既然渣壁过渡是高钛型不锈钢焊条基本的、主导的过渡形态,显然高钛型不锈钢焊条的工艺性主要取决于渣壁过渡形态对工艺性的直接影响。为了从根本上回答高钛型不锈钢焊条实现工艺稳定性的机理,下面还将对影响高钛型不锈钢焊条工艺稳定性的几个因素做更进一步分析讨论。显然,这是不锈钢焊条工艺稳定性问题十分突出的根本原因。此外,还应当注意到,名义电压对焊条的熔化速度的影响。......
2023-06-30
总结影响不锈钢焊条工艺稳定性的各种因素,可以归纳出这样的关系:细熔滴过渡时,容易使焊条形成深套筒,深套筒的形成不仅提高了电弧的热效率,使焊条的熔化速度加快,更重要的是深套筒提高了焊条的名义电压,而名义电压的提高一方面降低了焊接电流,另一方面又提高了焊条的熔化速度,两者都减弱了焊芯被加热的程度,从而提高了焊条的工艺稳定性。由此可见,影响不锈钢焊条工艺稳定性的因素是多方面的,但是起决定作用的因素是熔滴过渡形态。大量研究表明,不锈钢焊条工艺质量最终取决于熔滴过渡形态,粗熔滴的短路过渡是导致不锈钢焊条工艺质量降低的主要因素,而实现渣壁过渡是解决焊条工艺稳定性的根本途径。
图4-36是影响高钛型不锈钢焊条工艺稳定性的各因素之间的关系图,图中每一个方框之间的箭头表示相关联两个因素之间的因果关系,整个图从左到右描述了不锈钢焊条实现工艺稳定性的原理,它不仅说明了影响不锈钢焊条实现工艺稳定性的各因素,包括表面张力、熔滴颗粒度、熔滴过渡形态、焊条套筒、焊条名义电压、焊条熔化速度、焊条温升等因素之间相互作用及其因果关系,同时也指出了不锈钢焊条提高工艺稳定性的途径。图4-36为高钛型不锈钢焊条的工艺性设计提供了理论依据,也为其他类型焊条的工艺性设计提供理论指导。
由图4-36看出,当采用同质的H0Cr20Ni10不锈钢焊芯时,不锈钢焊条工艺性设计可以有两条途径:第一条途径是在药皮中加入氧化性的成分使熔滴增氧,降低其表面张力r,而使熔滴尺寸dr细化,熔滴的细化一方面促进渣壁过渡的形成,另一方面形成深套筒,而深套筒又促进形成渣壁过渡,渣壁过渡与深套筒相互影响,互为因果关系,同时渣壁过渡促进了焊条熔化速度vm的提高,从而使烧焊时间t缩短,而名义电压Un的提高使焊接电流减小,这两个因素都会降低焊条的温升Te,从而提高焊条工艺稳定性St;另一条途径是在药皮中加入稳定电弧的成分,电弧变成敞开型电弧,或称其为无斑点电弧[15],熔滴底部大面积接受电弧的加热使熔滴温度升高,导致表面张力减小,接下来则与第一条途径一样,细化熔滴尺寸,形成深套筒和形成渣壁过渡,使名义电压提高,焊接电流的减小和焊条熔化速度的加快,最终导致焊条温升的降低,工艺稳定性的改善。当然这两条途径完全可以结合起来综合采用,即一方面采取加入氧化物和其他降低表面张力的手段,同时又结合采取加入稳弧成分的技术措施,进行工艺性优化设计。这是不锈钢焊条工艺性设计主要的技术路线。
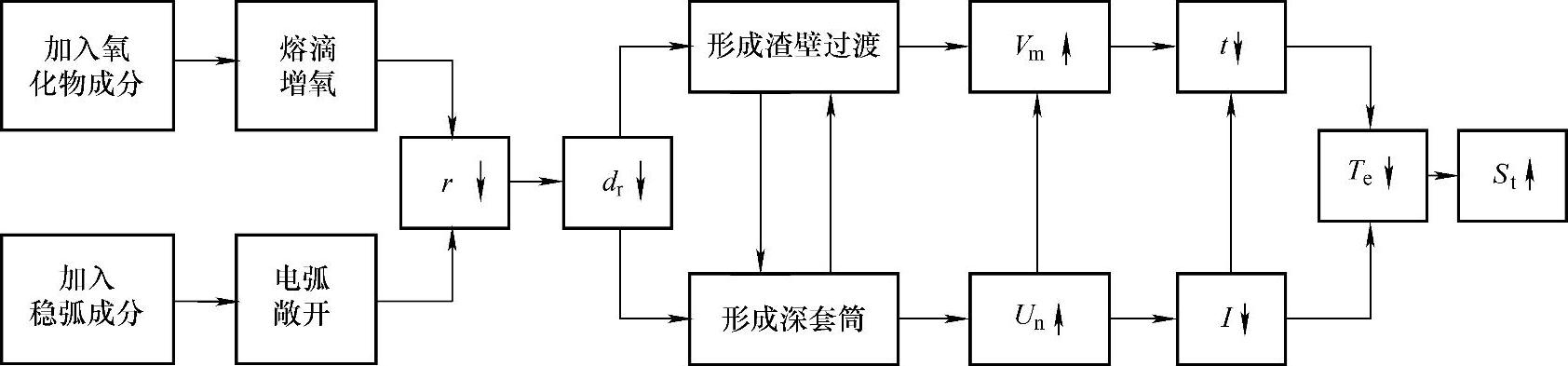
图4-36 影响高钛型不锈钢焊条工艺稳定性的各因素之间的关系图
r—表面张力 dr—熔滴尺寸 Un—焊条名义电压 t—焊条熔化时间 I—焊接电流 Te—焊条温升 Vm—焊条熔化速度 St—焊条工艺稳定性
注:方框内箭头朝上表示增大,箭头朝下表示减小。
2.E0Cr19Ni10-16型不锈钢焊条的工艺性设计
设计工艺性优良的E0Cr19Ni10-16型不锈钢焊条时可以采取两种设计方案:一是采用与熔敷金属同质的0Cr21Ni10型不锈钢焊芯设计高钛型不锈钢焊条;二是采用异质焊芯(用普通H08A焊芯或其他高合金焊芯)通过药皮过渡合金设计高效不锈钢焊条。
(1)同质焊芯不锈钢焊条的设计 设计19-10型不锈钢焊条时,采用同质0Cr21Ni10型不锈钢焊芯,遵循上述的技术途径可以获得工艺稳定性好、药皮抗发红开裂性强、焊接效率高、综合工艺性优良的高钛型不锈钢焊条。在具体设计焊条时加入适量的氧化性成分,例如长石、云母等硅铝酸盐矿物,可以提高熔渣与金属熔滴的氧化性,同时加入其他有利于降低金属和熔渣表面张力的成分,适当减少如大理石、白云石等增大熔滴和熔渣表面张力的碱性造渣成分;另一方面,长石、云母等硅铝酸盐矿物的加入增加了药皮中的钾、钠低电离成分,能够改善电弧形态和提高电弧温度,利于熔滴表面张力的减小。综合这几方面的作用使得熔滴表面张力降低,熔滴得到细化,最终使焊条由粗熔滴短路过渡形态转变为渣壁过渡形态。这样的调整使焊条的渣系发生了改变,由钛钙型转变为高钛型。高钛型不锈钢焊条由于造渣成分中加入大量金红石,国外多称作金红石型不锈钢焊条。
(2)异质焊芯不锈钢焊条的设计 采用异质焊芯配合多量合金成分的药皮是不锈钢焊条工艺性设计的另一条技术路线。
从根本上说不锈钢焊条的工艺稳定性是由于不锈钢焊条焊芯过大的电阻系数和大的线膨胀系数引起的,显然,焊芯材料的热物理性能对焊条工艺稳定性产生根本性的影响。当采用普通H08A低碳钢焊芯配合有大量铁粉和合金粉的药皮制造的高效不锈钢焊条时,可以从根本上克服同质不锈钢焊条工艺稳定性差的弊病。这种焊条在药皮中加入大量的金属铬和金属镍粉,增大了药皮的重量系数,焊条熔敷效率可以超过150%。如瑞典生产的OK63·32(合金系统为18Cr12Mo2)、OK67·62焊条(合金系统为Cr25Ni13)不仅熔敷效率高,而且飞溅很小,焊缝成形十分美观,在船形焊时显示了突出的优越性。
异质焊芯的设计还可以采用另外的方案,如采用H0Cr14型焊芯配合含有合金粉的药皮设计的高效不锈钢焊条[16,17],由于H0Cr14型不锈钢的电阻系数比18-8型不锈钢材质低很多,因此可以使不锈钢焊条工艺稳定性差的弊端得到很大程度的克服。这种焊条熔敷金属中的一部分金属铬和全部金属镍要通过药皮来过渡,使药皮的重量系数增大,焊条熔敷效率可能超过120%。
在参考文献[18]中作者总结了20多年来在奥氏体不锈钢焊条设计理论和工程应用方面的研究成果,阐明了不锈钢焊条工艺性设计原理,提出了解决不锈钢焊条工艺质量问题完整的技术路线:采用同质焊芯或者采用低碳钢焊芯配合高合金药皮以及高合金焊芯配合合金药皮的技术途径,实现不锈钢焊条工艺性的最优化设计。
3.不锈钢焊条的设计与焊缝中的气孔的控制
与钛钙型不锈钢焊条相比,高钛型不锈钢焊条气孔敏感性增强了,因此如何控制焊缝的气孔成为不锈钢焊条设计和生产中不能回避的实际问题。作者根据早年进行的大量研究掌握了高钛型不锈钢焊条发生气孔的机理,发现了药皮含水量对焊缝产生气孔的影响规律性[2,19]。图4-37所示为焊条药皮原始含水量与气孔敏感性的关系曲线,从图中可以看出:曲线存在一个含水量w(H2O)为0.4%~1.5%的气孔敏感区,而且存在在药皮含水量w(H2O)≈0.4%附近气孔特别敏感的峡窄区域;当药皮含水量w(H2O)<0.4%或w(H2O)>1.5%时,焊缝不出现气孔。焊接过程中,随着焊接过程的进行,焊条温度逐渐升高,药皮含水量会随温度的升高而逐渐减小,当药皮含水量进入到气孔敏感区时,即所对应的某一段焊条含水量处在气孔敏感区时,则和这一段焊条相对应的焊缝就会出现气孔。图4-38所示为焊条药皮实际含水量(即焊接过程中药皮实际含水量的变化)与气孔敏感性的关系曲线,图中标示的气孔敏感区对应的药皮实际含水量w(H2O)的范围为0.4%~0.7%。从图中列举了五种原始含水量不同的焊条在焊接过程中药皮含水量与气孔敏感性的关系可以看出,在焊接过程中,焊条样品1和5的含水量变化始终处在无气孔区,焊缝不产生气孔,而焊条样品2、3和4的含水量变化线的前段、中段和末段会进入气孔敏感区,因此与其相对应的焊缝的前段、中段和末段会出现气孔。
多年来,我国不锈钢焊条生产厂家,采取选择不含结晶水的敷料和在实际焊条制造中提高烘焙温度等技术措施来控制药皮含水量,克服焊缝的气孔,从而证实了这一规律性的可信性。作者还曾利用药皮含水量与气孔的这一规律(图4-37),研发了高含水量的抗湿不锈钢焊条[20],还有的焊条生产厂家成功开发了高水分高钛型不锈钢焊条,这种焊条在药皮中加入多量的云母等含结晶水的矿物原料,并采取低温烘焙的方法在螺旋机生产线上制造高水分高钛型不锈钢焊条。
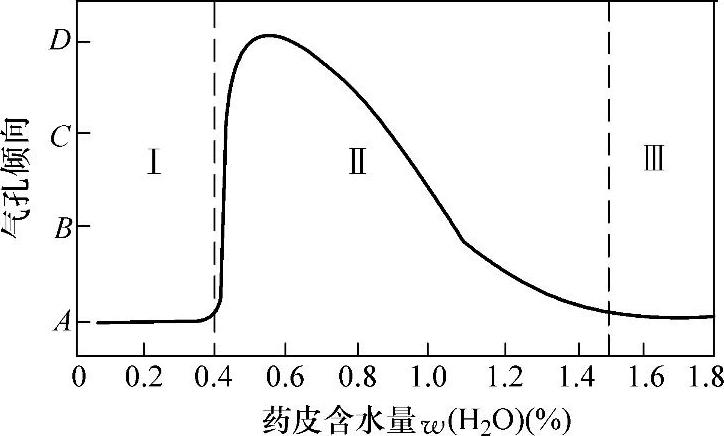
图4-37 钛型不锈钢焊条药皮原始含水量与气孔敏感性的关系
Ⅰ、Ⅲ—无气孔区 Ⅱ—气孔敏感区
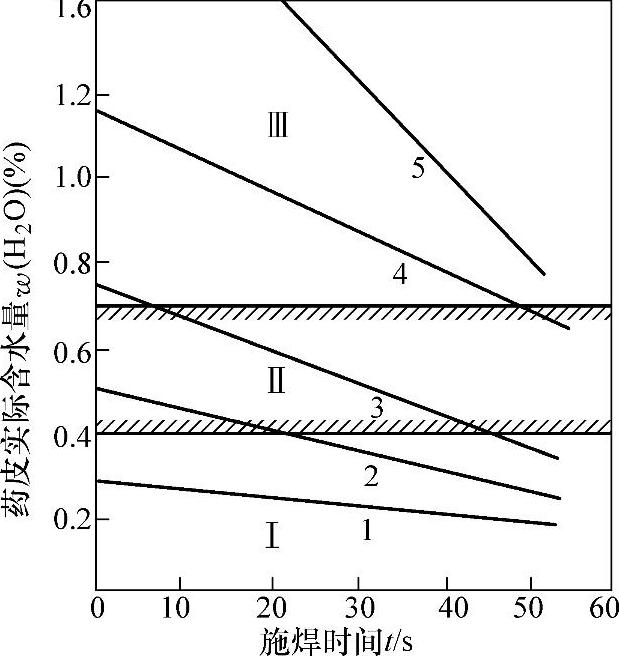
图4-38 钛型不锈钢焊条药皮实际含水量与气孔敏感性的关系
Ⅰ、Ⅱ—无气孔区 Ⅲ—气孔敏感区
1、2、3、4、5—不同药皮含水量的焊条样品
为了解决气孔敏感问题,参考文献[21,22]提出双层药皮的不锈钢焊条设计构想,可以在实现理想的渣壁过渡的同时,又能发挥强烈的冶金去氢作用,以克服焊缝气孔。
有关焊接材料工艺性的信息化技术的文章

既然渣壁过渡是高钛型不锈钢焊条基本的、主导的过渡形态,显然高钛型不锈钢焊条的工艺性主要取决于渣壁过渡形态对工艺性的直接影响。为了从根本上回答高钛型不锈钢焊条实现工艺稳定性的机理,下面还将对影响高钛型不锈钢焊条工艺稳定性的几个因素做更进一步分析讨论。显然,这是不锈钢焊条工艺稳定性问题十分突出的根本原因。此外,还应当注意到,名义电压对焊条的熔化速度的影响。......
2023-06-30

由于在测试时间内统计的短路频率fsc反映了焊条熔滴过渡特征信息,因此fsc也可作为判据来评价焊条渣壁过渡趋势。研究表明,熔滴的短路过渡是影响不锈钢焊条工艺质量降低的主要因素,而实现渣壁过渡是解决不锈钢焊条工艺稳定性的根本途径。同时该图还指出了改善不锈钢焊条工艺稳定性的原理和途径,其核心是使熔滴细化,熔滴的细化一方面利于形成深套筒,促进渣壁过渡的形成,另一方面深套筒带来了名义电压的提高。......
2023-06-30
研究不锈钢焊条工艺稳定性,首先必须解决采用怎样的方法测试和评价焊条工艺稳定性的问题。焊条的温升系数αt是评价焊条工艺稳定性的重要指标,是某种焊条电弧物理特性的重要表现。......
2023-06-30

奥氏体不锈钢焊条的选用见表1-6。不锈钢焊条的药皮分为如下三类:表1-6 奥氏体不锈钢焊条的选用1)焊条药皮类型代号为15的焊条,通常为碱性焊条。表1-7 铁素体不锈钢焊接时的焊接材料、预热及焊后热处理3.马氏体不锈钢焊条的选用马氏体不锈钢在焊接过程中主要的问题是存在冷裂纹与接头脆化的倾向,晶间腐蚀倾向很小。......
2023-06-15

5)低温钢焊条的选择主要是根据铸钢件的工作温度要求来确定的。6)不锈钢焊条应选择与母材成分相同或相近的焊条,但焊条的碳含量不能高于母材。......
2023-06-28
随着不锈钢焊条应用面的扩大,酸性不锈钢焊条的工艺质量的问题日益突出。另外随着承接外国化工设备制造而引入的少量外国进口的不锈钢焊条,其优良的工艺性引起了国人的关注,激发了国人对酸性不锈钢焊条工艺性改进的强烈愿望。......
2023-06-30

CAPP是英文Computer Aided Process Planning的缩写,即计算机辅助工艺设计。它是依据产品的款式特点、加工要求和企业的生产条件,对产品的加工方法、制造流程、工艺编排等进行系统设计,并具有各种辅助决策功能的系统。图1-6智尊宝纺服装CAPP系统界面服装CAPP系统比较有代表性的有美国格柏公司的IMRACT-900系统和法国力克公司与日本兄弟公司联合推出的服装CAD/CAM/CIMS系统BL-100等。......
2023-06-22

冒口 根据铁素体球墨铸铁呈糊状凝固的结晶特征,碳、硅含量较高,凝固过程中将析出大量石墨而产生较大的体积膨胀。提高冷却速度的主要有效措施为:1)在上、下平面设置外冷铁,如图6-18中的件5。2)在上、下平面设置暗冷铁,即采用厚度较大的铸铁冷铁,在冷铁的工作表面上保持厚度为8~12mm的砂层。根据上述工艺生产的铸态铁素体球墨铸铁分配器壳体,获得了优质效果,具有良好的铸态力学性能和金相组织。......
2023-07-02
相关推荐