当细熔滴过渡时,熔滴十分细小,过渡频率很高,熔滴的过渡对电弧行为几乎不产生影响。图5-104是显示细熔滴过渡时电弧行为特征的高速摄影照片,看出在熔滴长大和过渡过程中,电弧始终处于焊丝的中心轴线。图5-104 药芯焊丝CO2气体保护焊细熔滴过渡时稳定的电弧行为焊丝样品:DW100药芯焊丝,φ1.2mm;焊接参数:36V/200dmmin,直流反接;拍摄速度:1200f/s。......
2023-06-30
1.药芯焊丝CO2气体保护焊细熔滴过渡形成机制
众所周知,当电流流过一个导体时,其产生的磁场作用力指向导体的中心,使流过电流的导体被压缩,它力图使导体的截面积缩小。电磁收缩力Fe的大小与流过导体的电流密度有关,随着导体电流密度的增大,导体受到的压缩力呈平方关系增大。对于焊丝而言产生的电磁压缩力对它没有什么意义,但对于液态的熔滴情况则不同,电磁力会使液滴被压缩变形,以致被压扁掐断。在排斥过渡时,由于电流较小、熔滴尺寸较大,而粗大熔滴的截面积很大,因此电流密度较小,电磁收缩力不能体现出它对熔滴过渡的贡献。由于熔滴近似鼓形的不规则形状,与电流方向垂直的各横截面的面积都不相同,因此在熔滴的各横截面上受到的电磁收缩力的大小不同,显然在熔滴截面最小处的电磁收缩力Fe最大,熔滴截面最小处往往出现在熔滴自身发生颈缩的地方,这里电流密度最大,因此在排斥过渡条件下,当熔滴自身发生颈缩时,电磁收缩力的作用促使熔滴从这里断开向熔池过渡。
药芯焊丝CO2气体保护焊时,对于同一规格的焊丝,根据焊件的板厚、焊接位置和焊接工艺条件的不同,选取的电流可以在很大的范围变动,因此随着焊接参数的增大,熔滴受力的平衡关系也在发生变化,电磁收缩力的决定性作用便凸显出来,电磁收缩力成为影响熔滴过渡形态的最主要的因素。电磁收缩力对熔滴的行为产生的决定性影响体现在电磁收缩力将改变焊丝的熔滴过渡形态,即熔滴由排斥过渡向细颗粒过渡转变。而电弧斑点压力、熔滴表面张力和气体的排斥力以及重力的作用都随着电流的增大逐渐降低为次要的地位。
电流的增大使得电磁收缩力增强,熔滴在没有长大到很大时便被电磁力掐断,使熔滴在十分细小的情况下就脱离焊丝端部向熔池过渡,形成熔滴的颗粒过渡;随着电流的增大,熔滴温度升高,熔滴表面张力减小,熔滴进一步变细,使细熔滴过渡的趋势进一步增强;由于电流增大,等离子体流力也得到增强,即增大了熔滴过渡的推力,对形成细熔滴过渡同样起着促进作用。
细熔滴过渡与表面张力过渡的不同点在于:后者是在较低的电压设置下发生的桥接短路过渡,熔滴的过渡借助于表面张力的拉动;而细熔滴过渡完全是由于电磁力主导的动力推动,它不依赖于短路桥表面张力的拉动,也不依赖于送丝的强制过渡。
2.药芯焊丝CO2气体保护焊焊接参数对形成细熔滴过渡的影响
钛系药芯焊丝CO2气体保护焊时,当电流加大到340~350A时(焊丝直径1.2mm),由于电流的增大,电磁收缩力起到了更大的作用,促使熔滴在未长大之前从焊丝端部脱离,熔滴由表面张力过渡转变为细熔滴过渡,此时熔滴直径不大于2mm,熔滴过渡时不与熔池短路。
为了说明焊接参数对药芯焊丝CO2气体保护焊形成细熔滴过渡的影响,作者进行如下的试验;选用TWE-711、SQJ501、K-71TLF、ESAB、DW100等五种钛型药芯焊丝样品,焊丝直径均为φ1.2mm,设置24.5V/190A、28V/240A、32V/300A、35V/340A四个不同焊接参数进行水平位置焊接试验。
利用汉诺威分析仪对焊接过程电弧物理特性参数进行测试,用高速摄影观察熔滴过渡过程,并从影片中统计不同参数下各焊丝的熔滴过渡频率。
图5-31是改变焊接参数时由高速摄影统计的熔滴过渡频率的变化图。由图看出:当电流为190~240A时,熔滴过渡频率大体上为20~30s-1,熔滴为典型的排斥过渡;随着焊接电流增大至300A,熔滴过渡频率可达40~50s-1,熔滴呈表面张力过渡;当电流进一步增大、达到340A以上时,焊丝熔滴过渡频率超过50s-1,多数焊丝可以实现完全的细熔滴过渡形态。
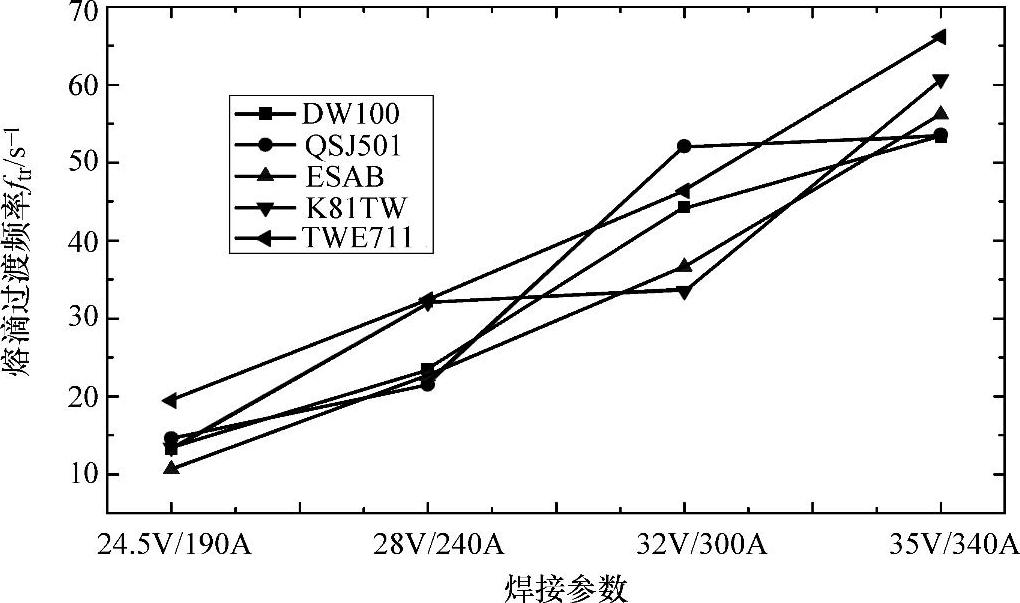
图5-31 药芯焊丝CO2气体保护焊焊接参数对熔滴过渡频率的影响
注:ZB-500型CO2气保焊机,直流反接,气体流量18~20L/min,焊丝伸出长度20mm。
为了获得理想的细熔滴过渡,又对KFX-71和DW100两种药芯焊丝样品进行了焊接参数对熔滴过渡形态影响的试验,与图5-32的规律一样,表明随着焊接参数的增大,熔滴过渡频率增大。当焊接参数为32V/150dm/min时两种焊丝的熔滴过渡频率平均分别为49.2s-1和48.5s-1,从高速摄影照片看出电弧过程十分不稳定。由图5-32a看到KFX-71药芯焊丝样品在32V/150dm/min这一参数下过渡的熔滴比较粗大,较粗大的熔滴从焊丝端部脱离向熔池过渡,具有明显的排斥过渡的特征;图5-32b还看出在熔滴过渡时还引发了飞溅,表明KFX-71样品在这一焊接参数下不能实现真正的细熔滴过渡。
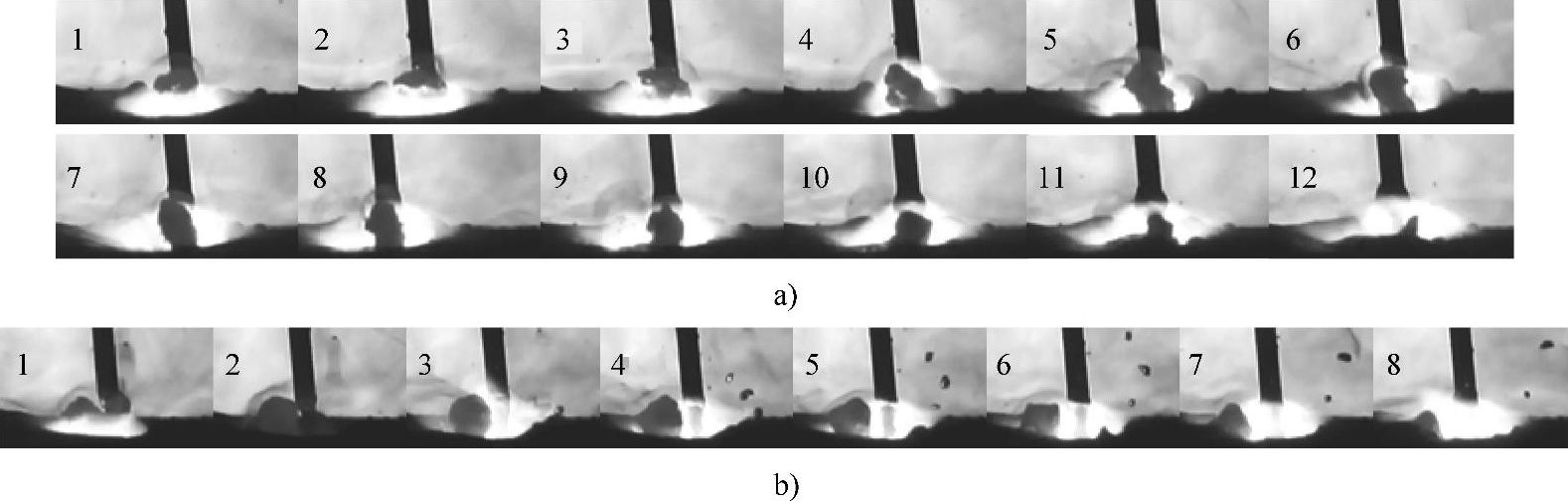
图5-32 药芯焊丝CO2气体保护焊熔滴不稳定过渡的高速摄影照片(一)
焊丝样品:KFX-71,φ1.2mm;焊接参数:32V/150dm/min,直流反接;拍摄速度:1200f/s。
图5-33是DW100焊丝样品在32V/150dm/min焊接参数下拍摄的高速摄影照片,可以看出:与KFX-71药芯焊丝样品一样,此参数下的焊接过程同样也是十分不稳定,熔滴较粗大,熔滴的活动十分激烈,看不出清晰的边界,过渡时还发生了爆炸飞溅。
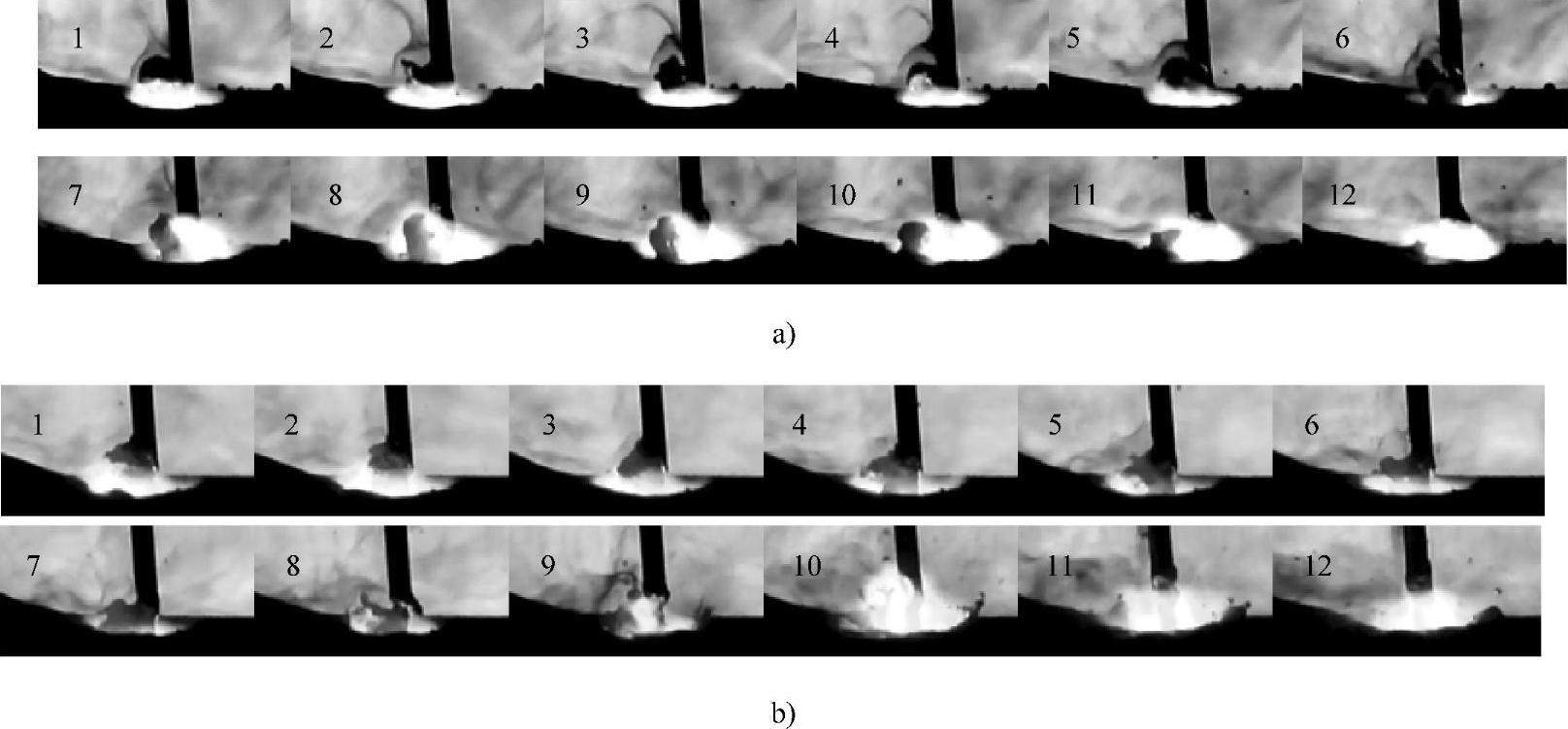
图5-33 药芯焊丝CO2气体保护焊熔滴不稳定过渡的高速摄影照片(二)
焊丝样品:DW100,φ1.2mm;焊接参数:32V/150dm/min,直流反接;拍摄速度:1200f/s。
当进一步增大焊接参数至36V/200dm/min时,发现两种焊丝熔滴明显地变细,都出现了细熔滴过渡的典型画面(图5-34和图5-35),可以清楚地观察到细熔滴过渡的情况,此时看到熔滴细小,活动性很小。从图5-34a看出,细小的熔滴从焊丝端部脱离,过渡到熔池,熔滴过渡时没有偏离焊丝的中心轴线(第10帧照片)。对其仔细观察发现,在熔滴过渡后看到沿焊丝轴线方向存在的渣柱(图5-34c第7~10帧照片)。
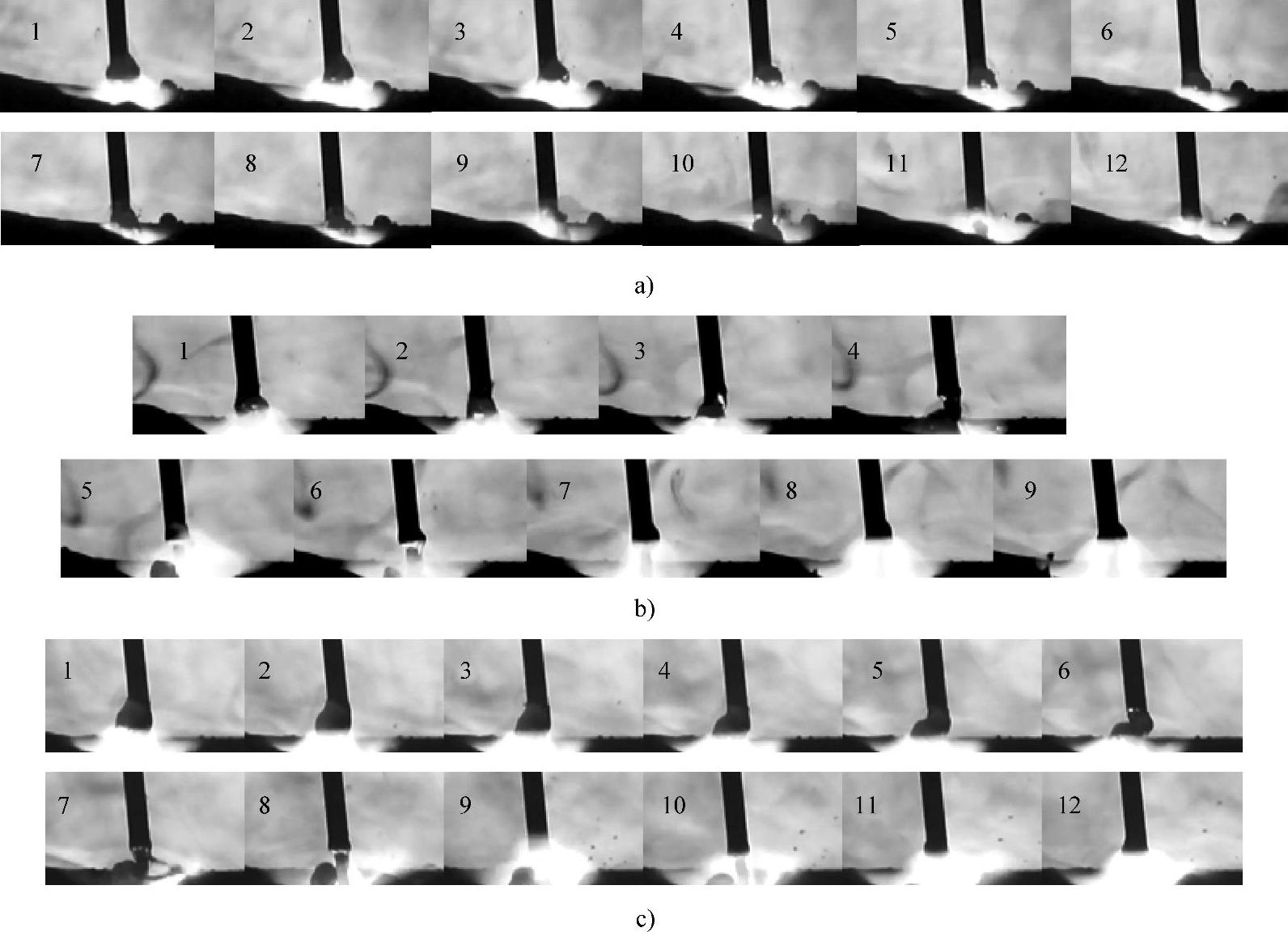
图5-34 药芯焊丝CO2气体保护焊细熔滴过渡的高速摄影照片(一)
焊丝样品:KFX-71,φ1.2mm;焊接参数:36V/200dm/min,直流反接;拍摄速度:1200f/s。
在如图5-35所示的DW100药芯焊丝样品细熔滴过渡照片中看到同样的情况,即在熔滴过渡后暴露出来渣柱(图5-35a第7帧照片和图5-35b第5~8帧照片),这是细熔滴过渡具有的普遍特征。渣柱对熔滴行为产生有利影响,它使得过渡的熔滴不发生大的偏离,还会对熔滴的过渡起着导向作用,使熔滴的过渡过程趋于稳定。
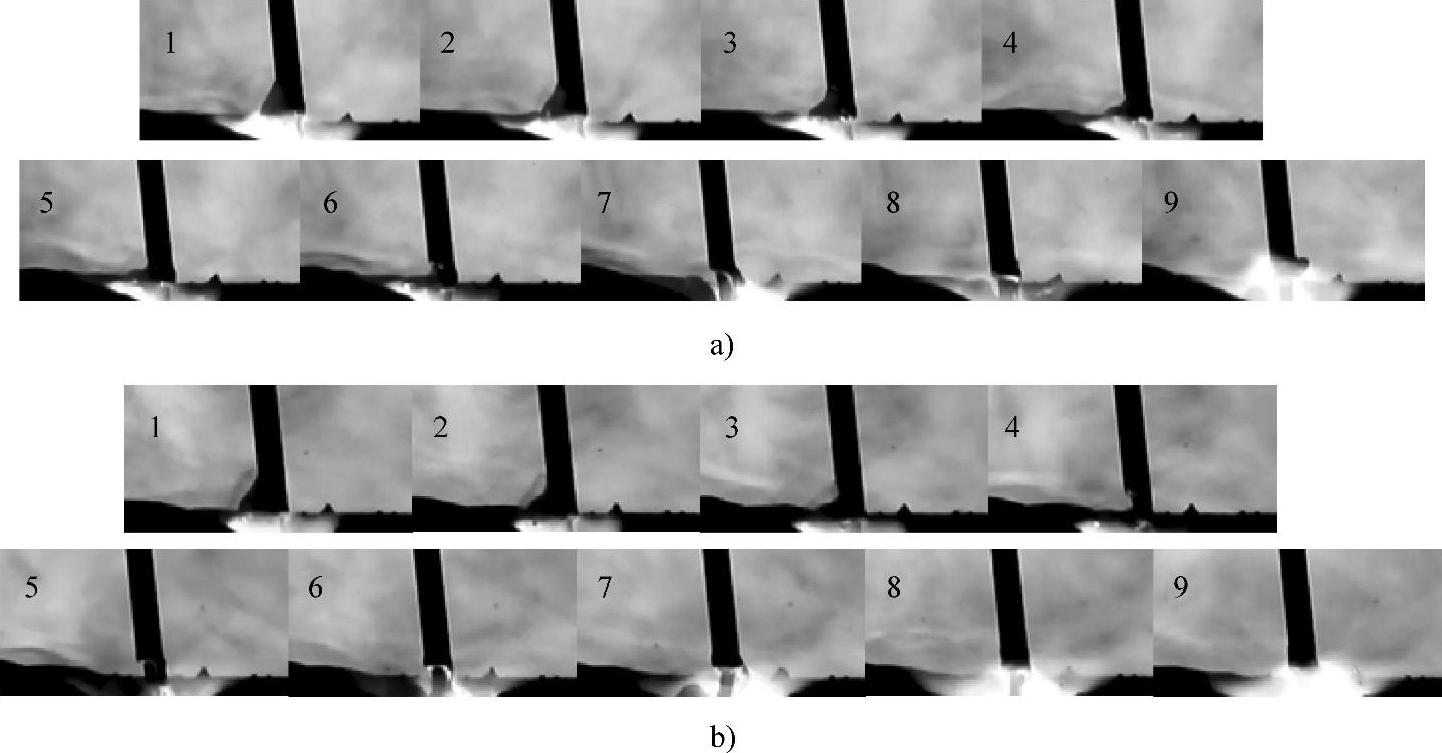
图5-35 药芯焊丝CO2气体保护焊细熔滴过渡的高速摄影照片(二)
焊丝样品:DW100药芯焊丝,φ1.2mm;焊接参数:36V/200dm/min,直流反接;拍摄速度:1200f/s。
焊接参数为36V/200dm/min时,除了观察到上述两种焊丝出现的如图5-34、图5-35所示的典型细熔滴过渡的画面,也同时发生如图5-36所示的情况。此时熔滴略大于焊丝直径,熔滴并不是完全处于焊丝轴线中心的位置,而是有一定程度的偏离,过渡的熔滴也会偏离到熔池的侧面(图5-36a照片表现得最明显),看起来还是带有排斥过渡的“痕迹”;由于熔滴尺寸小,熔滴偏离焊丝中心轴线的程度不很大,过渡过程不与熔池发生短路,电弧不中断,熔滴过渡过程也较平稳,对电弧的稳定燃烧影响很小,但这种情况无论如何也不能说是细熔滴过渡的理想状态。可以肯定的是当采用更大一些的焊接参数时会出现更理想的细熔滴过渡的状况。
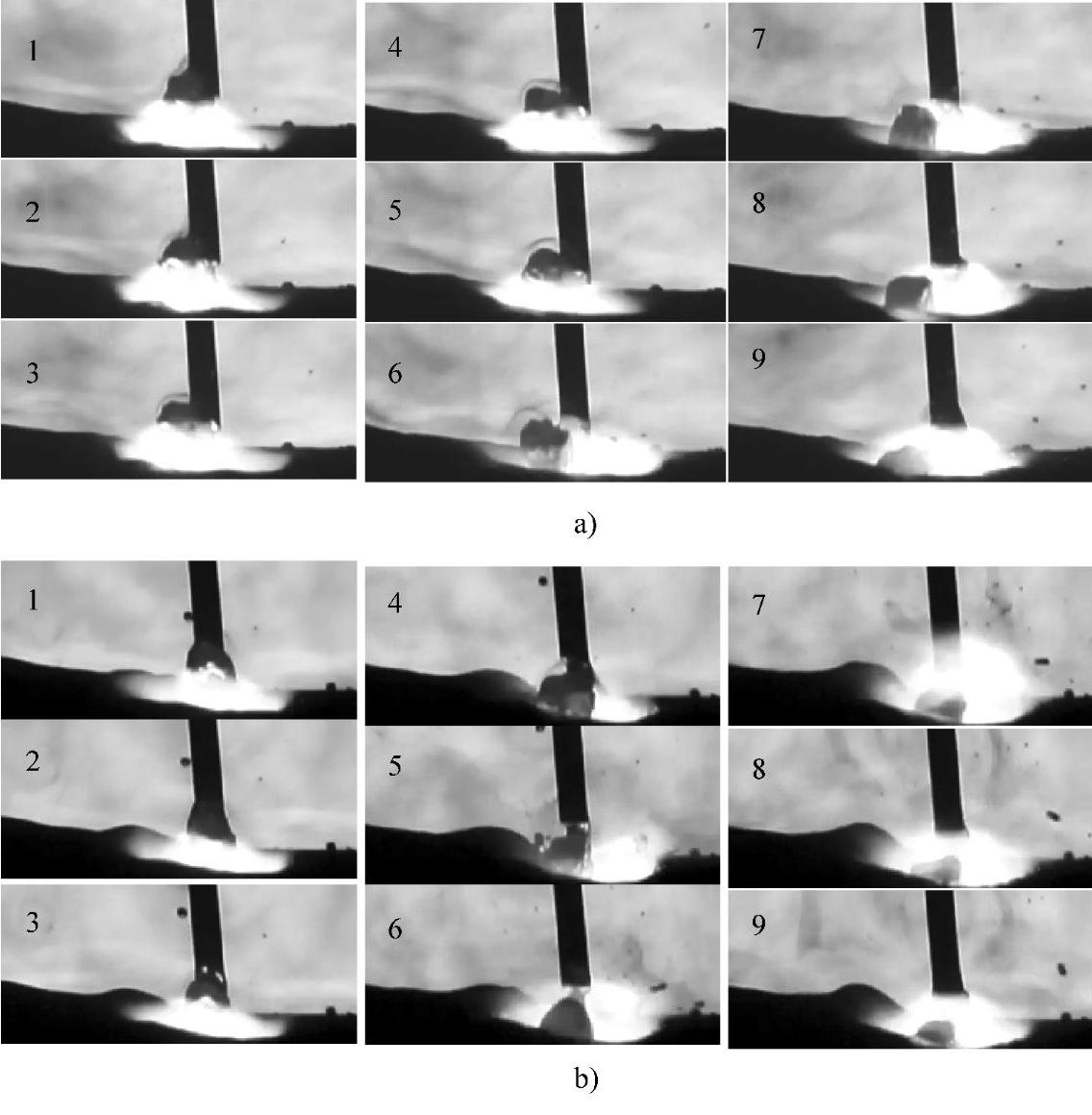
图5-36 药芯焊丝CO2气体保护焊细熔滴过渡的高速摄影照片(三)
a)KFX-71 b)DW100
焊接参数:36V/200dm/min,直流反接;拍摄速度:1200f/s。
图5-37是2DW10007.05.27样品在设置更大焊接参数条件下(35V/340A)形成完全的细熔滴过渡的高速摄影照片。可以看出熔滴还来不及长大时,电磁力使熔滴在焊丝与熔滴相连处断开(第5、6帧照片),并迅速向熔池过渡,看不到一点熔滴发生偏斜的情况,熔滴过渡过程从第4帧到第8帧,约为2.0ms,统计的熔滴过渡频率超过60s-1,由于设置的电压比较低,在照片上看,熔滴似乎与熔池接触,但实际上电弧一直存在着,熔滴比较细小,过渡过程不发生短路,一般不出现典型的电爆炸飞溅,显然这是理想的细熔滴过渡的情况。
以上的试验说明焊接电流是形成细熔滴过渡的关键因素。作者曾进一步对细熔滴过渡电弧物理特性进行研究,发现电压与电流的合理匹配对细熔滴过渡的形成同样有重要的影响。
当采用φ1.2mm焊丝、电流达到甚至超过350A时,细熔滴过渡是否能够形成还要看焊接时电压的设置是否合适。当送丝速度在195~210dm/min范围变动、实际电流不小于350A时,不同的电压设置对电弧物理特性参数的影响见表5-6。
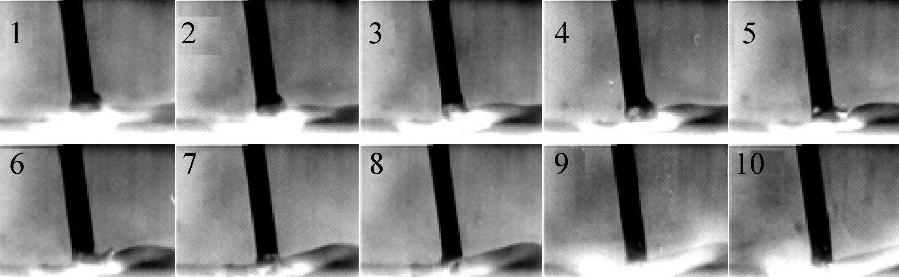
图5-37 药芯焊丝CO2气体保护焊细熔滴过渡的高速摄影照片(四)
焊丝样品:2DW10007.05.27;φ1.2mm;焊接参数:35V/340A,直流反接;拍摄速度:2000f/s。

表5-6 不同焊接参数对电弧物理特性参数的影响
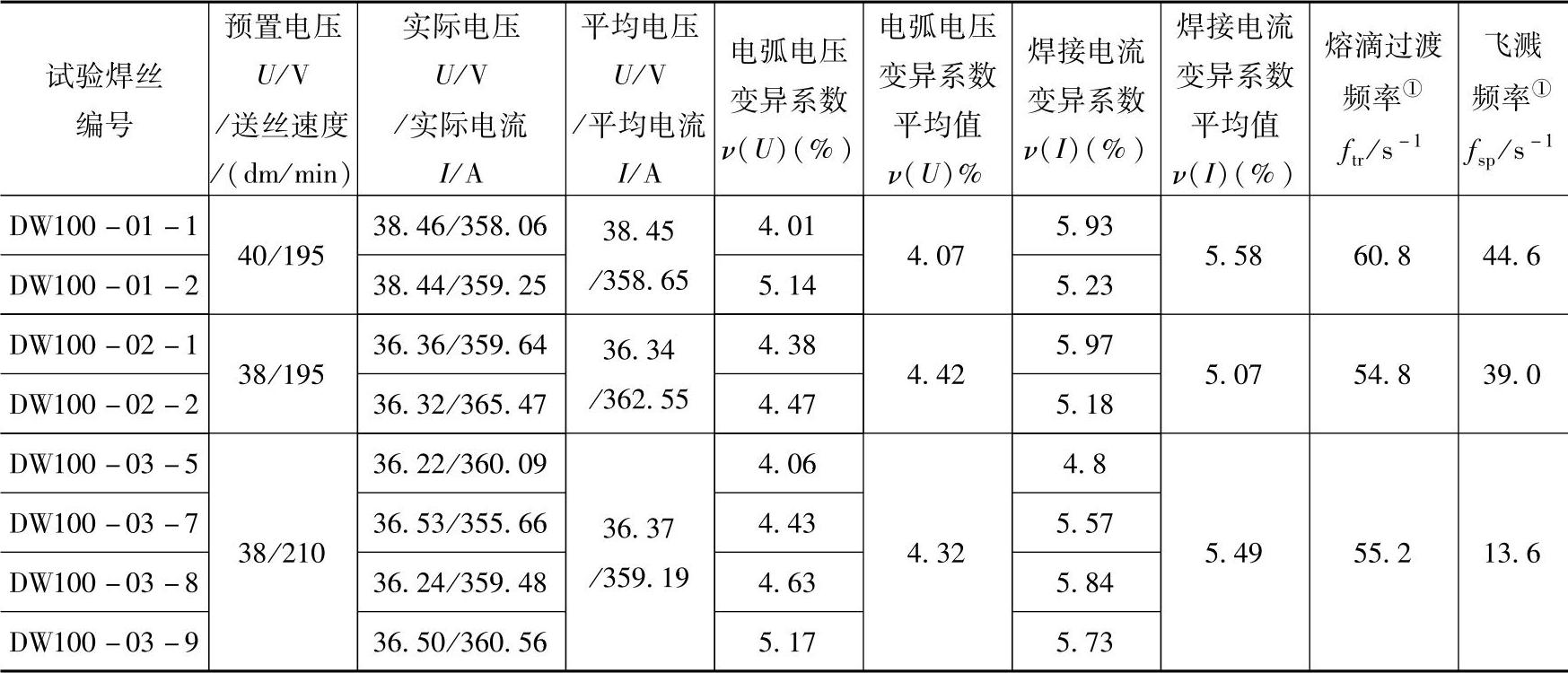
注:焊接电源为ZB-500型CO2气保焊机,直流反接,气体流量18L/min,焊丝伸出长度20mm。
①由高速摄影照片统计。
由试验结果看出,在设置的几种焊接参数下,熔滴过渡频率都已超过50s-1,熔滴过渡形态似乎应该是细熔滴过渡,但是通过高速摄影观察后发现,这一判断并不正确。如编号为DW100-01的焊丝,焊接电压设置为40V,送丝速度为195dm/min,实际测试的焊接参数为38.45V/358.65A,此时电流值并不小,熔滴过渡频率已达到60.8s-1,但由于电压设置偏高,通过高速摄影观察到这时熔滴仍有明显的排斥过渡倾向,并没有真正实现细熔滴过渡。如图5-38所示,熔滴的尺寸较大,而且悬挂在焊丝的一侧(图中第3、4帧照片),大熔滴脱离焊丝端部向熔池过渡时,偏离焊丝轴线进入熔池(图中第6~13帧照片),这一行为表明了熔滴仍具有排斥过渡的一些特征。由于较大颗粒的飞溅较频繁地出现,在统计高速摄影照片时(表5-5),得到的飞溅频率竟达到44.6s-1,在统计的0.915s时间内较大颗粒飞溅有五次,大颗粒飞溅频率达到5.46s-1。
图5-39是发生大颗粒飞溅的高速摄影照片,由图看出:悬挂在焊丝端部的大熔滴脱离焊丝,当熔滴的下面部分已经接触了熔池、但还没有完全进入熔池时(第10帧照片),由于排斥力的作用而被推离焊接区(第19、20帧照片);飞离的熔滴在飞行过程中分裂成两个圆形的熔滴(第20~24帧照片);从第11~13帧照片来看,在竖立的熔滴侧面有烁亮的电弧,可以判断熔滴可能是受到电弧力的排斥作用。
较高的电压形成较大的电弧空间,为排斥力场提供了有利的作用空间,无论是电弧力的作用还是CO2的气体排斥力所为,其结果都导致在大电流的条件下不能形成细熔滴过渡,而是表现为排斥过渡的行为特征。
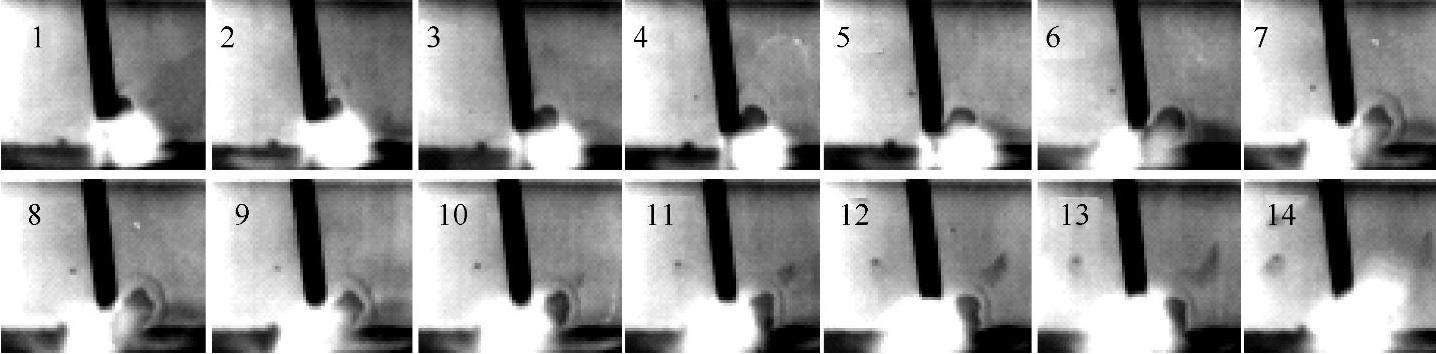
图5-38 药芯焊丝CO2气体保护焊在大电流和较高电压时出现排斥过渡倾向的高速摄影照片
焊丝样品:DW100-01,φ1.2mm;焊接参数:38.45V/358.65A,直流反接;拍摄速度:2000f/s。
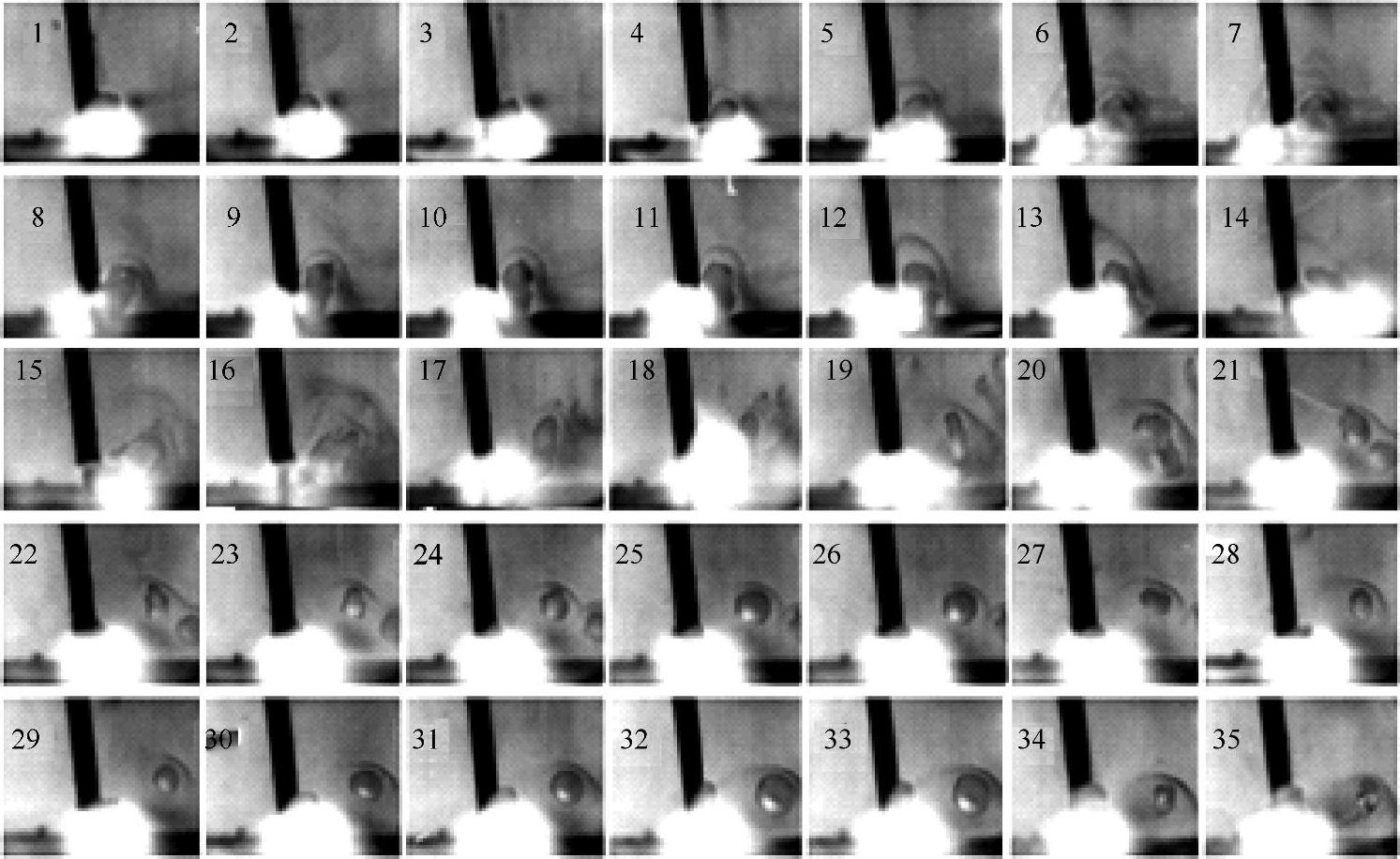
图5-39 药芯焊丝CO2气体保护焊在大电流和较高电压时发生大颗粒飞溅的高速摄影照片
焊丝样品:DW100,φ1.2mm;焊接参数:38.45V/358.65A,直流反接;拍摄速度:2000f/s。
试验表明,在作者的试验条件下,细熔滴过渡出现在DW100-03的试验参数下(表5-6),这时焊接参数是预置电压38V,送丝速度210dm/min,实际平均电弧电压36.37V,实际平均焊接电流359.19A,焊接电流的变异系数5.49%,是试验的几种参数中最低的。由高速摄影照片统计的飞溅频率为13.6s-1,也是试验的几种参数中最低的。在这一试验的基础上,送丝速度不变,即便略为提高预置电压,也会发现焊接过程的稳定性有所下降。
以上讨论的是当CO2气体保护焊药芯焊丝直径为φ1.2mm、设置电压为38V、焊接电流达到330~350A时,熔滴过渡频率可以达到50s-1以上,形成细颗粒过渡。熔滴更高频率的过渡只有在混合气体(如富Ar气体)保护焊的条件下才出现。图5-40是试验焊丝焊接参数为30V/280A、95%Ar+5%CO2混合气体保护焊时拍摄的高速摄影照片,拍摄速度2000f/s,照片统计的熔滴过渡频率超过240s-1,这时已经形成喷射过渡状态。
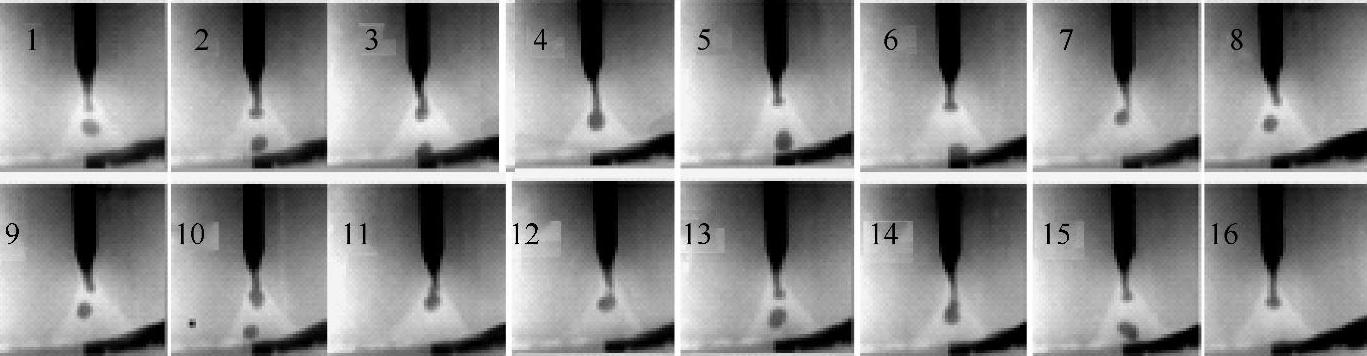
图5-40 试验焊丝混合气体保护焊时高速摄影照片
焊丝样品:HFT108.12.06实心焊丝;φ1.2mm;焊接参数:30V/280A;保护气体:95%Ar+5%CO2,拍摄速度:2000f/s。
以上的试验说明钛系药芯焊丝CO2气体保护焊时焊接参数对熔滴过渡形态有决定性的影响。如图5-41所示为钛系药芯焊丝CO2气体保护焊焊接参数对熔滴过渡形态的影响。由图看出:当电弧电压为25V左右、焊接电流超过150A时会出现排斥过渡;当电压超过30V、电流一直到280A时熔滴仍主要为排斥过渡;当电弧电压大于33V、焊接电流超过330A时为细熔滴过渡。在图中看到,图中所标示的排斥过渡和表面张力过渡点是交错的,这是因为某种焊丝在同一电参数下排斥过渡和表面张力过渡往往是交替进行的,并没有明显的界限;另外试验用的焊丝虽然为同一型号的钛系焊丝,但样品来源于不同厂家,电弧物理特性也会有一定差别。该图只是大体反映出焊接参数对熔滴过渡形态的影响规律。
从图5-41中还看出,当电弧电压不大于24V、电流很小时,在图的左下角,标示为熔滴短路过渡。在低电压小电流条件下,由于熔滴十分粗大,自然会出现短路过渡,在本文中没有专门将其作为一种过渡形态对它进行讨论,是因为短路过渡本质上应包括在排斥过渡的范畴,也可将其看作是排斥过渡的特殊表现。
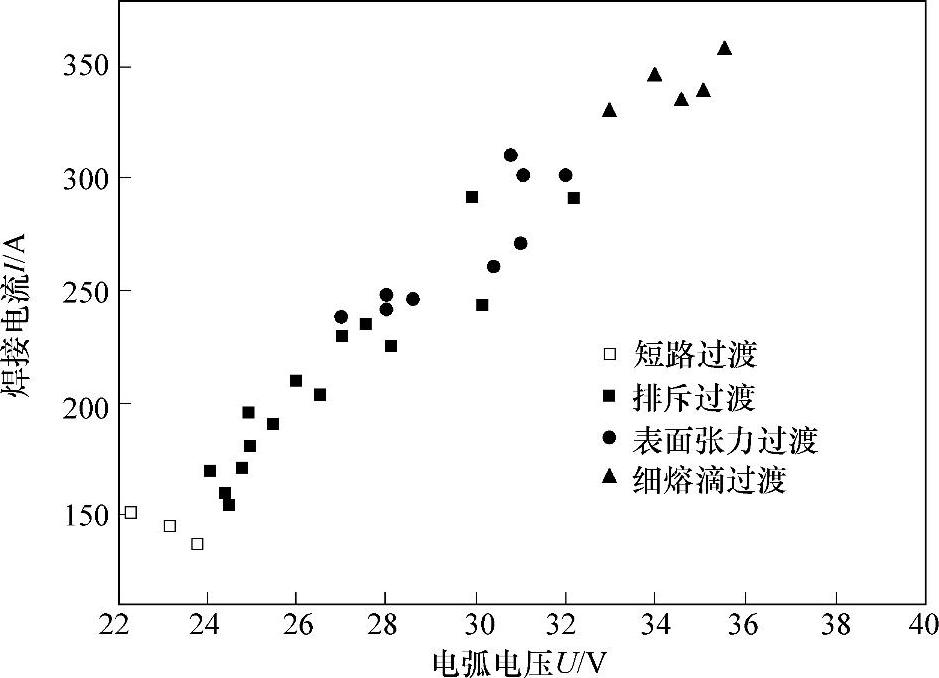
图5-41 药芯焊丝CO2气体保护焊焊接参数对熔滴过渡形态的影响
有关焊接材料工艺性的信息化技术的文章

当细熔滴过渡时,熔滴十分细小,过渡频率很高,熔滴的过渡对电弧行为几乎不产生影响。图5-104是显示细熔滴过渡时电弧行为特征的高速摄影照片,看出在熔滴长大和过渡过程中,电弧始终处于焊丝的中心轴线。图5-104 药芯焊丝CO2气体保护焊细熔滴过渡时稳定的电弧行为焊丝样品:DW100药芯焊丝,φ1.2mm;焊接参数:36V/200dmmin,直流反接;拍摄速度:1200f/s。......
2023-06-30

药芯焊丝CO2气体保护焊的熔滴过渡形态是药芯焊丝电弧物理现象最主要的特征表现,在第2章阐述了焊条熔滴过渡形态的特征,指出对于一定规格的焊条,由于使用的焊接电流大体上限制在不大的范围内,因此焊条的熔滴过渡形态主要决定于焊条自身的因素,如渣系、药皮组成物成分及物理化学性质、药皮的厚度等。这三种熔滴过渡形态反映了钛型药芯焊丝熔滴过渡的基本情况。......
2023-06-30
图5-18 药芯焊丝CO2气体保护焊表面张力过渡时发生电爆炸飞溅的高速摄影照片焊丝样品:7DW100030318,焊丝直径:φ1.2mm;焊接参数:24.7V/210A;拍摄速度:2000f/s。图5-22 药芯焊丝CO2气体保护焊形成不稳定的表面张力过渡高速摄影照片(二)焊丝样品:16DW10004.05.23,焊丝直......
2023-06-30
药芯焊丝在CO2气体保护焊条件下,金属熔滴所受到的作用力要复杂一些,不同的熔滴过渡形态熔滴的受力状态不相同。图5-2是药芯焊丝CO2气体保护焊一个熔滴从形成、长大到过渡全过程的高速摄影照片,是从170帧照片中选取有代表性的28帧。......
2023-06-30

图5-50 药芯焊丝CO2气体保护焊时在渣柱末端渣滴过渡的实例(二)焊丝样品:KFX-71药芯焊丝;焊接参数:32V/150dm/min,直流反接;拍摄速度:1200f/s。药芯焊丝CO2气体保护焊时出现熔滴与熔渣两者分别独立进行过渡的现象,很容易被解读为金属熔滴与渣的不融合,实际上多幅照片表现出的两者不相融合只是从已经长大的熔滴与渣柱之间相互接触程度而言,由此得到在排斥过渡时渣柱对粗大熔滴的过渡影响不大的结论有失偏颇。......
2023-06-30

图5-94 药芯焊丝CO2气体保护焊时不同焊接参数对飞溅频率的影响注:1、2、3、4表示不同的样品焊丝。药芯焊丝熔滴过渡形态对飞溅的类型和飞溅频次有直接的关系。不同熔滴过渡形态表现出来的主要飞溅形式不相同。由图看出,随着焊接参数的增大,也就是熔滴过渡形态由排斥过渡逐渐向表面张力过渡和细熔滴过渡转变时,熔池飞溅增加了,熔滴气体逸出飞溅和短路电爆炸飞溅减少。......
2023-06-30

图5-91是气体保护焊时钛型药芯焊丝发生飘离飞溅的高速摄影照片,看出在焊丝端部的较大熔滴在电弧力的作用下分离出一个小熔滴,这个小溶滴被推向一侧形成了明显的飘离飞溅。图5-89 药芯焊丝CO2气体保护焊细熔滴过渡时发生熔池飞溅的高速摄影单帧照片(一)样品名称:DW100药芯焊丝,φ1.2mm;预置焊接参数:32V/150dm/min,直流反接。图5-93是12RD507碱性药芯焊丝和RD502钛系药芯焊丝熔滴整体发生飘离飞溅的单帧照片,焊丝直径为φ1.2mm。......
2023-06-30

无论是焊条电弧焊还是CO2气体保护焊,短路电爆炸飞溅现象都是主要的飞溅形式。图5-62是实心焊丝样品在CO2气体保护焊时发生激烈的瞬时短路电爆炸飞溅的高速摄影画面。......
2023-06-30
相关推荐