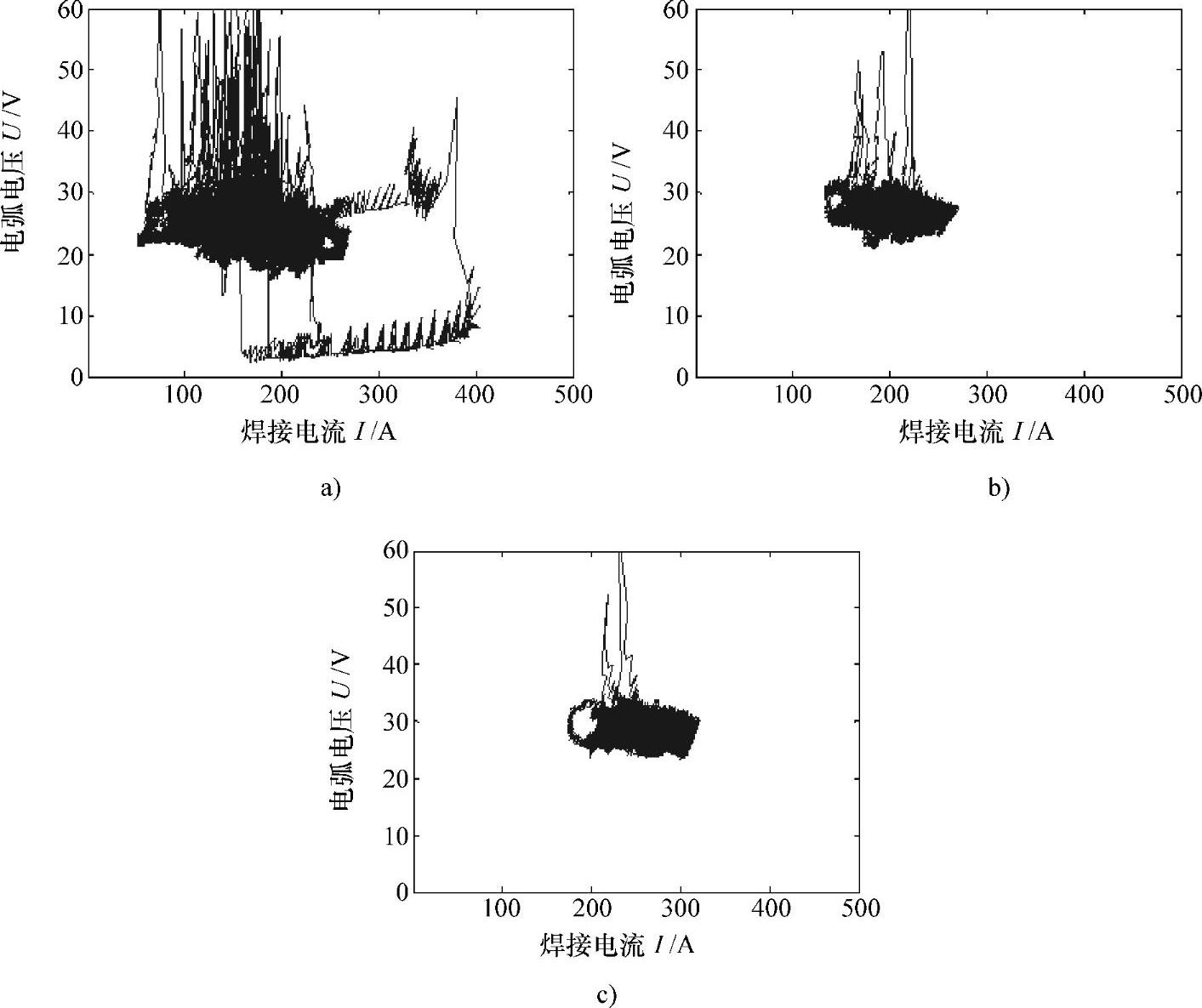
图7-8 LIN碱性药芯焊丝在三种焊接参数下的U-I曲线图
a)LIN-125V/45dm/min b)LIN-226V/60dm/min c)LIN-330V/80dm/min
注:本图援引王勇博士后研究工作报告。
以上列举了DQ-A和LIN样品的测试实例,通过对更多种碱性药芯焊丝样品测试分析,得出这样的印象:碱性药芯焊丝熔滴过渡形态与焊接参数有关。在作者的试验条件下,当采用小的焊接参数时,碱性药芯焊丝呈粗熔滴排斥过渡形态,但与钛型药芯焊丝的排斥过渡形态相比,熔滴和电弧的活动性更大,焊接过程的稳定性更差。随着电参数的增大,熔滴细化,表现出明显的向细熔滴过渡转化的趋势,但是不同的样品表现有所不同,有的能形成稳定的细熔滴过渡形态,焊接工艺性良好,有的则不能形成十分均匀稳定的细熔滴过渡,焊接工艺性很差。下面将对碱性药芯焊丝排斥过渡特征和细熔滴过渡特征进行较细致描述和解读。
有关焊接材料工艺性的信息化技术的文章

焊接过程中电弧电压、焊接电流的波动可以用变异系数来表示,而电弧电压、焊接电流的变异系数可以方便地由汉诺威分析仪直接获得,这样碱性药芯焊丝工艺性的评价可以用焊接电弧电压和焊接电流的变异系数作为判据,来评价焊丝的工艺性。5)药芯焊丝工艺性与药芯焊丝焊接过程的稳定性有直接关系,药芯焊丝电弧电压、电流波形的稳定与否将直接反映熔滴过渡过程的稳定性。......
2023-06-30

图7-1是撷取的DQ-A碱性药芯焊丝样品四种不同参数有代表性的熔滴行为的高速摄影照片,形象地反映了熔滴实际行为,图中还同时将相应的电弧电压和焊接电流波形图一并显示。DQ-A-3与DQ-A-4相比,前者电弧电压、焊接电流波形的波动比后者大。图7-1 DQ-A碱性药芯焊丝典型的熔滴行为照片和电弧电压、焊接电流波形a)DQ-A-123V/55V/dm/min b)DQ-A-226V/65V/dm/min图7-1 DQ-A碱性药芯焊丝典型的熔滴行为照片和电弧电压、焊接电流波形(续)c)DQ-A-328V/95V/dm/min d)DQ-A-430V/105V/dm/min......
2023-06-30

碱性药芯焊丝在细熔滴过渡时,由于熔滴细小,过渡时不发生短路,因此由大熔滴造成的短路电爆炸飞溅、大熔滴的自身爆炸飞溅及大熔滴由于电弧力的作用形成的大颗粒熔滴的飞溅现象已不会出现。对碱性药芯焊丝细熔滴过渡过程飞溅现象的观察表明,不稳定的细熔滴过渡过程往往导致飞溅,这是细熔滴过渡产生飞溅的主要原因。以上这几个案例是细熔滴过渡时具有代表性的飞溅形式。熔池中的飞溅也是细熔滴过渡时飞溅现象之一。......
2023-06-30
图7-14 碱性药芯焊丝发生短路电爆炸飞溅的实例样品名称:DQ-A1碱性药芯焊丝,φ1.2mm;设置焊接参数:23V/55dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。图7-17描述的是焊丝端部的熔滴在电弧力的作用下被分离形成飞溅的案例。......
2023-06-30
图7-13所示为碱性药芯焊丝在24V/45dm/min的低送丝速度下进行的大熔滴短路过渡过程,这是排斥过渡的另一种典型形式。图7-13 碱性药芯焊丝熔滴短路过渡的高速摄影照片样品名称:ESAB-1碱性药芯焊丝,φ1.6mm;设置焊接参数:24V/45dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。......
2023-06-30

细直径药芯焊丝可用于全位置焊,粗直径药芯焊丝多用于平焊及平角焊。无渣型即金属粉芯型,主要用于埋弧焊及高速CO2焊。有渣型药芯焊丝按渣的碱度可分为酸性渣和碱性渣两类。目前CO2焊用药芯焊丝使用量最大的为钛型(酸性)渣系。......
2023-06-26
图7-29是YC507碱性药芯焊丝在25.4V/52dm/min条件下形成的细熔滴过渡的高速摄影照片。当设置焊接参数由25.4V/52dm/min增大到为28V/65dm/min时,所试验的YC507碱性药芯焊丝样品细熔滴过渡特征发生了变化,由有规律的均匀的滴状过渡转化为不均匀的块状过渡,熔体的形状、尺寸、过渡的频率均匀性等发生了变化,使过程的稳定性逐渐变差。图7-32 碱性药芯焊丝无渣柱时的细熔滴过渡样品名称:YC508-3碱性药芯焊丝,φ1.6mm;设置焊接参数:28V/65dm/min,直流反接;保护气......
2023-06-30

图7-1所示是拆开的齿轮减速器,下面以齿轮减速器为例,说明装配图与零件图的内容。查阅有关资料,对照图7-1所示可以知道,齿轮减速器是一种高速输入低速输出的装置。由齿轮减速器的装配图可见,装配图应具有以下主要内容。图7-2齿轮减速器装配图2.零件图的内容表示零件结构大小及技术要求的图样称为零件图,图7-3所示为减速器箱盖的零件图。为了满足生产部门制造零件的要求,一张零件图必须包括以下几个方面的内容。......
2023-06-28
相关推荐