针对本章构建的迁移学习模型,根据上述实验设置的超参数值和最佳冻结层数,分别在KTH-TIPS和UMD纹理库上开展实验,对本章构建的迁移学习模型进行最终的测试,以便获得在测试集上的纹理识别精度。对UMD纹理库进行划分,其中每类的20个样本作为训练集,10个样本作为验证集,10个样本作为测试集。......
2023-06-29
采用汉诺威分析仪对DW100和DWE711两种焊丝样品在四组不同焊接参数下进行测试,获取相应的数字信息。在24.5V/190A小焊接参数下测试得到的电弧电压、焊接电流波形图(撷取0~6s)如图6-10和图6-11所示。两种焊丝样品试验编号分别为DW100-4和DWE711-4。
由波形图直观地看出:DW100-4焊丝样品电弧电压和焊接电流波形比较均匀密集,DWE711-4焊丝样品的波形短路较少,且分布不均匀。图6-12是电弧电压和焊接电流概率密度分布叠加图,可以看出DW100-4焊丝短路概率曲线相对于DWE711-4焊丝处于较高的位置(图6-12a),相应的焊接电流,特别是大电流的概率密度分布曲线(图6-12b)位置也比DWE711-4焊丝高一些和相对靠右一些。测试结果说明在这一参数下DW100-4焊丝样品的短路倾向比DWE11-4焊丝样品大。
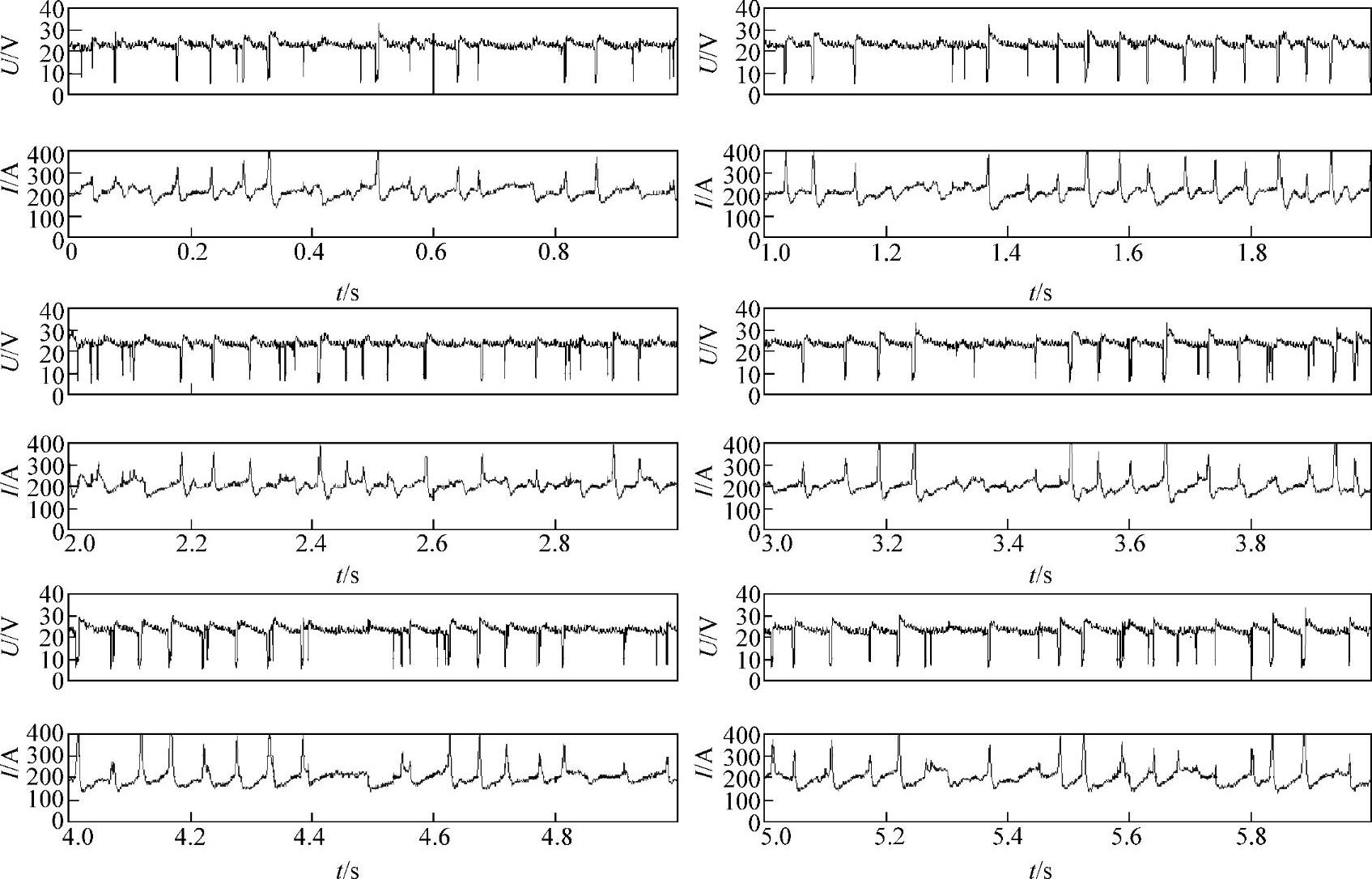
图6-10 药芯焊丝CO2气体保护焊电弧电压、焊接电流波形图(一)
焊丝样品:DW100-4;设置焊接参数:24.5V/190A。
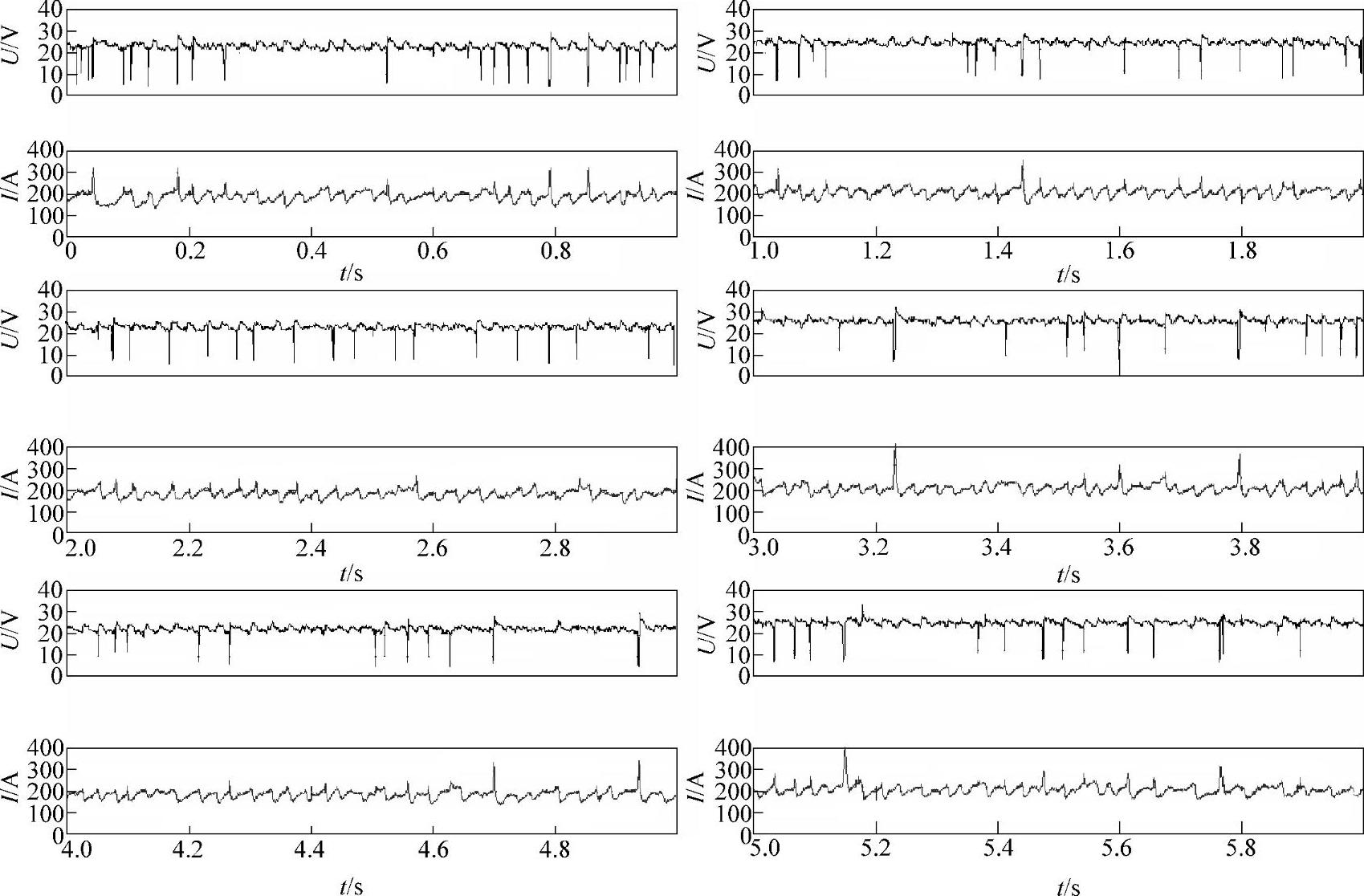
图6-11 药芯焊丝CO2气体保护焊电弧电压、焊接电流波形图(二)
焊丝样品:DWE711-4;设置焊接参数:24.5V/190A。
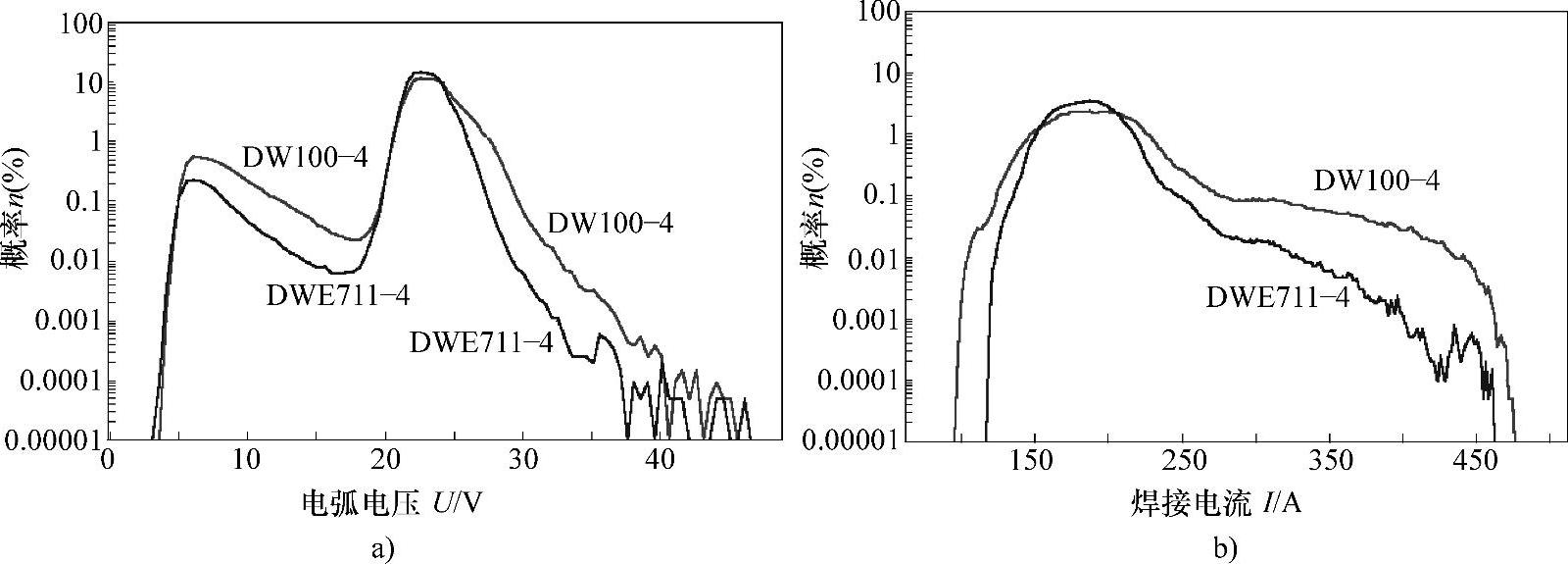
图6-12 电弧电压和焊接电流概率密度叠加图
a)焊丝样品:DW100-4 b)焊丝样品:DWE711-4
焊接参数:24.5V/190A。
图6-13是DW100-4和DWE711-4焊丝样品周期时间频率分布图,看出DW100-4短路周期时间频率分布集中于图左侧不超过250μs的范围(图6-13a),而DWE711-4焊丝短路周期时间频率分布很分散(图6-13b)。
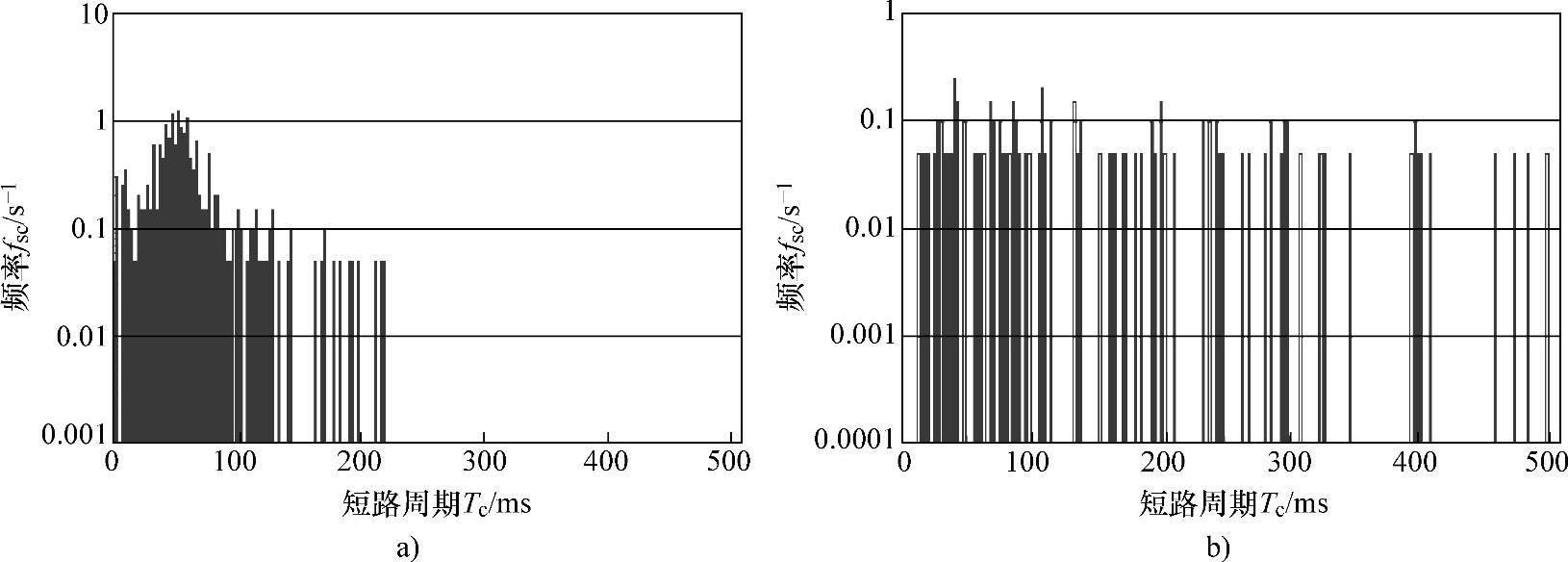
图6-13 DW100-4和DWE711-4周期时间频率分布图
a)焊丝样品:DW100-4 b)焊丝样品:DWE711-4
焊接参数:24.5V/190A。
当设置焊接参数由24.5V/190A增大到28V/240A时,两种测试焊丝的熔滴短路行为明显减少。如图6-14、图6-15所示,在撷取的0~4s的波形图中看到,DW100焊丝和DWE711焊丝(样品名称编号分别为DW100-3和DWE711-3)出现的短路都很少。图6-16所示为两种焊丝样品的电弧电压和焊接电流概率密度叠加图,可以看出DW100-3焊丝和DWE711-3焊丝的概率密度分布曲线十分接近,反映短路概率的小驼峰曲线很低,短路的概率很小,DWE711-3焊丝曲线位置更低,短路概率比DW100-3焊丝更小。
显然在32V/300A和更大的焊接参数下两种焊丝都不发生短路过渡。
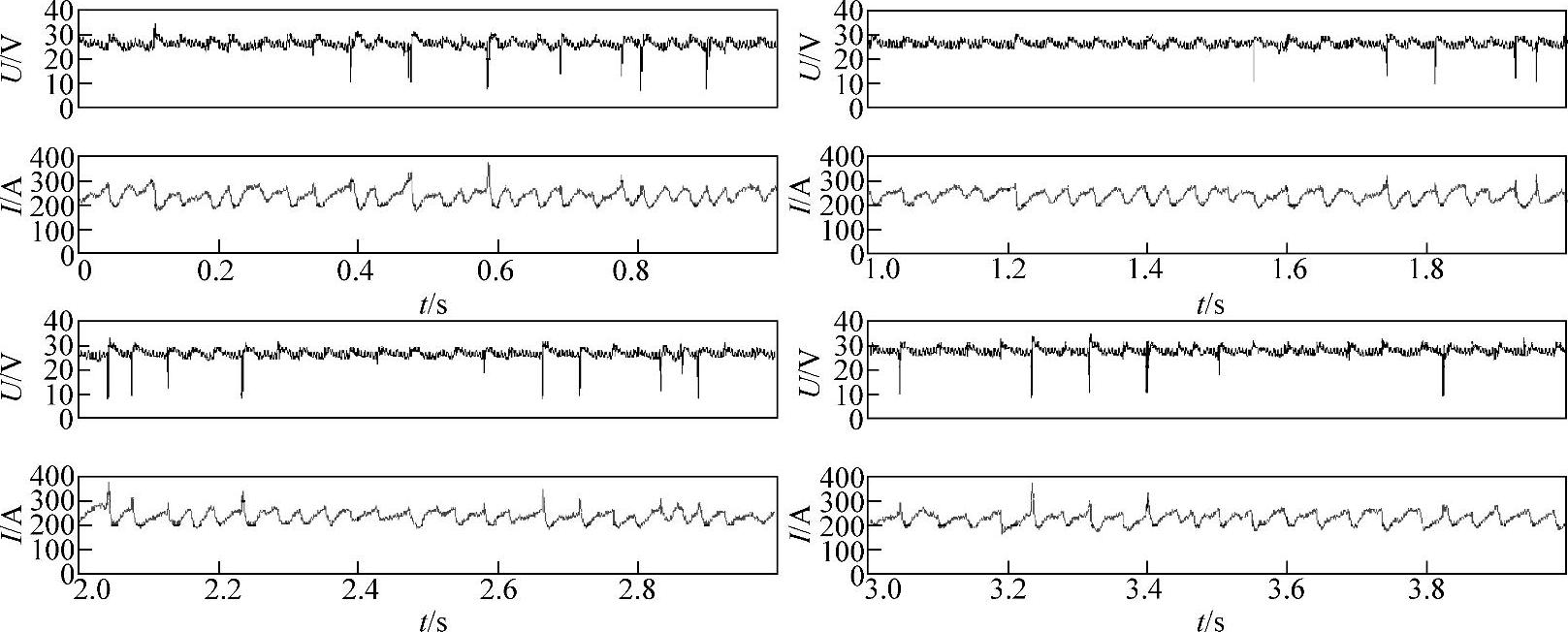
图6-14 药芯焊丝CO2气体保护焊电弧电压、焊接电流波形图(一)
焊丝样品:DW100-3;焊接参数:28V/240A。
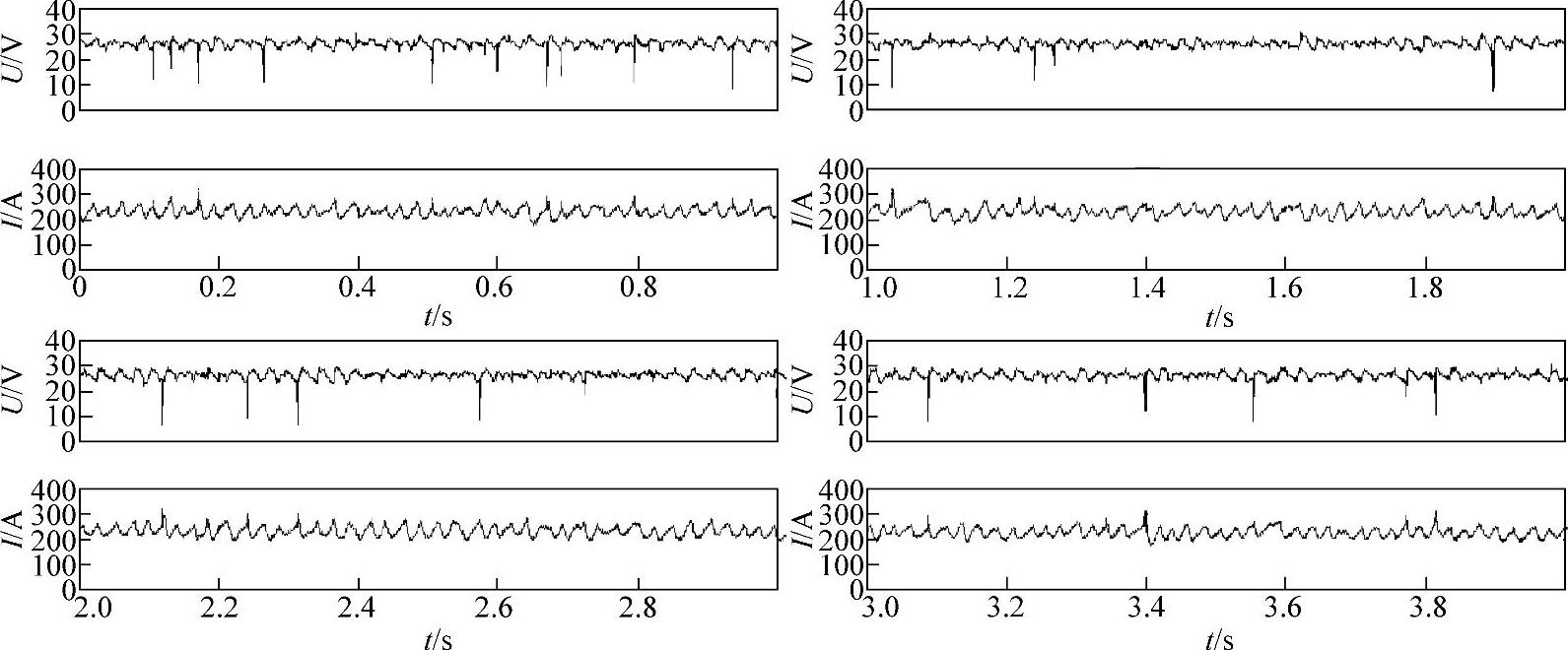
图6-15 药芯焊丝CO2气体保护焊电弧电压、焊接电流波形图(二)
焊丝样品:DWE711-3;设置焊接参数:28V/240A。
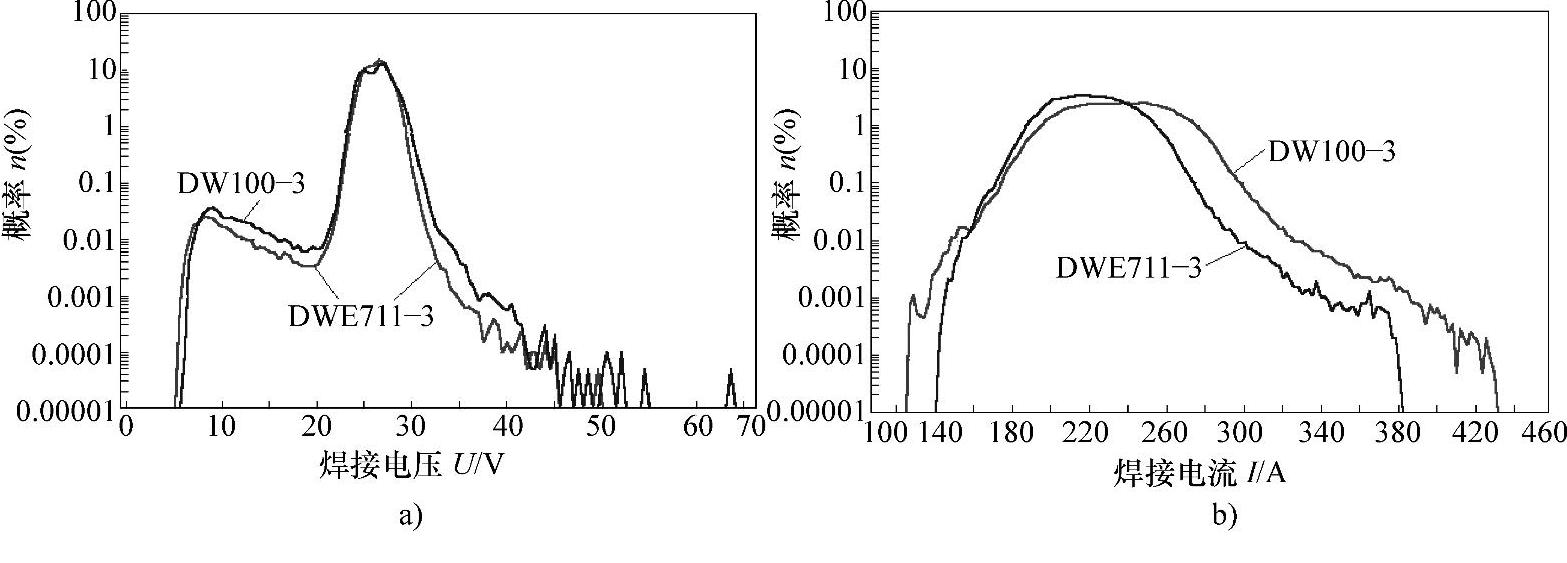
图6-16 电弧电压和焊接电流概率密度叠加图
a)焊丝样品:DW100-3;设置焊接参数:28V/240A;实际焊接参数:U=26.34V,I=236.53A b)焊丝样品:DWE711-3;设置焊接参数:28V/240A;实际焊接参数:U=26.35V,I=221.01A
有关焊接材料工艺性的信息化技术的文章

针对本章构建的迁移学习模型,根据上述实验设置的超参数值和最佳冻结层数,分别在KTH-TIPS和UMD纹理库上开展实验,对本章构建的迁移学习模型进行最终的测试,以便获得在测试集上的纹理识别精度。对UMD纹理库进行划分,其中每类的20个样本作为训练集,10个样本作为验证集,10个样本作为测试集。......
2023-06-29

测试HTTPSQS只需要使用浏览器即可,如果使用虚拟机,首先需要确保本地机器能够连接到虚拟机上。HTTPSQS是基于异步事件的,所有数据的入队都是单一同向的,并且数据入队后均需要排序。HTTPSQS能够接受GET或者POST提交方式。HTTPSQS支持出队时对数据进行序列化,默认情况下为TXT文本。如果出队成功,则返回json序列化数据或文本数据,否则将会返回HTTPSQS_GET_END异常信息,表示数据不存在。......
2023-11-04

前述测试主要是对利用特征数据进行分类精度对比,由于数据集大小、类分布不同等因素影响,精度只能在一定程度上代表数据对分类的支持情况。为探索特征数据的性能,更深入的分析是必要的。这组分析表明,特征数据集具有较好的线性可分特性。表5.11Fisher线性判别的分类结果2.特异分析在数据集中,一些数据或对象与其中其他数据或对象显著不同,则称是特异数据或特异对象。......
2023-06-16

经过仿真平台的验证,智能汽车的研发中最重要的环节便是反复的实车测试。智能汽车的实车测试包括基本单项测试和综合测试。Boss智能汽车在正式参加比赛之前进行了超过3 000 km的自主驾驶测试。在一次测试中Boss智能汽车无法正常工作,经过检查发现,车辆总线中2 mm信号线短路了。智能汽车的可靠性保证,包括故障诊断和行为恢复等机制。智能汽车针对特定任务会产生一系列行为。......
2023-09-19

(一)实验结果与结论表1实验班与对照班各阶段作文专项测试情况统计表说明: ①前测情况,由课题组在新生分班时考试测定,其余各阶段情况由课题组分别在各阶段结束时考试测定。县教研室、学校领导对实验老师予以了充分的理解和支持;实验初期的波折,没有影响实验的继续推行。......
2023-11-22

图7-42所示为ARCnet网络节点发送一次数据包的过程。ARCnet网络中的令牌等待延迟和节点数、网络负载以及是否发生网络重构相关。在ARCnet网络中,每个节点数据信息的实时性也会不同,可采用轮询方法来保证强实时性的节点信息及时得到发送。......
2023-08-29
腐蚀标准色板的色泽变化表示了试验铜片腐蚀增强程度的不同。表3-4铜片腐蚀标准色板分级表注:此系列中所包括的新磨光铜片,仅作为测试前磨光铜片的外观标志。如果一块铜片看上去比1级标准色板有更深的橙色,则仍认为它属于1级;但若观察到红色,则该片应判定为2级。......
2023-06-23
相关推荐