对图5-75所示的现象进行分析可以说明再引弧飞溅产生的机理。在图5-77所示的案例中显示出十分强烈的再引弧飞溅,熔池中大的金属颗粒被排挤出去。再引弧时飞溅大都发生在熔池,但也有可能发生在焊丝端部残留的熔滴金属上。图5-78 药芯焊丝CO2气体保护焊时发生再引弧飞溅的高速摄影照片(二)样品名称:SQJ50药芯焊丝,φ1.2mm;预置焊接参数:25V/60dm/min,直流反接;拍摄速度:1200f/s。......
2025-09-29
焊接时的烟尘是药芯焊丝CO2气体保护焊时突出的问题之一,药芯焊丝焊接时的烟尘可能来自液体金属和非金属物质高温蒸气被迅速氧化和冷凝,生成所谓“一次粒子”,直径在0.01~0.4μm范围,以0.1μm左右居多,随着温度的迅速下降,几十或几百个粒子通过熔合与聚集成“二次粒子”,形成包围熔滴或飞溅物的金属颗粒周围可见的“烟雾”。由于尺度为0.1~1.0μm的粒子对人体影响较大,而药芯焊丝CO2气体保护焊时焊接烟尘颗粒直径均分布在0.1~1.0μm之间,因此几乎全部都能被人体吸收[41,42]。
焊接烟尘的成分和形成机制是相当复杂的,我国焊接工作者做了不少的研究工作[41-48],发现钛型药芯焊丝CO2气体保护焊时烟尘的主要成分是氧化铁,约占析出烟尘总量的50%,其次有硅和锰的氧化物;酸性焊条的烟尘中氧化铁的质量分数几乎占50%。
焊接时的烟尘是药芯焊丝CO2气体保护焊时重要的电弧物理现象之一。作者从大量的影像资料中观察焊接过程中烟尘析出的诸多现象,注意到电弧的活动与熔滴行为以及焊接参数对焊接烟尘的影响,本节对此进行定性分析,为焊接烟尘的研究工作提供参考。
焊接时烟尘的析出可以从大量熔滴行为的图像中直接观察到。图5-107是一组排斥过渡时产生烟雾的高速摄影照片,看到在焊丝端部的大熔滴的周围始终笼罩着烟雾,当出现小的颗粒飞溅时,飞溅的金属颗粒周围也被烟雾包围着(第8~12帧照片)。可以想象在电弧的高温和CO2气体保护焊的强氧化气氛中,熔滴金属周围笼罩的烟尘不可能是金属微粒,而最有可能主要是氧化铁。
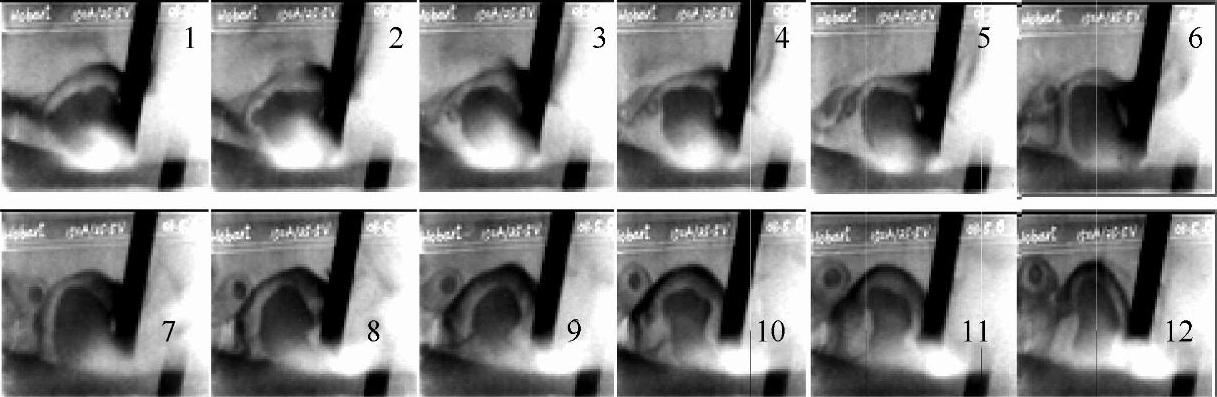
图5-107 药芯焊丝CO2气体保护焊时析出烟尘的现象
样品名称:Hobart03.05.08,φ1.2mm;焊接参数:25.5V/150A,直流反接;拍摄速度:2000f/s。
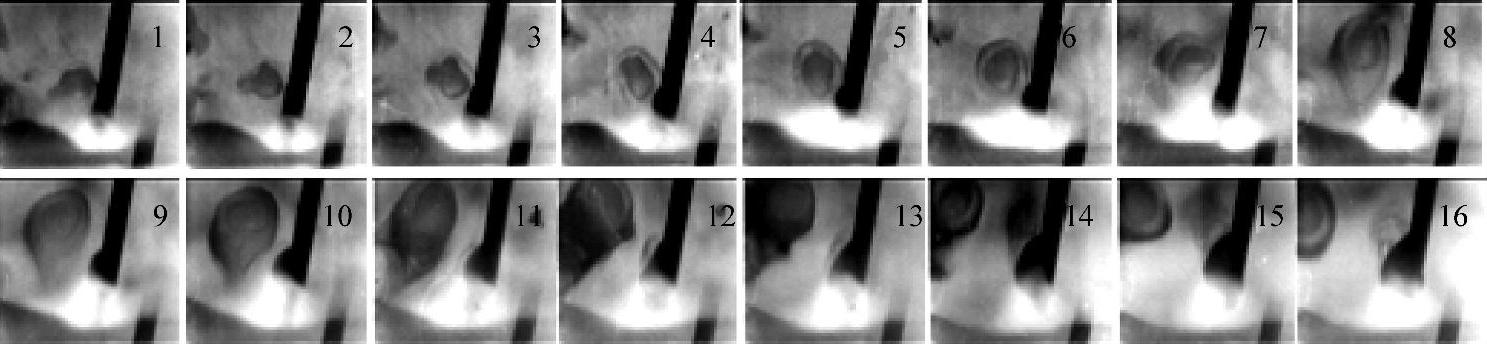
图5-108所示为一组反映飞溅的金属颗粒大量析出烟尘的案例,看到当一个金属熔滴刚刚飘离时(第2~4帧照片),烟雾还不很大,但在其飞行过程中,逐渐在飘离的熔滴周围析出烟尘,从第4帧照片开始,析出的烟雾越来越浓,在第9、10帧照片看到浓烈的烟尘完全包裹了飞行的熔滴,形成一个烟团飞离焊接区,由于浓烟的遮挡,以致完全看不到熔滴的轮廓。
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
图5-108 药芯焊丝CO2气体保护焊飞溅的颗粒周围析出浓烈烟尘的照片(一)
样品名称:Hobart03.05.08,φ1.2mm;焊接参数:25.5V/150A,直流反接;拍摄速度:2000f/s。

图5-109是另一幅药芯焊丝CO2气体保护焊时析出烟尘的照片,看到焊丝端部的一个熔滴脱离(第1帧照片)之后飞行了一段时间,至第33帧照片后才逐渐看到飘浮熔滴周围的黑色烟尘,析出过程在第33~59帧照片十分清晰可见,直到第63帧照片时烟尘消散。为什么在熔滴刚从焊丝端分离出来的瞬间看不到可见的烟尘,而在稍后的一段时间才观察到?这是因为:在熔滴刚刚脱离焊丝端呈飘浮状态的一段时间,熔滴自身温度很高,此时析出的高温金属蒸气及被氧化的产物还处于气体状态,因此不能用肉眼观察到,而当飘浮的熔滴飞行一段时间后,蒸发的气体温度逐渐降低,冷凝后形成的氧化铁的液体微粒才呈现出来,人们观察到的“烟尘”实际上主要是氧化铁的液滴或是已凝固的微粒(即前面提到的“二次粒子”)。在熔滴周围可见的氧化铁微粒不是很快地散去,而是包围在熔滴的周围,这可能是由于熔滴自身的高速旋转,在它的周围产生负压区,使烟尘不易很快散去。看到的熔滴周围的烟尘似乎不是紧紧包围它,而是在它的周围有一圈“空白”,使飘浮状态的熔滴看上去很像鱼眼(在图5-109的第45~59帧照片中看得非常清楚),这一圈“空白”其实最可能是还没来得及液化的氧化铁蒸气。
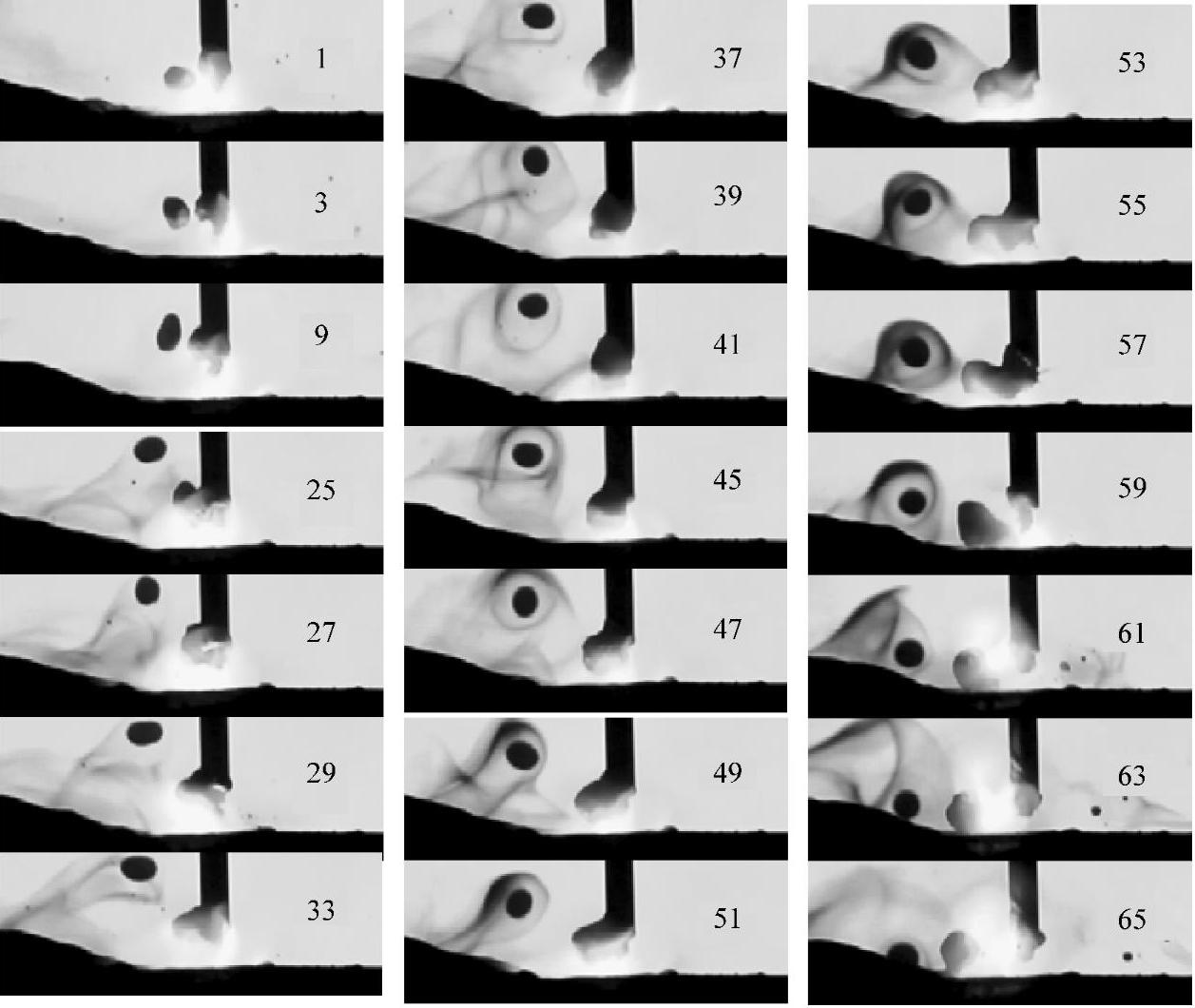
图5-109 药芯焊丝CO2气体保护焊飞溅的颗粒周围析出浓烈烟尘的照片(二)
样品名称:YC507药芯焊丝,φ1.2mm;焊接参数:24V/45dm/min,直流反接;拍摄速度:1200f/s。
相关文章

对图5-75所示的现象进行分析可以说明再引弧飞溅产生的机理。在图5-77所示的案例中显示出十分强烈的再引弧飞溅,熔池中大的金属颗粒被排挤出去。再引弧时飞溅大都发生在熔池,但也有可能发生在焊丝端部残留的熔滴金属上。图5-78 药芯焊丝CO2气体保护焊时发生再引弧飞溅的高速摄影照片(二)样品名称:SQJ50药芯焊丝,φ1.2mm;预置焊接参数:25V/60dm/min,直流反接;拍摄速度:1200f/s。......
2025-09-29

焊接过程中,熔滴阶段进行着强烈的碳的化学反应,生成的CO气体在熔滴的某个部位逸出而引起飞溅,这种飞溅称作气体逸出飞溅。熔滴中气体逸出飞溅现象的本质与熔滴爆炸飞溅是一样的,都是由于熔滴内冶金反应形成的CO气体的逸出而引发的飞溅,区别是其冶金过程进行的激烈程度不同。......
2025-09-29

图5-91是气体保护焊时钛型药芯焊丝发生飘离飞溅的高速摄影照片,看出在焊丝端部的较大熔滴在电弧力的作用下分离出一个小熔滴,这个小溶滴被推向一侧形成了明显的飘离飞溅。图5-89 药芯焊丝CO2气体保护焊细熔滴过渡时发生熔池飞溅的高速摄影单帧照片(一)样品名称:DW100药芯焊丝,φ1.2mm;预置焊接参数:32V/150dm/min,直流反接。图5-93是12RD507碱性药芯焊丝和RD502钛系药芯焊丝熔滴整体发生飘离飞溅的单帧照片,焊丝直径为φ1.2mm。......
2025-09-29

药芯焊丝在CO2气体保护焊条件下,金属熔滴所受到的作用力要复杂一些,不同的熔滴过渡形态熔滴的受力状态不相同。图5-2是药芯焊丝CO2气体保护焊一个熔滴从形成、长大到过渡全过程的高速摄影照片,是从170帧照片中选取有代表性的28帧。......
2025-09-29

图5-18 药芯焊丝CO2气体保护焊表面张力过渡时发生电爆炸飞溅的高速摄影照片焊丝样品:7DW100030318,焊丝直径:φ1.2mm;焊接参数:24.7V/210A;拍摄速度:2000f/s。图5-22 药芯焊丝CO2气体保护焊形成不稳定的表面张力过渡高速摄影照片(二)焊丝样品:16DW10004.05.23,焊丝直......
2025-09-29
图5-31 药芯焊丝CO2气体保护焊焊接参数对熔滴过渡频率的影响注:ZB-500型CO2气保焊机,直流反接,气体流量18~20L/min,焊丝伸出长度20mm。图5-34 药芯焊丝CO2气体保护焊细熔滴过渡的高速摄影照片(一)焊丝样品:KFX-71,φ1.2mm;焊接参数:36V/200dm/min,直流反接;拍摄速度:1200f/s。......
2025-09-29
药芯焊丝CO2气体保护焊的熔滴过渡形态是药芯焊丝电弧物理现象最主要的特征表现,在第2章阐述了焊条熔滴过渡形态的特征,指出对于一定规格的焊条,由于使用的焊接电流大体上限制在不大的范围内,因此焊条的熔滴过渡形态主要决定于焊条自身的因素,如渣系、药皮组成物成分及物理化学性质、药皮的厚度等。这三种熔滴过渡形态反映了钛型药芯焊丝熔滴过渡的基本情况。......
2025-09-29

图5-94 药芯焊丝CO2气体保护焊时不同焊接参数对飞溅频率的影响注:1、2、3、4表示不同的样品焊丝。药芯焊丝熔滴过渡形态对飞溅的类型和飞溅频次有直接的关系。不同熔滴过渡形态表现出来的主要飞溅形式不相同。由图看出,随着焊接参数的增大,也就是熔滴过渡形态由排斥过渡逐渐向表面张力过渡和细熔滴过渡转变时,熔池飞溅增加了,熔滴气体逸出飞溅和短路电爆炸飞溅减少。......
2025-09-29
相关推荐