由于在测试时间内统计的短路频率fsc反映了焊条熔滴过渡特征信息,因此fsc也可作为判据来评价焊条渣壁过渡趋势。研究表明,熔滴的短路过渡是影响不锈钢焊条工艺质量降低的主要因素,而实现渣壁过渡是解决不锈钢焊条工艺稳定性的根本途径。同时该图还指出了改善不锈钢焊条工艺稳定性的原理和途径,其核心是使熔滴细化,熔滴的细化一方面利于形成深套筒,促进渣壁过渡的形成,另一方面深套筒带来了名义电压的提高。......
2023-06-30
既然渣壁过渡是高钛型不锈钢焊条基本的、主导的过渡形态,显然高钛型不锈钢焊条的工艺性主要取决于渣壁过渡形态对工艺性的直接影响。第2章2.4.4节的表2-5中列举了焊条工艺性的具体表现,指明了焊条熔滴过渡形态与焊条电弧挺度、电弧连续性、可操作性、飞溅大小、焊接时的烟雾、焊条名义电压、电弧热效率和焊条工艺稳定性等方面的关系。为了从根本上回答高钛型不锈钢焊条实现工艺稳定性的机理,下面还将对影响高钛型不锈钢焊条工艺稳定性的几个因素(焊芯材料的热物理性能、熔化效率和焊条名义电压、熔滴过渡形态与名义电压的关系等)做更进一步分析讨论。
1.焊芯材料的热物理性能的影响
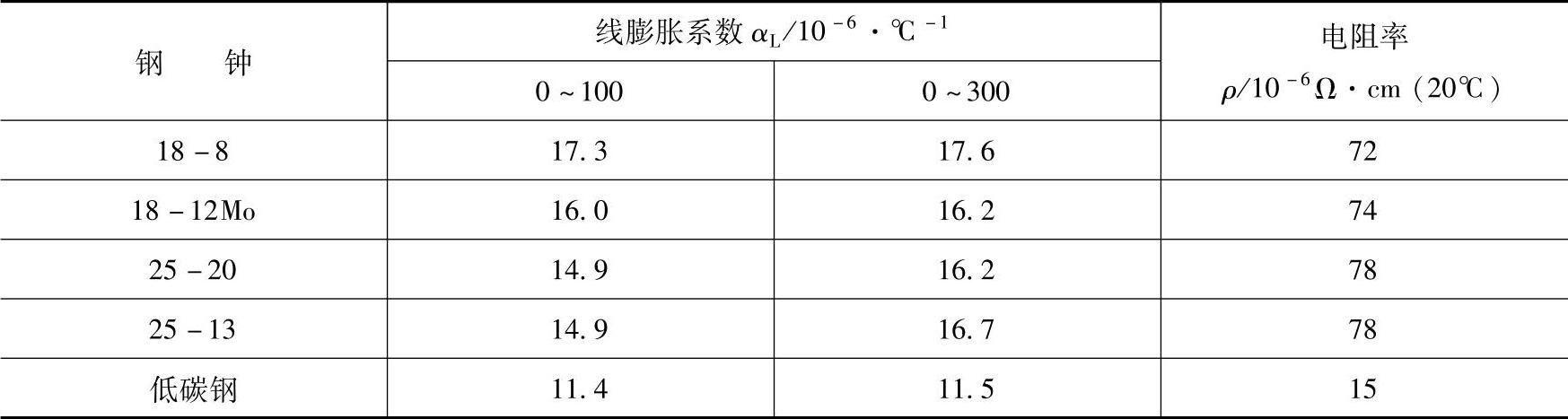
焊接时不锈钢焊条工艺质量问题主要是由于焊接电流对焊芯加热引起的,焊接电流对焊芯加热的程度越大,焊芯及药皮的过热程度越大,工艺稳定性越差,在焊接电流和施焊时间一定的条件下,焊芯被加热的程度决定于焊芯的热物理性能。几种不锈钢和低碳钢的电阻率ρ和线膨胀系数αL的数据见表4-2[14]。由表4-2中的数据看出,不锈钢与耐热钢的电阻率ρ比低碳钢大得多,如:18-8型不锈钢的电阻率ρ比低碳钢大3.8倍,25-20型耐热钢的电阻率ρ比低碳钢大4.2倍,这就是说在焊接电流和施焊时间一定的条件下,不锈钢和耐热钢焊芯产生的电阻热比低碳钢分别大3.8倍和4.2倍。另外,从表4-2还看出18-8型不锈钢和25-20型耐热钢的线膨胀系数αL分别比低碳钢大55%和41%,就是说在焊接时,由于热膨胀使不锈钢焊条的焊芯与药皮相对位移增大,从而导致药皮剥离和开裂的倾向比低碳钢焊条大。显然,这是不锈钢焊条工艺稳定性问题十分突出的根本原因。
表4-2 几种不锈钢和低碳钢的热物理性能数据[14]
2.不锈钢焊条熔化速度对工艺稳定性的影响
在其他条件相同的情况下,焊接时焊芯被加热的程度决定于焊条的熔化速度,焊条的熔化速度越快,熔化一定长度焊条所需要的时间越短,焊条被加热的程度越低,焊条工艺稳定性越好。
下面举一个实际例子来说明熔化效率对焊条被加热程度的影响。
有两种熔化特性不同的不锈钢焊条样品,样品1的熔化系数αP=11.8g/A·h,焊条平均熔化速度vr=4.9mm/s,样品2的熔化系数αP=9.29g/A·h,焊条平均熔化速度vr=3.9mm/s,根据两个焊条样品的平均熔化速度计算出熔化300mm长焊条所需要的时间。
样品1:t1=61.2s;样品2:t2=76.9s。
假如两种样品平均焊接电流I相同,两种样品焊芯材质相同,则所产生的电阻热的比值为
(I2Rt1)/(I2Rt2)=t1/t2=61.2/76.9=79.6%
这就是说,焊接时熔化速度较高的样品1电阻热对焊条的加热程度,只相当于样品2的79.6%。可见焊条的熔化速度越快,熔化的时间越短,焊条的加热程度越低,越有利于焊条工艺稳定性的提高。
3.不锈钢焊条名义电压对工艺稳定性的影响
焊芯热物理性能是焊条所固有的,那么要提高焊条的工艺稳定性就要考虑影响电阻热的另一个因素——焊接电流。焊接时焊芯产生的电阻热除了与焊芯电阻率大小有关以外,还与流过焊芯的电流大小有关。众所周知,焊接时焊芯产生的电阻热与流过焊芯的焊接电流平方成正比,因此降低焊接电流成为提高焊条工艺稳定性的重要途径。焊接时为了保证在不降低电弧输出功率的前提下降低焊接电流,则应该提高焊条的名义电压。所谓名义电压是指在正常的焊接条件下,某种焊条的平均电弧电压[15]。焊条电弧焊时由于电焊机具有陡降的外特性,因而当电弧电压提高时,焊接电流则相应降低。
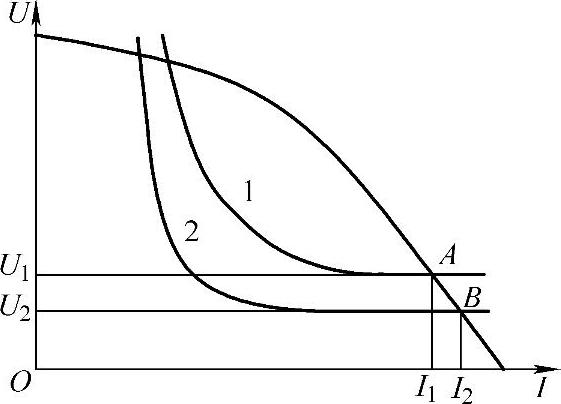
图4-33 焊条名义电压与焊接电流的关系
图4-33清楚地说明了焊条名义电压与焊接电流的关系。图中曲线1和2是两种名义电压不同的焊条在焊接时的电弧特性曲线,两种焊条在稳定燃烧时,与电焊机的外特性曲线分别相交于A、B。电弧电压分别为U1和U2,且U1>U2,焊接电流分别为I1和I2,而I1<I2,显然名义电压高的焊条1比名义电压低的焊条2的焊接电流要小,尽管名义电压高的焊条1实际焊接电流小,但是由于电弧电压比焊条2高,因此焊接时电弧的功率并不小,这是因为在采用直流电源焊接时,电弧的功率等于平均电弧电压与平均焊接电流的乘积,所以焊条1与焊条2的电弧功率可分别以两个四边形的面积OI1AU1和OI2BU2来表示,显然在如图所示的条件下,四边形OI1AU1>四边形OI2BU2,说明名义电压高的焊条1电弧功率大于名义电压较低的焊条2功率。这就是说,在正常的焊接参数内,尽管名义电压较高的焊条焊接电流比较小,但电弧功率仍较大,换言之,在功率大体相同的条件下,名义电压较高的焊条比名义电压较低的焊条焊接电流要小。这一规律的实际意义可以通过下面的实例来分析。
选取钛钙型和高钛型两种不锈钢焊条样品——样品1和样品2,其名义电压和焊接电流分别为:U1=30V,I1=130A;U2=26V,I2=150A。
两样品的电弧功率为:
P1=U1I1=30V×130A=3900W
P2=U2I2=26V×150A=3900W
计算得到的两种焊条样品电弧功率相同,但由于两样品的焊接电流不同,因此两样品焊接时在焊芯上产生的电阻热不同,即
Q1=0.24I12R1t1=0.24×1302R1t1
Q2=0.24I22R2t2=0.24×1502R2t2
式中 Q——焊芯上产生的电阻热;
R1、R2——两种样品焊芯的电阻;
t1、t2——两种样品焊接时间。
设两种样品的焊芯电阻和焊接时间相同,则两种样品焊芯产生的电阻热之比
Q1/Q2=1302/1502=75%
计算结果表明焊接时,名义电压较高的高钛型不锈钢焊条(样品1),焊芯产生的电阻热仅为钛钙型不锈钢焊条(样品2)焊芯电阻热的75%。
以上说明的是焊条的名义电压与焊接电流对焊芯加热的影响。此外,还应当注意到,名义电压对焊条的熔化速度的影响。
众所周知,名义电压与熔化系数成正比的关系[15]:
αP=864ηU/(HK-HCK)
式中 αP——焊条熔化系数;
U——焊条名义电压;
η——电弧功率利用率;
HK——熔滴的焓;
HCK——焊芯在熔化前的焓。
显然,名义电压越高,焊条的熔化速度越快,焊接时电流对焊芯的加热时间越短,从而降低了焊芯和药皮被加热的程度。这就是说,由于减小焊接电流和缩短焊接时间两个因素的共同作用,使名义电压高的焊条焊芯被加热的程度降低。因此得到如下的结论:焊条名义电压的高低影响着焊接电流的大小和焊条的熔化速度,进而影响着焊条被加热的程度,从而改善高钛型不锈钢焊条的工艺稳定性。
4.不锈钢焊条熔滴过渡形态与名义电压的关系
为了弄清影响焊条名义电压的主要因素,下面选择熔滴过渡形态分别为粗熔滴过渡和渣壁过渡的钛钙型和高钛型两种不同的不锈钢焊条样品进行测试,测试方法是:在这两种焊条的高速摄影照片上测量熔滴过渡过程中电弧长度(指露在套筒外面可见部分的长度)和焊条套筒平均实际长度,利用电弧电压波形图测试电弧阴极和阳极电压降之和,通过实际烧焊测试焊条的平均电弧电压。测试结果见表4-3。表中的弧柱电压降和弧柱电位梯度是通过平均电弧电压、平均实际弧长与电弧阴极和阳极电压降之和的数据计算得出的。
表4-3 钛钙型和高钛型不锈钢焊条电弧物理特性参数的测试数据
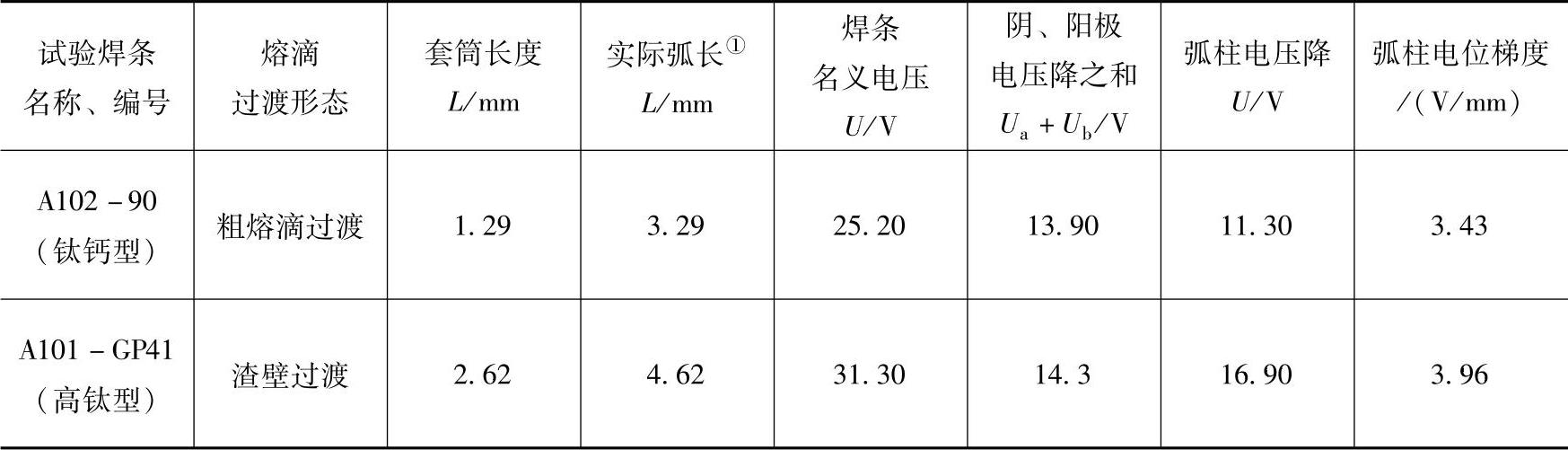
①套筒外部可见平均弧长与套筒平均长度之和为实际弧长。
由表中的测试数据看出,渣壁过渡时焊条的名义电压比粗熔滴过渡的焊条高得多,两种焊条的阴、阳极电压降之和的数据分别为13.90V和14.3V,相差不大,而两种焊条的弧柱电压降分别为11.3V和16.90V,相差5.6V,显然两种焊条名义电压的主要差别在于弧柱电压降的明显不同,而弧柱电压降不但取决于弧柱电位梯度,更主要取决于电弧长度。显然,由于焊条渣壁过渡时的长套筒使电弧实际长度增大,从而导致焊条名义电压的提高。
那么为什么渣壁过渡会形成深套筒?
焊条套筒的形成是由于药皮的熔化滞后于焊芯造成的,因而人们自然想到,提高药皮组成物的软化温度可以形成深套筒。然而提高药皮软化温度在实际焊条设计时往往是做不到的,因为设计焊条时主要是以满足冶金特性和工艺特性的要求为基础,选择药皮成分的合理组合,而不可能充分照顾到药皮组成物的软化温度。事实上很多情况下药皮套筒的性状受到熔滴行为的影响,重要的是熔滴过渡形态对深套筒的形成往往起着决定性的作用。作者早年进行的试验证实了这一重要的规律。
为了搞清楚影响焊条套筒长度的主要因素,设计了一组试验焊条,分别为P-A、P-B和P-C,使其熔滴过渡形态分别为渣壁过渡、混合过渡和粗熔滴过渡,测试这三种试验样品的药皮软化温度、焊条的套筒长度,其测试结果如图4-34所示。由图看出,当焊条为粗熔滴过渡时(P-C焊条),药皮的软化温度很高,但是套筒却最短,而当焊条为细熔滴渣壁过渡时(P-A焊条),虽然药皮的软化温度较低,但焊条套筒深度却增大了。试验结果表明,熔滴过渡形态对形成深套筒有决定性的影响,细熔滴过渡使套筒增长了。
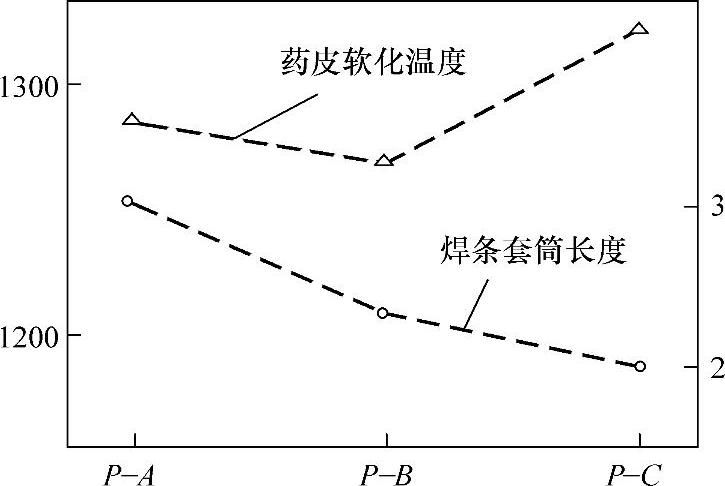
图4-34 试验焊条熔滴过渡形态和药皮软化温度与套筒长度的关系
P-A—渣壁过渡 P-B—混合过渡 P-C—粗熔滴过渡

图4-35 焊条渣壁过渡与粗熔滴过渡时焊条端部套筒和残留熔滴的照片
a)高钛型不锈钢焊条,渣壁过渡 b)钛钙型不锈钢焊条,粗熔滴过渡焊条规格 φ4.0mm,药皮外径φ6.7mm。
图4-35是渣壁过渡的高钛型不锈钢焊条和粗熔滴过渡的钛钙型不锈钢焊条端部套筒和焊芯端部残留熔滴的照片。从图可以清楚地看出:渣壁过渡时套筒的长度几乎相当于焊芯直径(约4mm),在焊芯尾部残留的熔滴很小,不超过焊芯直径(图4-35a);粗熔滴过渡时,悬挂在焊条端部的熔滴很大,而套筒很短,焊后在焊芯尾部残留的半球状熔滴明显超过焊芯直径(图4-35b)。
试验结果表明焊条名义电压与熔滴过渡形态有关,渣壁过渡显著地增长了焊条的套筒,提高了焊条的名义电压。由于任何焊条在正常的焊接条件下具有确定的过渡形态,因而也具有大体确定的名义电压。因此某种焊条的名义电压成为不锈钢焊条重要的电弧物理特性参数,它是该种焊条电弧物理特性的表现,是该焊条的重要属性。
应该说明的是,这里讨论了焊条名义电压与熔滴过渡形态的关系,但并不是说焊条名义电压只决定于熔滴过渡形态。事实上焊接时某种焊条的电弧电压取决于电极材料的逸出功和电弧气氛电离度等物理因素,而这些物理因素是由焊芯材料与药皮成分这些固有的物理因素决定的。确切地说,由试验证实的焊条名义电压受熔滴过渡形态影响的规律,是在这些固有物理因素确定的条件下得出的。
细熔滴过渡时为什么会使套筒增长?这是因为熔滴的行为直接影响到电弧对焊芯的加热方式,也影响到焊条吸收电弧热的效率。粗熔滴过渡时,在整个燃烧阶段电弧是通过熔滴的热对流间接地对焊芯和药皮进行加热的,大熔滴较长时间占据焊条的端部,“吞噬”了药皮使套筒变短。而焊条渣壁过渡时,熔滴尺寸小,电弧有充分的时间对焊芯直接进行加热,焊芯吸热效率提高,焊芯熔化速度加快,导致深套筒的形成,深套筒又使得弧柱参与对焊芯的加热,使焊芯的熔化能够更大程度地超前于药皮,这在第2章2.4.3节中做了详细的分析。
由以上分析提到影响焊条工艺稳定性的因素,除去焊芯热物理性能这一因素外,焊条的熔滴过渡形态、名义电压、焊条的熔化速度、深的套筒等因素都会对焊条的工艺稳定性产生影响。提高焊条名义电压、提高焊条熔化速度、形成深套筒和实现渣壁过渡都会有利于提高焊条的工艺稳定性。
有关焊接材料工艺性的信息化技术的文章

由于在测试时间内统计的短路频率fsc反映了焊条熔滴过渡特征信息,因此fsc也可作为判据来评价焊条渣壁过渡趋势。研究表明,熔滴的短路过渡是影响不锈钢焊条工艺质量降低的主要因素,而实现渣壁过渡是解决不锈钢焊条工艺稳定性的根本途径。同时该图还指出了改善不锈钢焊条工艺稳定性的原理和途径,其核心是使熔滴细化,熔滴的细化一方面利于形成深套筒,促进渣壁过渡的形成,另一方面深套筒带来了名义电压的提高。......
2023-06-30

研究不锈钢焊条工艺稳定性,首先必须解决采用怎样的方法测试和评价焊条工艺稳定性的问题。焊条的温升系数αt是评价焊条工艺稳定性的重要指标,是某种焊条电弧物理特性的重要表现。......
2023-06-30

由此可见,影响不锈钢焊条工艺稳定性的因素是多方面的,但是起决定作用的因素是熔滴过渡形态。大量研究表明,不锈钢焊条工艺质量最终取决于熔滴过渡形态,粗熔滴的短路过渡是导致不锈钢焊条工艺质量降低的主要因素,而实现渣壁过渡是解决焊条工艺稳定性的根本途径。图4-36为高钛型不锈钢焊条的工艺性设计提供了理论依据,也为其他类型焊条的工艺性设计提供理论指导。这是不锈钢焊条工艺性设计主要的技术路线。......
2023-06-30

焊条由药皮和焊芯两部分组成。焊芯的化学成分对焊缝金属的质量有直接的影响。表6-1 焊条药皮类型及代号(续)注:1.此处“全位置”并不一定包含向下立焊,由制造商确定。这类焊条具有优良的焊接工艺性能,电弧稳定、飞溅小、熔渣覆盖均匀、脱渣容易、焊缝成形好、适于全位置焊接。......
2023-07-02

焊条电弧焊的熔滴过渡是焊条端部形成的熔滴通过电弧空间向熔池的转移过程。焊条电弧焊的熔滴过渡形态可分为短路过渡、渣壁过渡、喷射过渡与爆炸过渡。影响焊条电弧焊熔滴过渡的因素及其影响方式主要有如下方面。......
2023-06-25

奥氏体不锈钢焊条的选用见表1-6。不锈钢焊条的药皮分为如下三类:表1-6 奥氏体不锈钢焊条的选用1)焊条药皮类型代号为15的焊条,通常为碱性焊条。表1-7 铁素体不锈钢焊接时的焊接材料、预热及焊后热处理3.马氏体不锈钢焊条的选用马氏体不锈钢在焊接过程中主要的问题是存在冷裂纹与接头脆化的倾向,晶间腐蚀倾向很小。......
2023-06-15

5)低温钢焊条的选择主要是根据铸钢件的工作温度要求来确定的。6)不锈钢焊条应选择与母材成分相同或相近的焊条,但焊条的碳含量不能高于母材。......
2023-06-28

相关推荐