【摘要】:无论是焊条电弧焊还是CO2气体保护焊,短路电爆炸飞溅现象都是主要的飞溅形式。图5-62是实心焊丝样品在CO2气体保护焊时发生激烈的瞬时短路电爆炸飞溅的高速摄影画面。
无论是焊条电弧焊还是CO2气体保护焊,短路电爆炸飞溅现象都是主要的飞溅形式。电爆炸飞溅过程非常剧烈,产生的飞溅物数量多,颗粒大,飞溅颗粒散布的范围较大,造成的危害比较严重,还严重影响电弧的稳定性。短路电爆炸飞溅分为两种情况,一种是短路初期形成的瞬时短路电爆炸飞溅,另一种是熔滴短路末期由颈缩的金属桥发生爆炸形成的飞溅。
1.熔滴瞬时短路电爆炸飞溅现象
CO2气体保护焊排斥过渡时熔滴的瞬时短路电爆炸飞溅往往发生得十分频繁,是影响焊接工艺性的重要因素。药芯焊丝的飞溅与实心焊丝飞溅的规律大体上相近。图5-62是实心焊丝样品在CO2气体保护焊时发生激烈的瞬时短路电爆炸飞溅的高速摄影画面。由照片看到,在熔滴与熔池刚一接触的瞬间(图中第2~3帧照片),时间不到1.0ms,熔滴便发生了爆炸,大熔滴与熔池相接触的部分进入了熔池(图中第7~9帧照片),而熔滴上面的部分被分离出去(图中第9~14帧照片),造成大颗粒飞溅。

图5-62 实心焊丝CO2气体保护焊时短路瞬时电爆炸飞溅的高速摄影照片
样品名称:WH50实心焊丝0107.07.16;预置焊接参数:28V/220A;拍摄速度:2000f/s。
图5-63所示为实心焊丝在混合气体保护焊时发生瞬时短路电爆炸飞溅的实例。由图5-63a看出,第5帧照片熔滴与熔池发生短路,接着发生了电爆炸飞溅(第7~13帧照片)。而在图5-63b看到,在第3帧照片刚刚发生了熔滴与熔池的短路(实际上只是接触了一下),但是很快脱离了接触,同时电弧立刻引燃,紧接着熔滴再次与熔池接触时,立即发生了爆炸(第6~7帧照片)。
图5-64所示为药芯焊丝排斥过渡时发生瞬时电爆炸飞溅的案例。由图看到第3~5帧照片发生短路,接着第6帧照片发生爆炸飞溅,同时引燃电弧。图5-65所示为药芯焊丝排斥过渡时发生瞬时电爆炸飞溅的另一个案例,看出粗大的熔滴刚与熔池接触,电磁力将大熔滴很快推离并发生飞溅(第3~7帧照片)。图5-66也是瞬时短路电爆炸行为的实例,第3~5帧照片熔滴短路后发生了爆炸,从第5帧照片看到,短路桥的上部与焊丝的连接处截面最小,爆炸就发生在这里,发生爆炸的同时,电弧立即在焊丝端部与尚未完全进入熔池的熔滴之间引燃。以上举出的三个案例短路时间都不大于2.5ms。
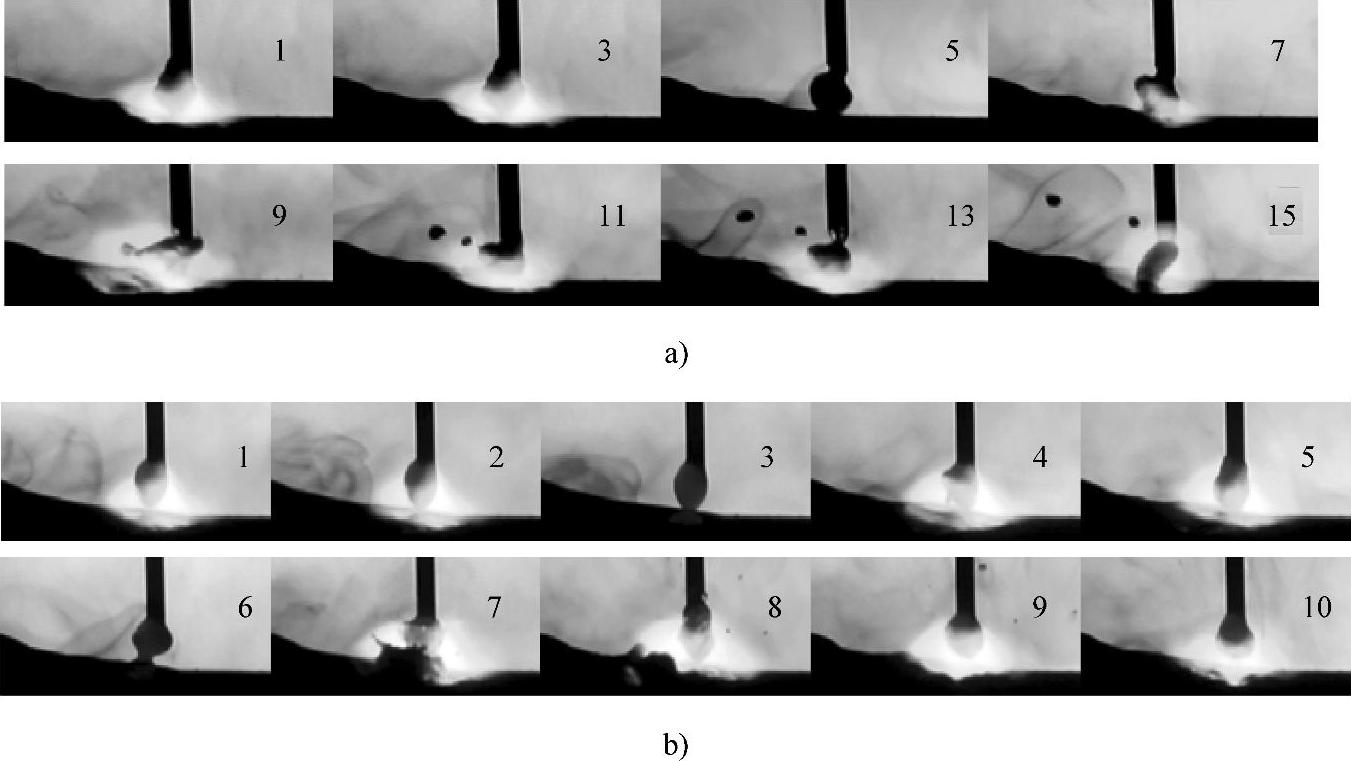
图5-63 实心焊丝混合气体保护焊瞬时短路电爆炸飞溅的高速摄像照片
样品名称:常州华通HT50实心焊丝,φ1.2mm;预置焊接参数:25V/50dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。

图5-64 药芯焊丝CO2气体保护焊时发生瞬时电爆炸飞溅高速摄影照片(一)
样品名称:DW100药芯焊丝,φ1.2mm;预置焊接参数:21V/60dm/min,直流反接;保护气体:100%CO2;拍摄速度:1200f/s。

图5-65 药芯焊丝CO2气体保护焊时发生瞬时电爆炸飞溅高速摄影照片(二)
样品名称:DW100药芯焊丝,φ1.2mm;预置焊接参数:21V/60dm/min,直流反接;拍摄速度:2000f/s。
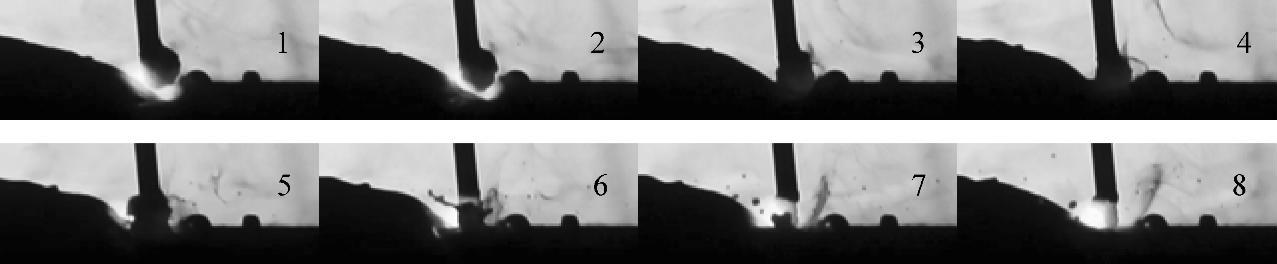
图5-66 药芯焊丝CO2气体保护焊时发生瞬间电爆炸飞溅高速摄影照片(三)
样品名称:DW100药芯焊丝,φ1.2mm;预置焊接参数:26V/90dm/min,直流反接;拍摄速度:2000f/s。
以上所举的都是CO2气体保护焊时发生瞬时短路电爆炸飞溅的例子。瞬时短路电爆炸飞溅发生的机理:一方面是由于熔滴与熔池刚发生接触,接触点短路电流瞬间增大,熔滴往往来不及在熔池表面铺展和过渡,就被迅速增长的电磁力排斥推离而形成飞溅;另一方面,熔滴与熔池接触的瞬间还有可能造成局部金属过热汽化,突然产生的气体对熔滴形成很大的推力,使熔滴脱离接触而形成飞溅。
一个球状液滴与一个水平的液面相接触时,在理论上其接触部位是点接触,圆球状的熔滴与熔池表面刚一接触时形成极小的接触面,因而必然导致上述瞬间短路飞溅的结果,然而实际上大多数熔滴与熔池发生的短路并不都引发电爆炸飞溅。
熔滴在短路时出现瞬时飞溅的概率与短路次数相比毕竟总是少的。这是因为实际上在焊接的条件下,熔滴总是在不停地激烈运动,熔滴不会保持圆球的形状,熔池也总是激烈地波动起伏,因此熔滴与熔池接触的瞬间有更多机会形成较大的接触面,在熔池的表面张力的作用下,熔滴迅速铺展开来,进行熔滴的过渡。正如图5-67a、b所示的情况,在熔滴与熔池发生短路的瞬间,由于接触面较大,并没有发生瞬时电爆炸飞溅,随后熔滴在熔池表面张力作用下较快地铺展开,使熔滴很快融入熔池(第3~5帧照片)完成了熔滴的过渡。这一过程实质是表面张力过渡,熔滴的过渡过程十分平稳。这一平稳过渡的案例实际反映了大多数熔滴的短路行为。
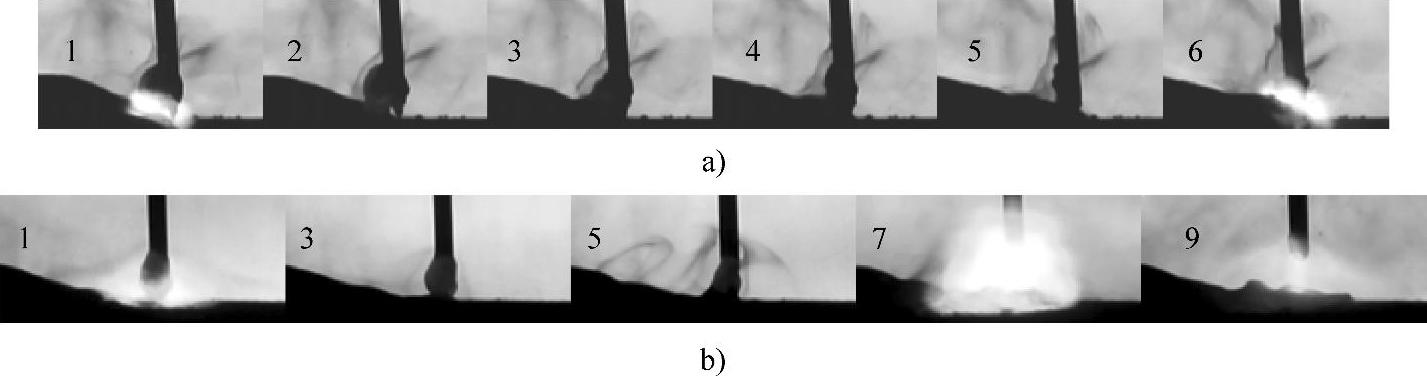
图5-67 药芯焊丝气体保护焊时表面张力过渡的高速摄影照片(拍摄速度:1200f/s)
a)样品名称:DW100药芯焊丝,φ1.2mm;预置焊接参数:21V/60dm/min,直流反接;保护气体:100%CO2 b)样品名称:HT50实心焊丝,φ1.2mm;预置焊接参数:25V/50dm/min,直流反接;保护气体:80%Ar+20%CO2
熔滴与熔池刚一接触的瞬间(如果不考虑接触点被迅速加热汽化这一因素),在接触的部位存在着两个力:一是强大的电磁力,对熔滴起着排斥作用,力图把熔滴排斥出去并极易造成飞溅;另一种力是熔池对熔滴的表面张力,它力图将熔滴拉入熔池。熔滴在接触熔池后是否会发生飞溅,取决于这两个力共同作用。当熔滴与熔池的接触面大时电流密度减小,在接触面处电磁力相应减小,熔池对熔滴的表面张力可以迅速增大,有利于熔滴的平稳过渡。相反当熔滴与熔池的接触面小时,电流密度和电磁力很快增大,熔滴在熔池的表面还来不及铺展开时,飞溅就发生了。
熔滴接触熔池时的速度对瞬时短路电爆炸飞溅的发生有重要的影响。熔滴进入熔池时的速度越大,熔滴与熔池接触面增加得越快,熔池金属对熔滴表面张力增加得也越快,电磁力还没有来得及增大到十分大的时候,熔滴在熔池表面迅速得到铺展,形成表面张力过渡。相反熔滴在与熔池接触的速度较慢时,接触面还没来得及扩大,迅速增长的电磁力就会引发飞溅,使接触面断开。显然当采用不大的焊接电流和相对较高的电弧电压的时候,较容易发生熔滴进入熔池的速度较慢的情况,形成瞬时短路电爆炸飞溅机会增大。图5-68所示为药芯焊丝在小电流160A和较高电压28V时熔滴发生瞬时短路电爆炸飞溅的例子。图中的高速摄影照片显示,在熔滴刚一短路(第3帧照片),甚至不到0.5ms的时间飞溅过程就发生了。也许由于短路时间极短,爆炸行为进行得不充分,熔滴并没有被完全破碎,但是已发生了强烈无规则变形,熔滴被拉长,它的下端已与熔池接触(第4~5帧照片),大部分熔滴金属被很快拉入熔池,这一过程使在熔滴尖端部位的金属被分离出小的金属颗粒(第6帧照片),由于焊接区排斥力场的作用使它飞离出去,形成飞溅,飞溅物在飞离的过程中燃烧着,后面拖着浓烈的烟尘(第9~14帧照片)。显然采用大电流焊接时熔滴进入熔池的速度就会增大,形成瞬时短路电爆炸飞溅的机会减小。这也就解释了熔滴以大电流表面张力过渡时发生瞬时短路电爆炸飞溅较少的原因。
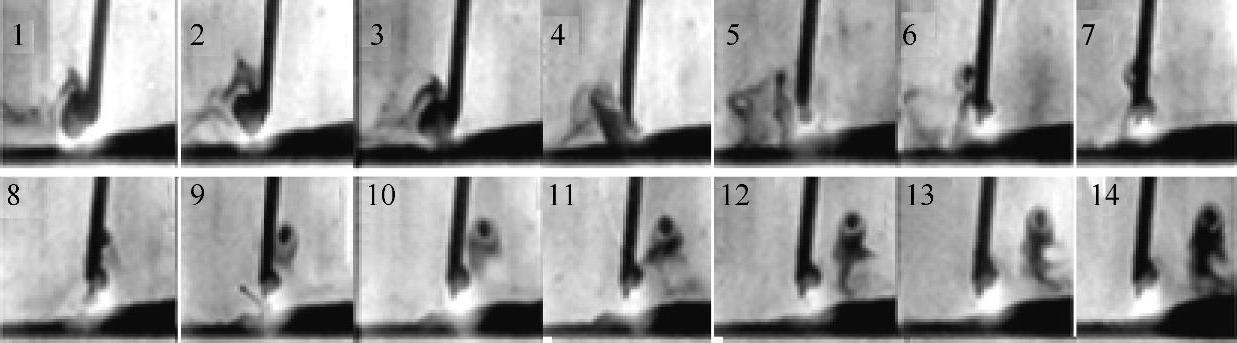
图5-68 药芯焊丝CO2气体保护焊小电流高电压条件下熔滴发生瞬时短路电爆炸飞溅的例子
样品名称:10SDW10003.05.07,φ1.2mm;预置焊接参数:28V/160A,直流反接;拍摄速度:2000f/s。
2.熔滴持续短路电爆炸飞溅现象
图5-69引用的是持续短路引起电爆炸飞溅的例子,由图中照片看出,第3帧照片熔滴与熔池发生短路,形成短路桥,桥接经过较长的时间(约7.5ms,第3~11帧照片)后发生爆炸,引起强烈的电爆炸飞溅。显然这个案例与前面引述的瞬间短路电爆炸飞溅不同,熔滴短路持续的时间较长,显然它不属于瞬时短路飞溅。
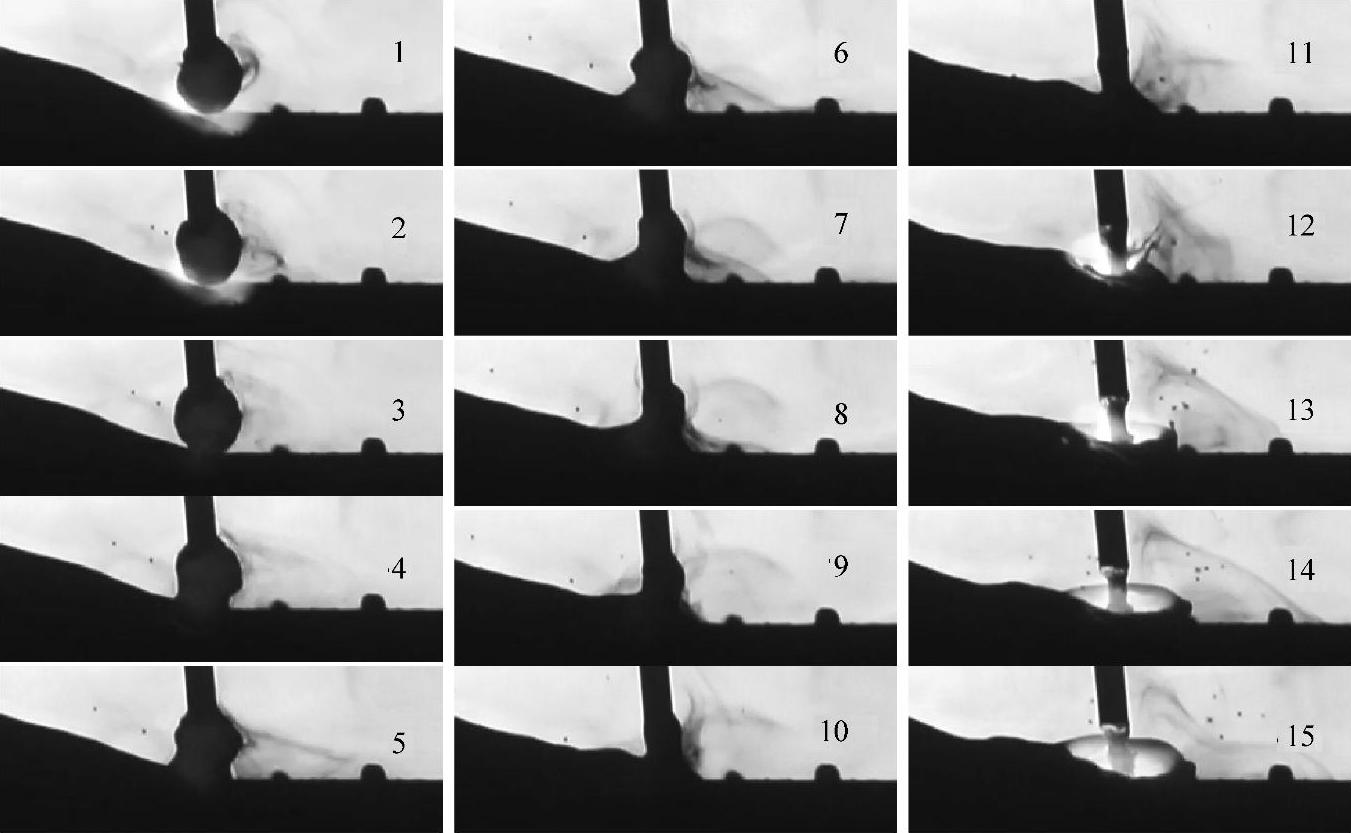
图5-69 药芯焊丝CO2气体保护焊持续短路电爆炸飞溅的高速摄影照片(一)
样品名称:KFX-71药芯焊丝,φ1.2mm;预置焊接参数:21V/60dm/min;拍摄速度:1200f/s。
对CO2气体保护焊时电爆炸飞溅现象的观察表明,持续短路电爆炸飞溅发生的概率比瞬时短路飞溅小。作者曾对4SDW100药芯焊丝样品在CO2气体保护焊时进行过测试,当采用预置焊接参数24.6V/190A时,由高速摄影照片统计出发生各种形式的飞溅12次,其中瞬时短路飞溅3次,占飞溅总数的30.5%,而持续短路电爆炸飞溅1次,占飞溅总数的10.2%。对其他样品进行过类似的统计,得到大体相近的结果。可见瞬时短路电爆炸飞溅发生的概率较大,而持续短路电爆炸飞溅的概率要小一些。
一般认为,在短路过程的后期,液体金属过渡即将完成,液桥变细,截面变小,当大电流通过颈缩的液体小桥时,短路电流密度急剧增大,一方面由于短路形成的过剩的能量积累此时达到顶峰,导致液桥金属的汽化,另一方面短路液桥受到的电磁收缩力也急剧增大,使液桥被掐断,两方面因素导致液桥的爆炸,造成强烈的飞溅。
参考文献[14]中曾经详细地阐述了焊条电弧焊时短路电爆炸飞溅这一过程,指出焊条电弧焊时的短路电爆炸飞溅一般不发生在熔滴与熔池相接触的瞬间,也不是发生在短路过程的中期,而往往是发生在短路过渡的末期、短路桥液体金属过渡将完成、短路桥变得很细、电流密度变得非常大的时候。参考文献[14]中对焊条电弧焊发生短路电爆炸飞溅的阐述与CO2气体保护焊时发生持续短路电爆炸飞溅的情况是一样的。图5-70是在CO2气体保护焊条件下发生持续短路电爆炸飞溅的实例,在图中第13帧照片看到熔滴的过渡即将完成,此时短路桥变得很细,接着发生了爆炸飞溅。
CO2气体保护焊的持续短路电爆炸飞溅现象虽然在本质上与焊条电弧焊是相同的,但在表现形式上有所不同:CO2气体保护焊时熔滴尺寸小,与熔池形成的短路桥颈缩的部位截面积很小,而电流密度很大,导致在更短时间发生液桥金属的汽化;由于CO2气体保护焊时电流密度大,在熔滴与焊丝接触横截面上施加的电磁收缩力比焊条电弧焊时大得多,因此CO2气体保护焊时液桥发生电爆炸飞溅的概率比焊条电弧焊时大;另外CO2气体保护焊时从熔滴与熔池短路到发生电爆炸飞溅的持续时间要比焊条电弧焊时短。作者曾对E5015和E4303焊条某一样品发生电爆炸飞溅的例子进行分析统计,结果是这两种焊条样品在发生电爆炸前的短路桥存在时间分别为9ms和8ms,比CO2气体保护焊时的短路时间一般要长一些。
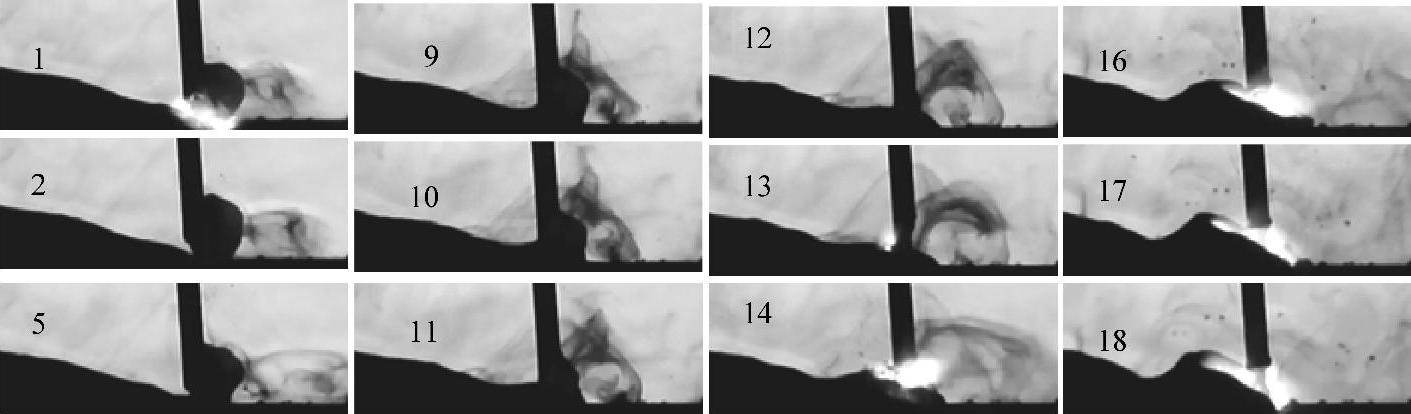
图5-70 药芯焊丝CO2气体保护焊持续短路电爆炸飞溅的高速摄影照片(二)
样品名称:DW100药芯焊丝,φ1.2mm;预置焊接参数:21V/60dm/min;拍摄速度:1200f/s。
既然电爆炸飞溅往往发生在熔滴过渡即将完成、短路桥变细的时候,那么显然可以这样推断,凡是在短路桥截面最小的部位,都可能存在着发生电爆炸飞溅的危险。由图5-71和图5-72看到熔滴的过渡过程并没有完成,短路桥还没有出现明显的颈缩,但在焊丝与熔滴的连接处的相对截面较小,(图5-71第6帧照片、图5-72第2帧照片)于是在那里发生了电爆炸(图5-71第7~9帧照片、图5-72第3帧照片),形成十分猛烈的飞溅,爆炸后电弧立即在焊丝端部与脱离焊丝的尚未完全进入熔池的熔滴之间燃起。
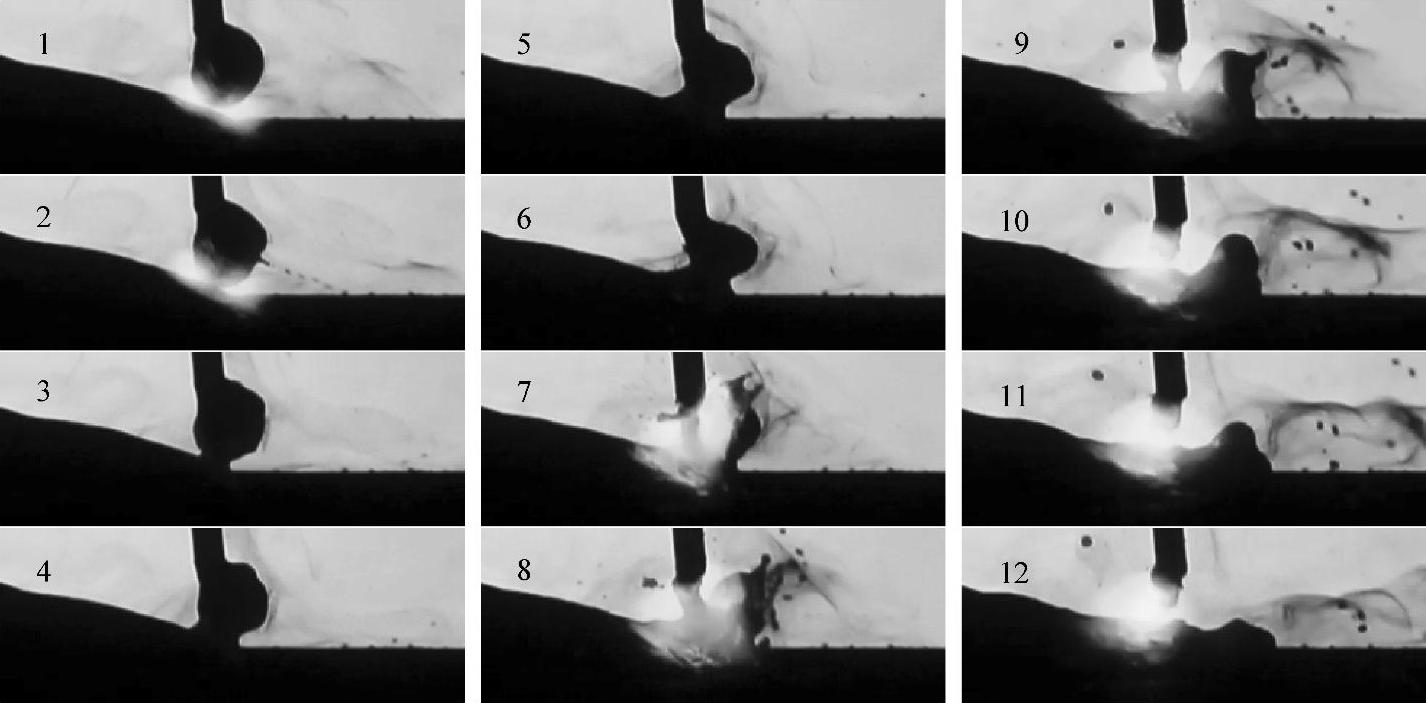
图5-71 药芯焊丝CO2气体保护焊电爆炸飞溅的高速摄影照片(一)
样品名称:KFX-71药芯焊丝,φ1.2mm;预置焊接参数:21V/60dm/min,直流反接;拍摄速度:1200f/s。

图5-72 药芯焊丝气体保护焊电爆炸飞溅的高速摄影照片(二)
样品名称:DQ-A1碱性药芯焊丝,φ1.2mm;预置焊接参数:23V/55dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。
类似的情况在图5-73中也清楚地呈现,由图可以看到,在熔滴与熔池短路和过渡过程中,熔滴未能在熔池表面得以铺展,由于熔滴表面张力的作用使自身收缩,力图使其与熔池脱离接触,当熔滴即将脱离熔池的瞬间,由于熔滴下面与熔池相连接的地方接触面积很小(第10帧照片),于是在这里发生了爆炸。
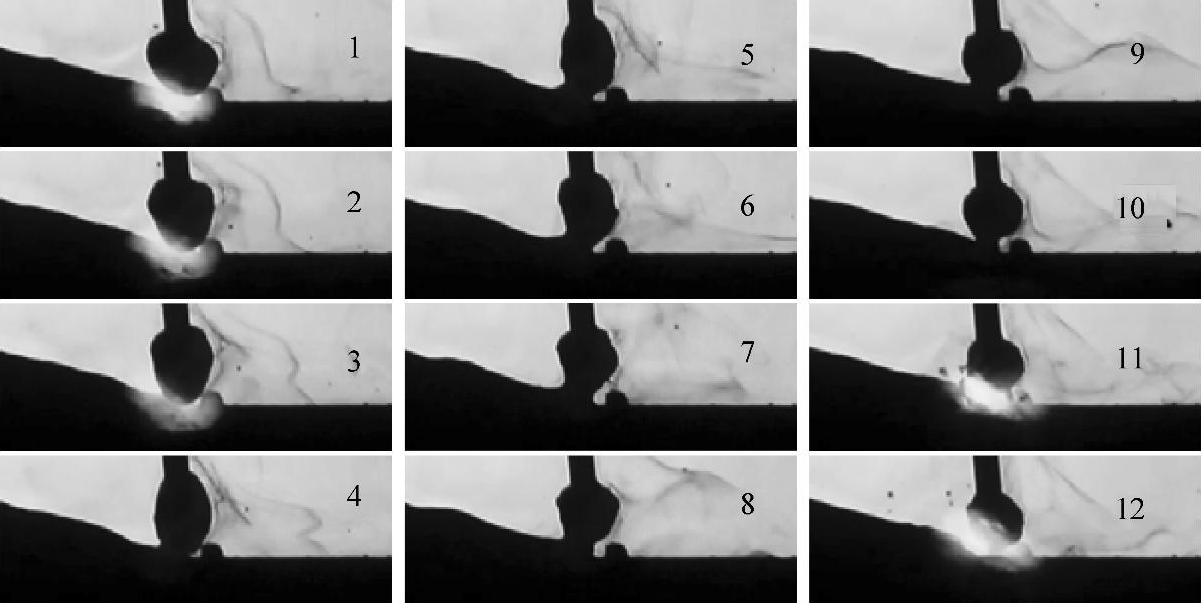
图5-73 药芯焊丝CO2气体保护焊持续短路电爆炸飞溅的高速摄影照片(三)
样品名称:KFX-71药芯焊丝,φ1.2mm;预置焊接参数:21V/60dm/min,直流反接;拍摄速度:1200f/s。
3.燃弧状态下熔滴电爆炸飞溅
排斥过渡时,在燃弧状态下也有时会出现大熔滴形成的电爆炸飞溅现象。图5-74所示为燃弧过程中在焊丝与熔滴的连接处发生电爆炸飞溅现象的典型实例,由图看出,第2帧照片在熔滴的上部与焊丝相连接处产生了颈缩,于是此处发生了爆炸,使熔滴与焊丝之间断开。这种电爆炸飞溅现象虽然与一般所说的短路桥的爆断在形式上不同,但它发生的机理却是相同的,即当电流流过小截面的熔体时,高的电流密度产生大的电磁收缩力及高的热能量而引发电爆炸飞溅。

图5-74 药芯焊丝燃弧状态下电爆炸飞溅的高速摄影照片
样品名称:YC507碱性药芯焊丝,φ1.2mm;预置焊接参数:24V/45dm/min,直流反接;保护气体:80%Ar+20%CO2;拍摄速度:1200f/s。
对以上所述的熔滴的电爆炸飞溅现象可做以下的归纳总结。
CO2气体保护焊条件下,电爆炸飞溅现象主要有两种情况:一种情况是发生在短路初期的瞬时短路飞溅,是熔滴与熔池刚一发生接触,短路电流突然上升,熔滴来不及在熔池表面铺展和过渡就被迅速增长的电磁力排斥出去而形成的飞溅,短路时间一般不超过3ms。这种瞬时短路飞溅是CO2气体保护焊条件下短路过渡时飞溅的主要形式之一。电爆炸飞溅的第二种情况是在持续短路过程的末期,熔化金属过渡即将完成,短路桥变得很细的时候,由于金属液桥通过大的短路电流时的热积累导致液桥过热汽化,加之短路电流形成的强大的电磁收缩力的共同作用,引起的短路桥爆炸。同样在熔化金属桥接过渡的过程中,在短路桥截面最小的部位也存在着发生电爆炸飞溅的危险。还存在燃弧时在悬垂熔滴的较小截面处发生爆炸的现象。
无论是瞬时短路电爆炸飞溅还是持续性短路形成的电爆炸飞溅都比较强烈,对工艺性的影响较大。为了防止短路引起的飞溅,焊接工作者在电源的设计上进行了大量的研究工作[35-39],基本思路是:降低短路电流水平,限制短路电流的上升速度,以及在液态小桥产生颈缩时抑制小桥爆断的发生。可以通过改进电源动、静特性和采用波控技术等手段实现。在焊接工艺和焊丝冶金方面,可以采取以下措施控制飞溅,采取富Ar气体保护,改善电弧和熔滴行为;增强焊丝的脱氧效果,适当降低焊丝的碳含量,减少CO气体的生成;采用活化焊丝,降低熔滴表面张力,细化熔滴,缩短液桥存在时间,活化剂可以使得弧根面积扩展,增强电磁力向熔池方向的轴向分力,增大熔滴过渡的推动力。这些因素都将有利于飞溅的控制。






相关推荐