由于尺度为0.1~1.0μm的粒子对人体影响较大,而药芯焊丝CO2气体保护焊时焊接烟尘颗粒直径均分布在0.1~1.0μm之间,因此几乎全部都能被人体吸收[41,42]。焊接时的烟尘是药芯焊丝CO2气体保护焊时重要的电弧物理现象之一。图5-107 药芯焊丝CO2气体保护焊时析出烟尘的现象样品名称:Hobart03.05.08,φ1.2mm;焊接参数:25.5V/150A,直流反接;拍摄速度:2000f/s。......
2023-06-30
观察大量药芯焊丝CO2气体保护焊的高速摄影影片资料时经常看到,在距熔滴的根部4.5~6mm的焊丝周围(大约4~5倍焊丝直径)有由焊丝析出的浓浓烟尘。图5-114是8RD502药芯焊丝样品析出烟尘的4帧照片,图中看到在开裂处析出的烟柱,产生这一现象的原因是药芯焊丝在制造成形过程中存在着较大的内应力,当焊丝被加热到一定温度时,应力释放使得焊丝在原接缝处开裂,这种开裂现象使药粉中敷料反应产物的烟尘(细小颗粒物)从开裂处喷射出来。在第2帧照片中还发现从焊丝的开裂处向外喷射出可见的较大的颗粒,尽管这一现象是个别的。
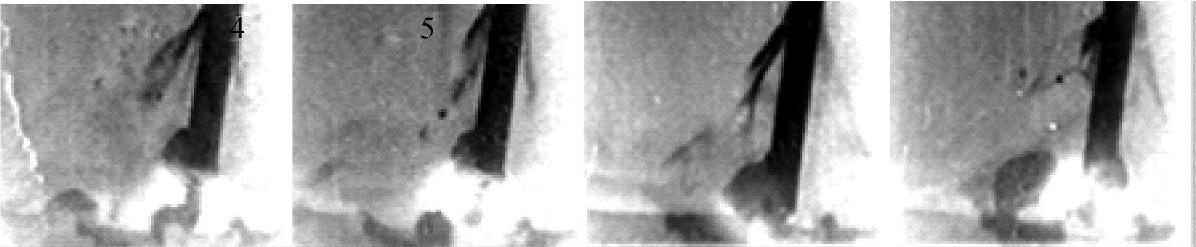
图5-114 药芯焊丝样品在焊丝下部析出烟尘的照片
焊丝样品:8RD50203.05.08;焊接参数:24V/190A;拍摄速度:3000f/s。

应该说明的是,药芯焊丝在焊接时,虽然像照片里看到的如此严重的情况是个别的,但出现裂口并析出烟尘的现象并不少见,在国内外的少数焊丝样品的影片资料中也曾发现过。
图5-115是在焊接过程中突然使电弧中断时得到的焊丝端部照片,它保留焊接时焊丝端部的状态。在图5-115a8RD502焊丝的端部照片中明显地看到焊丝出现了开缝,在图5-115b不锈钢GHT309焊丝样品端部的照片中,看出焊丝开缝的情况也十分严重,这可能是由于不锈钢的热膨胀系数较大造成的。
焊接时药芯焊丝烟尘异常析出现象的危害不仅仅是增大了烟尘的析出量,而且由于药芯某些成分在进入电弧区和熔化之前跑掉,在一定程度上引起参与反应的药芯成分的变化,从而影响焊丝的冶金性能和工艺性能。
焊丝烟尘异常析出现象的发现给药芯焊丝生产制造商以重要的启示,特别对于普遍采用截面“O”形结构的药芯焊丝,力图减小焊丝的残余应力,避免焊丝焊接过程中出现开缝。
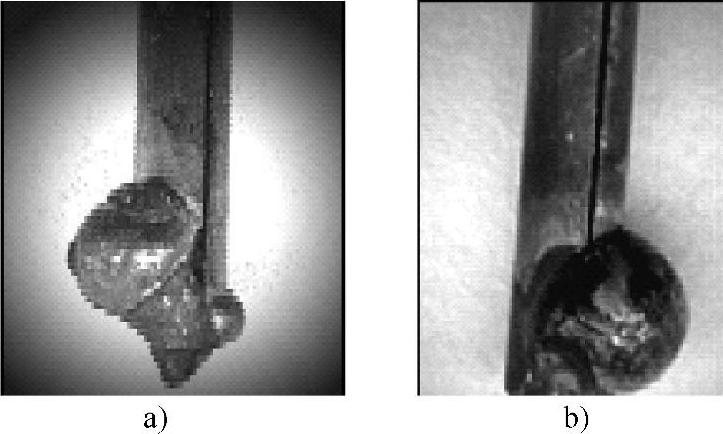
图5-115 药芯焊丝样品焊丝端部出现焊丝开缝的照片
a)焊丝样品:8RD50203.05.08,φ1.2mm;焊接参数:24V/190A b)焊丝样品:GHT309,φ1.2mm;焊接参数:24V/160A
有关焊接材料工艺性的信息化技术的文章

由于尺度为0.1~1.0μm的粒子对人体影响较大,而药芯焊丝CO2气体保护焊时焊接烟尘颗粒直径均分布在0.1~1.0μm之间,因此几乎全部都能被人体吸收[41,42]。焊接时的烟尘是药芯焊丝CO2气体保护焊时重要的电弧物理现象之一。图5-107 药芯焊丝CO2气体保护焊时析出烟尘的现象样品名称:Hobart03.05.08,φ1.2mm;焊接参数:25.5V/150A,直流反接;拍摄速度:2000f/s。......
2023-06-30

近年来随着我国长输油气管线工程建设规模的增大和建设质量的提高,以及油气管线现场的安装工作,对自保护药芯焊丝的市场需求进一步扩大,而且对自保护药芯接头质量的要求也越来越高。尽管对于自保护药芯焊丝焊接冶金问题已经做了不少的研究工作,但无论是在理论上还是在具体应用技术方面,都还有待于进一步深入研究和技术创新。......
2023-06-30

对三种焊丝样品的高速摄影照片的观察证实熔滴短路周期变异系数ν能够反映CO2气体保护焊时药芯焊丝焊接过程的稳定性,可以作为评价药芯焊丝CO2气体保护焊时焊丝工艺性的判据。......
2023-06-30

细直径药芯焊丝可用于全位置焊,粗直径药芯焊丝多用于平焊及平角焊。无渣型即金属粉芯型,主要用于埋弧焊及高速CO2焊。有渣型药芯焊丝按渣的碱度可分为酸性渣和碱性渣两类。目前CO2焊用药芯焊丝使用量最大的为钛型(酸性)渣系。......
2023-06-26

为了探讨自保护药芯焊丝焊接参数对焊接过程稳定性的影响,可以列举用汉诺威分析仪在不同焊接参数下进行的电弧物理试验来说明。表中还列出JINQIA-O自保护药芯焊丝样品电弧物理特性参数。图8-58是第二组自保护药芯焊丝样品ht25-3的电弧电压、焊接电流波形图。......
2023-06-30
如果药芯焊丝CO2气体保护焊时选择的焊接参数不合理,会引起飞溅的增大,导致焊接过程不能稳定进行。然后焊丝发生的爆断,造成焊接过程的不稳定和产生明显的飞溅,其飞溅物并不是熔滴,也不是熔渣的颗粒,而是尚未完全熔化的半熔化状的焊丝。图5-99 药芯焊丝CO2气体保护焊焊接过程不稳定时的飞溅现象样品名称:10SDW10004.03.20,φ1.2mm;预置焊接参数:20V/278A;拍摄速度:2000f/s。......
2023-06-30

2.大焊接参数时焊丝工艺性的评价案例选择试验编号为DW100、KH-71T、HS502的三种药芯焊丝样品,在设置电压21.5V、送丝速度210dm/min条件下进行CO2气体保护焊工艺性测试,采用ZB-500型CO2气体保护焊机,利用携带焊枪的自动行走小车进行CO2气体保护焊自动焊接,气体流量20L/min,试板材料为Q235钢,尺寸为400mm×130mm×12mm,试验重复多次,列出其中三次的数据,测试采样时间10s。......
2023-06-30
相关推荐