图5-50 药芯焊丝CO2气体保护焊时在渣柱末端渣滴过渡的实例(二)焊丝样品:KFX-71药芯焊丝;焊接参数:32V/150dm/min,直流反接;拍摄速度:1200f/s。药芯焊丝CO2气体保护焊时出现熔滴与熔渣两者分别独立进行过渡的现象,很容易被解读为金属熔滴与渣的不融合,实际上多幅照片表现出的两者不相融合只是从已经长大的熔滴与渣柱之间相互接触程度而言,由此得到在排斥过渡时渣柱对粗大熔滴的过渡影响不大的结论有失偏颇。......
2023-06-30
不少文献都谈到,熔渣软化温度过高时形成熔渣的过度滞熔,以致渣柱深入到金属熔池底部,在熔池中过热发生爆炸,造成严重飞溅,干扰了正常的熔滴过渡,破坏了焊接过程的稳定性[22,24]。
有不少的例子说明熔渣自身过渡也会引起飞溅。图5-58、图5-59所示为熔渣过渡引发熔池飞溅的现象。图5-58是将图5-51中第25、30、32、34、36和37帧放大,显示熔渣的过渡引发熔池飞溅的情景,由图可见,当渣滴过渡完成后,渣滴进入熔池的瞬间激起了熔池的飞溅。

图5-58 药芯焊丝CO2气体保护焊时熔渣的过渡引发熔池飞溅的高速摄影照片(一)
焊丝样品:2YC50204.07.02,φ1.2mm;焊接参数:28.5V/140A;拍摄速度:2000f/s。
图5-59也反映的是同样的飞溅现象,第6帧照片看到在熔滴的下面悬挂着熔渣滴,第13帧照片显示熔渣滴与渣柱脱离,向熔池过渡(第13~15帧照片),当渣滴过渡后进入熔池的瞬间,由熔池泛起了飞溅物(第19~20帧照片)。

图5-59 药芯焊丝CO2气体保护焊时熔渣的过渡引发熔池飞溅的高速摄影照片(二)
焊丝样品:KFX-71T,φ1.2mm;焊接参数:28.5V/140A;拍摄速度:2000f/s。
图5-60反映的是在熔渣尚未过渡之前,直接由停留在焊丝端部的熔渣体中分离出渣滴而形成飞溅的例子。在第1帧和第2帧照片中看到在熔滴下面活动的渣柱,在渣柱的尖端分离出一个小的熔渣滴向外飞离出去(第3~7帧照片),造成熔渣的飞溅。

图5-60 药芯焊丝CO2气体保护焊时熔渣形成飞溅的高速摄影照片(一)
焊丝样品:KFX-71T03.05.29,φ1.2mm;焊接参数:26V/150A;拍摄速度:3000f/s。
由焊丝端部的熔渣直接分离出渣滴而造成飞溅的例子还有很多,图5-61是2YC502焊丝样品渣柱形成飞溅的高速摄影照片。由照片看到,第1~6帧照片金属熔滴逐渐脱离焊丝进入熔池,这时清楚地看到保持在焊丝端部的渣柱,接着一颗小的渣滴由渣柱逐渐被分离出来(第7~14帧照片),并被排斥出电弧区而形成飞溅(第15-21帧照片)。熔渣滴由渣柱末端分离,以及飞离出焊接区形成熔渣的飞溅,最有可能是由于CO2在电弧区的排斥作用所致。熔渣的飞溅除了熔渣的过度滞熔造成的飞溅比较严重,其他由于熔渣自身的过渡引发的飞溅不十分严重,对焊接工艺稳定性的影响不很大。
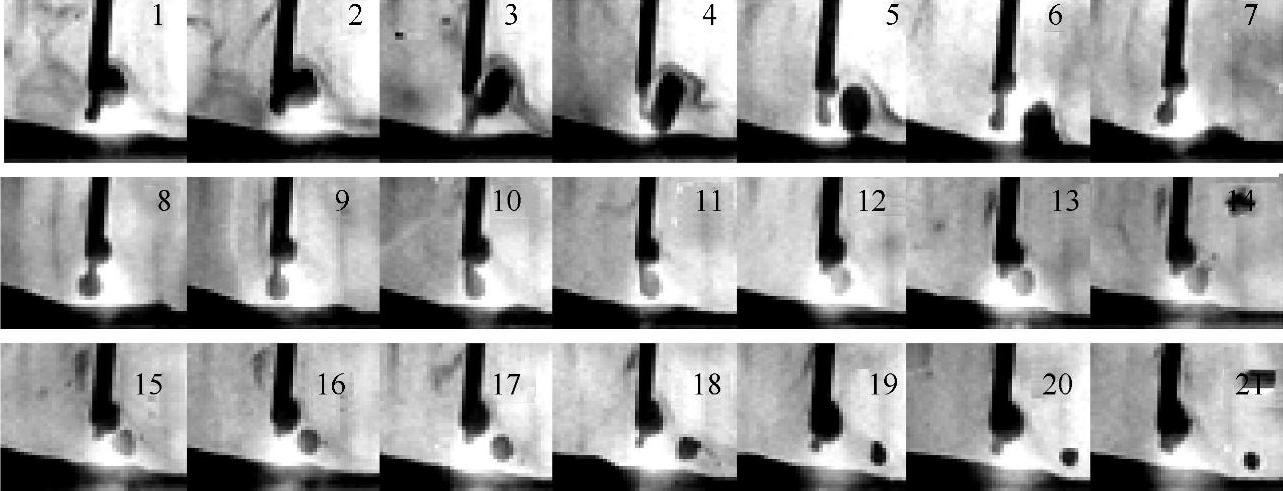
图5-61 药芯焊丝CO2气体保护焊时熔渣形成飞溅的高速摄影照片(二)
焊丝样品:2YC50204.07.02,φ1.2mm;焊接参数:28.5V/140A;拍摄速度:2000f/s。
有关焊接材料工艺性的信息化技术的文章

图5-50 药芯焊丝CO2气体保护焊时在渣柱末端渣滴过渡的实例(二)焊丝样品:KFX-71药芯焊丝;焊接参数:32V/150dm/min,直流反接;拍摄速度:1200f/s。药芯焊丝CO2气体保护焊时出现熔滴与熔渣两者分别独立进行过渡的现象,很容易被解读为金属熔滴与渣的不融合,实际上多幅照片表现出的两者不相融合只是从已经长大的熔滴与渣柱之间相互接触程度而言,由此得到在排斥过渡时渣柱对粗大熔滴的过渡影响不大的结论有失偏颇。......
2023-06-30

图5-94 药芯焊丝CO2气体保护焊时不同焊接参数对飞溅频率的影响注:1、2、3、4表示不同的样品焊丝。药芯焊丝熔滴过渡形态对飞溅的类型和飞溅频次有直接的关系。不同熔滴过渡形态表现出来的主要飞溅形式不相同。由图看出,随着焊接参数的增大,也就是熔滴过渡形态由排斥过渡逐渐向表面张力过渡和细熔滴过渡转变时,熔池飞溅增加了,熔滴气体逸出飞溅和短路电爆炸飞溅减少。......
2023-06-30

在CO2气体保护焊排斥过渡时,粗大熔滴的活动对电弧的稳定性产生很大的影响,成为影响CO2气体保护焊工艺性的重要因素之一。图5-101 药芯焊丝CO2气体保护焊排斥过渡时电弧行为的高速摄影照片(一)焊丝样品:KFX-71T030429,φ1.2mm;焊接参数:26V/150A;拍摄速度:2000f/s。显然电弧的行为与熔滴的活动相关,图5-102是钛型药芯焊丝CO2气体保护焊排斥过渡时电弧行为的高速摄影照片,特别清楚地描述了已经长大的熔滴的活动及过渡过程对电弧行为的影响。......
2023-06-30

当细熔滴过渡时,熔滴十分细小,过渡频率很高,熔滴的过渡对电弧行为几乎不产生影响。图5-104是显示细熔滴过渡时电弧行为特征的高速摄影照片,看出在熔滴长大和过渡过程中,电弧始终处于焊丝的中心轴线。图5-104 药芯焊丝CO2气体保护焊细熔滴过渡时稳定的电弧行为焊丝样品:DW100药芯焊丝,φ1.2mm;焊接参数:36V/200dmmin,直流反接;拍摄速度:1200f/s。......
2023-06-30
图5-91是气体保护焊时钛型药芯焊丝发生飘离飞溅的高速摄影照片,看出在焊丝端部的较大熔滴在电弧力的作用下分离出一个小熔滴,这个小溶滴被推向一侧形成了明显的飘离飞溅。图5-89 药芯焊丝CO2气体保护焊细熔滴过渡时发生熔池飞溅的高速摄影单帧照片(一)样品名称:DW100药芯焊丝,φ1.2mm;预置焊接参数:32V/150dm/min,直流反接。图5-93是12RD507碱性药芯焊丝和RD502钛系药芯焊丝熔滴整体发生飘离飞溅的单帧照片,焊丝直径为φ1.2mm。......
2023-06-30

在一定的试验条件下,不同焊丝表现出不同的熔滴行为特征归根结底是由焊丝自身的因素决定的,而焊丝结构和钢皮成分一定时则主要决定于药芯成分。改善碱性药芯焊丝的工艺性,在药芯成分的设计上主要应注意三方面的问题,即稳定电弧、细化熔滴和调整好熔渣。国内有的研究者认为降低药芯粉的熔点,使药芯与钢皮的熔化保持一致,会有利于稳定电弧和改善工艺性。提高药芯成分的软化温度可以加入CaO、Al2O3等高熔点的氧化物,但应该适量。......
2023-06-30
药芯焊丝CO2气体保护焊的熔滴过渡形态是药芯焊丝电弧物理现象最主要的特征表现,在第2章阐述了焊条熔滴过渡形态的特征,指出对于一定规格的焊条,由于使用的焊接电流大体上限制在不大的范围内,因此焊条的熔滴过渡形态主要决定于焊条自身的因素,如渣系、药皮组成物成分及物理化学性质、药皮的厚度等。这三种熔滴过渡形态反映了钛型药芯焊丝熔滴过渡的基本情况。......
2023-06-30

对图5-75所示的现象进行分析可以说明再引弧飞溅产生的机理。在图5-77所示的案例中显示出十分强烈的再引弧飞溅,熔池中大的金属颗粒被排挤出去。再引弧时飞溅大都发生在熔池,但也有可能发生在焊丝端部残留的熔滴金属上。图5-78 药芯焊丝CO2气体保护焊时发生再引弧飞溅的高速摄影照片(二)样品名称:SQJ50药芯焊丝,φ1.2mm;预置焊接参数:25V/60dm/min,直流反接;拍摄速度:1200f/s。......
2023-06-30
相关推荐