【摘要】:渣柱是药芯焊丝在CO2气体保护焊过程中特有的电弧物理现象。图5-44 药芯焊丝CO2气体保护焊时出现严重滞熔的渣柱实例焊丝样品:8RD50203.05.08,φ1.2mm;焊接参数:24V/190A;拍摄速度:3000f/s。不同的药芯焊丝发生药芯滞熔的程度不同,因此滞熔与药芯成分有很大关系。
渣柱是药芯焊丝在CO2气体保护焊过程中特有的电弧物理现象。在药芯焊丝CO2气体保护焊时,由于电弧在钢皮上燃起,金属先于渣熔化并形成熔滴,而熔渣的熔化相对滞后,熔融状态的熔渣体在焊丝的下面形成熔渣滴,或在焊丝的底部延伸下来,形成半熔化状态的柱形熔渣体,在渣柱的末端是呈熔化状态的熔渣,这就是药芯焊丝CO2气体保护焊时“滞熔”现象。
当采用较高电压焊接时,电弧长度较大,可以看到渣柱末端熔化状态的渣聚集成球形,形成熔渣滴。有时它与金属熔滴相连形成一对“孪生”的熔滴(图5-42a、b)。当渣滴长大到与熔池金属相接触后,熔池与熔渣间的表面张力的作用使其形成渣柱(图5-42c、d)。从图5-42可以看出,粗大熔滴偏向一侧,渣柱稳定地处于焊丝的轴线上,这是渣柱的一个明显特征。渣柱的存在对熔滴的过渡形态、飞溅现象、焊接过程的稳定性等方面都产生重要影响。
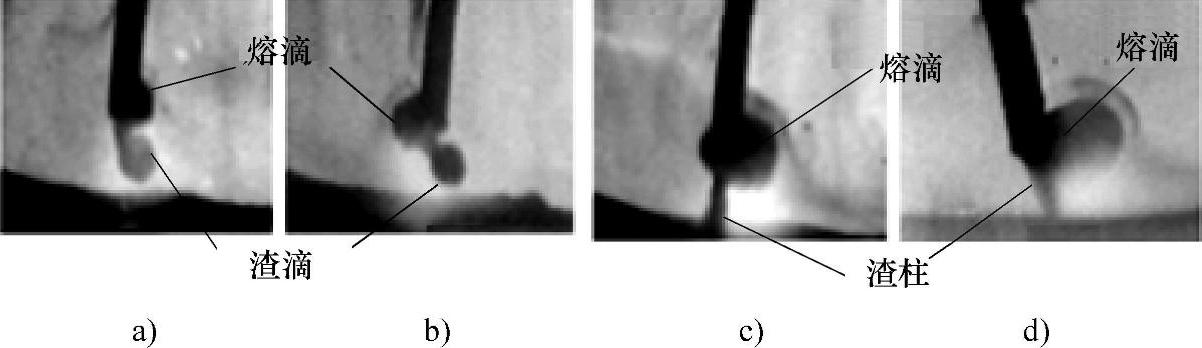
图5-42 药芯焊丝焊接时形成熔渣滴和渣柱的照片
使用φ1.2mm的药芯焊丝在150~160A条件下进行CO2气体保护焊,当焊接过程突然中断时,冷却后熔化的焊丝端部的状态被保留下来。图5-43是冷却后在焊丝端部凝固的熔滴与熔渣的照片。如图5-43a、b所示为DW100焊丝端部的照片,可以看出这显然是排斥过渡时的情况,金属熔滴尺寸很大很圆,并偏向焊丝的一侧,而熔渣则处于熔滴的侧表面,渣没有完全覆盖着熔滴,从焊丝端部开始一直延伸到焊丝的下部,略超出熔滴,可以推断在焊接状态下渣柱大概也不会很长,伸出来的渣柱稍微偏离焊丝的中心线。
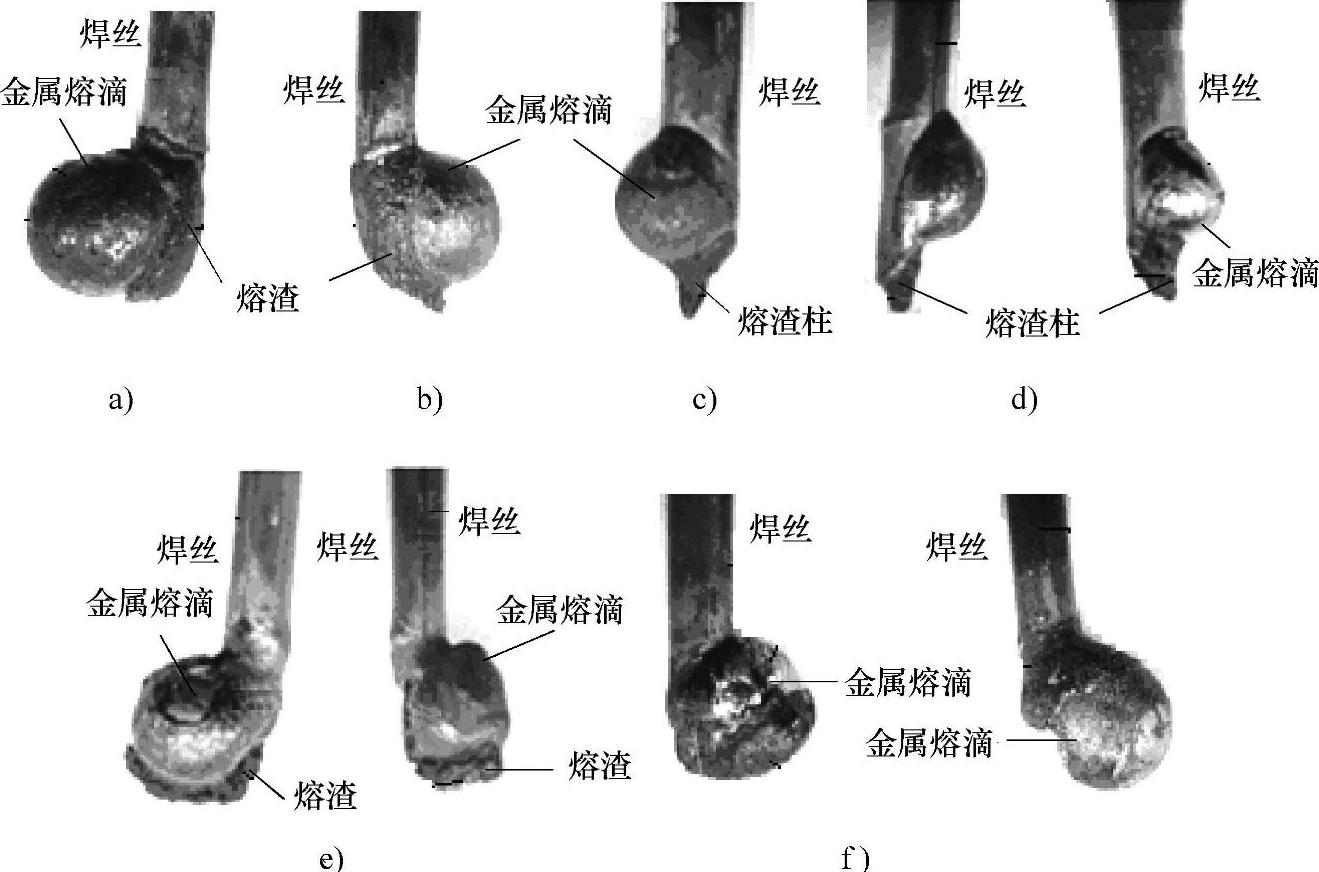
图5-43 药芯焊丝CO2气体保护焊焊丝端部冷却后凝固的熔滴与熔渣照片
a)DW100-13 b)DW100-21 c)DW100-22 d)DW100-21、DW100-23 e)HYJ502Q-33 f)GHT309-31、GHT309-33
在图5-43c、d中可以看到大熔滴的下端向下伸出凝固的渣柱,渣柱处于焊丝中心线上基本上不偏离,熔渣与熔滴之间相互间不融合。而在图5-43e中看到的渣却与之不同,由焊丝端部延伸出来的熔渣没有形成渣柱,长长的熔渣附着在熔滴下端并缠绕在熔滴的底部周边,没有看到凝固的渣柱。这是由于HYJ502Q-33焊丝样品的渣柱与其他焊丝的渣柱不同,试验时当电弧熄灭后,在其熔滴的底部拖着1~2cm长的熔融的渣柱,冷却过程中一部分渣贴敷在熔滴的表面,剩下很长的一段渣柱凝固后断开,照片中看到的只是贴敷在熔滴表面的、与药芯相连的一段渣柱。当温度下降很快时,这种渣凝固得很慢,表现为长渣的性质。这是很不正常的情况,因为该样品为钛系的焊丝,其熔渣的性质应属于短渣,在温度下降时渣应该很快凝固。
图5-43f所示为GHT309-31、GHT309-33两个不锈钢药芯焊丝的样品,在其熔滴的表面局部覆盖着熔渣,看不到凝固的渣柱。不锈钢药芯焊丝在焊接时发现渣柱较短,这可能是由于不锈钢焊丝钢皮的熔点较低的缘故,在焊丝停弧冷凝后固态的渣包敷在熔滴表面,看不到伸出来的固态渣。
关于药芯的滞熔程度,作者同意这样的观点:最理想的渣柱是焊接时渣柱刚好在接触熔池时完全被熔化。因为这种情况下形成的渣柱其端部与熔池接触的同时刚好完全熔化,熔化的液态渣随即流入熔池,于是渣柱形成一个稳定的渣桥。如果药芯形成长渣,则容易造成熔渣过度滞熔,形成比较长的渣柱,渣柱伸向熔池,使熔渣的部分冶金过程在熔池中发生,反应过程中产生大量气体,容易引发熔池的飞溅。而严重的滞熔使渣柱伸入熔池底部,在熔池中过热爆炸,这也是造成飞溅的重要原因之一。熔渣在熔池中的反应很难进行完全,还容易造成焊缝的夹杂[22-24]。
图5-44所示为8RD502焊丝样品在24V/190A的条件下焊接时出现严重滞熔的渣柱实例,可以看到在大熔滴过渡之后存在的长长的渣柱直接接触熔池(第2、3帧照片)。

图5-44 药芯焊丝CO2气体保护焊时出现严重滞熔的渣柱实例
焊丝样品:8RD50203.05.08,φ1.2mm;焊接参数:24V/190A;拍摄速度:3000f/s。
影响药芯焊丝熔渣滞熔的最直接的因素主要有以下几个方面:首先是焊丝药芯成分,药芯成分不同,其热物理性能不同,药芯的软化温度也会有不同,从而影响熔渣的滞熔程度;其次渣的滞熔程度还与焊接参数有关。因为药芯的导电性差,焊接时药芯焊丝主要是通过钢皮导电,电流增大对钢皮的熔化速度影响很大,但对药芯的熔化速度影响较小,因而电流增大使焊丝的外皮熔化速度加快,药芯滞熔程度相对增大,所以电流增大使药芯更容易产生滞熔;而提高电弧电压可以降低滞熔程度,因为电压的增高使电弧拉长,渣柱有足够的存在空间,所以渣柱不容易插入熔池[24,25]。
作者观察了DW100药芯焊丝(φ1.2mm)熔渣的滞熔现象,发现在电压24.7V、电流190A时便发生了滞熔现象,当电压增加到31V时,电流只有达到260A以上才会发生较严重的滞熔现象。YJ502Q焊丝样品在电压24.7V、电流160A的条件下便发生明显的滞熔现象。不同的药芯焊丝发生药芯滞熔的程度不同,因此滞熔与药芯成分有很大关系。增加药芯的导电性,使药芯通过的电流增加,产生的电阻热增加,提高药芯的熔化速度,则可以减小药芯的滞熔程度,显然金属型药芯焊丝一般不会发生明显的滞熔。






相关推荐