
图4-12是三组高钛型不锈钢焊条典型的熔滴渣壁过渡时的高速摄影照片。......
2023-06-30
早年的钛钙型渣系0Cr19Ni10型不锈钢焊条,由于含有较多量的碱性造渣物,而硅、铝酸盐造渣成分相对较少,熔渣表面张力和金属熔滴表面张力相对较大,焊接时熔滴比较粗大,第一主导力作用指数P′<20,第二主导力作用指数P″<-4,处于熔滴过渡形态P′-P″关系图B区(见第2章图2-43),形成十分典型的粗熔滴短路过渡形态。
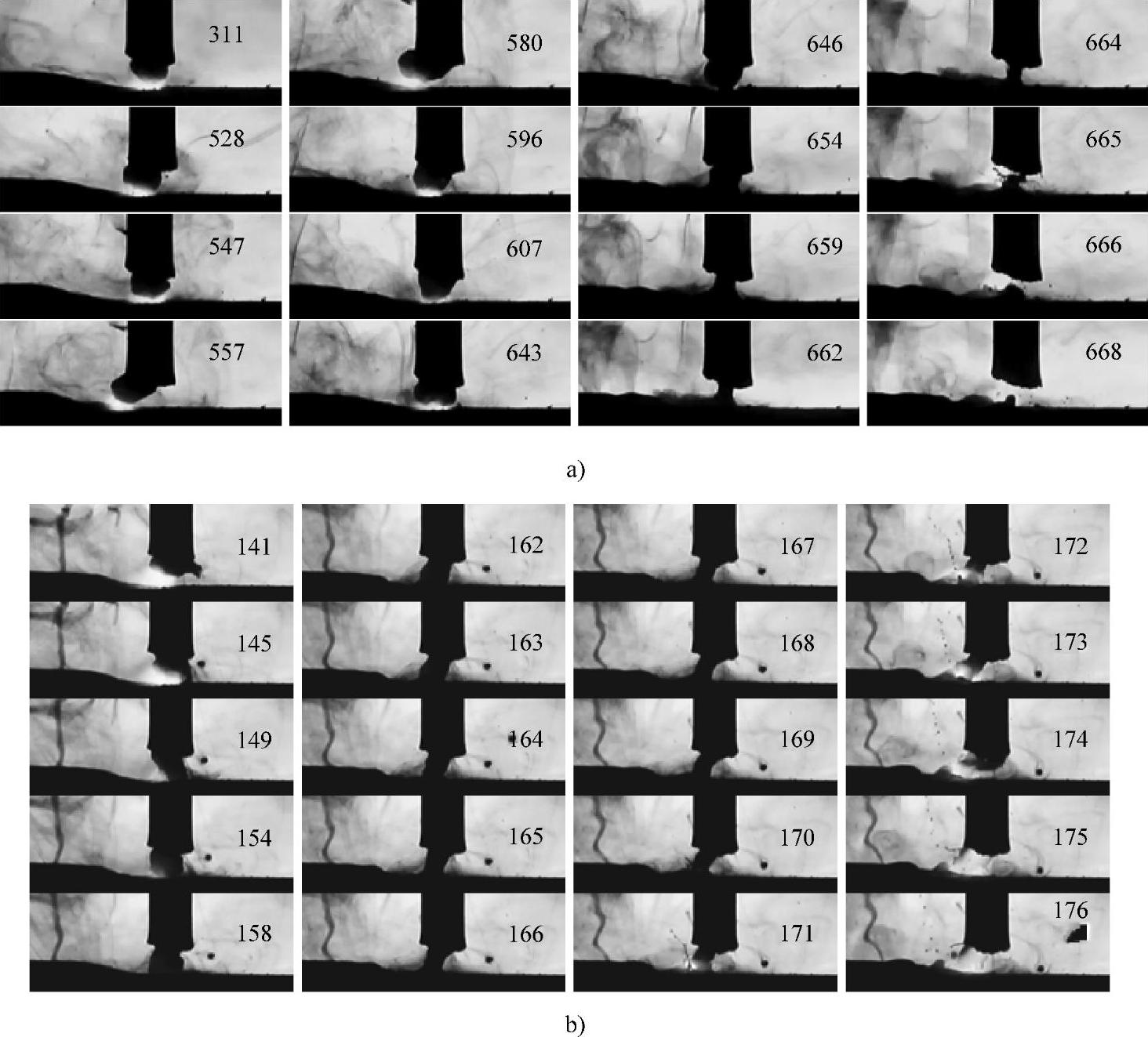
图4-10 钛钙型不锈钢焊条熔滴短路过渡的高速摄影照片
样品名及编号:GDA102钛钙型不锈钢焊条,φ3.2mm;直流反接,I=110~120A;拍摄速度:1200f/s。
高速摄影技术是获取熔滴行为特征的可视化信息的主要手段。图4-10是两组典型的钛钙型不锈钢焊条熔滴短路过渡的高速摄影照片,由图4-10a看出,第311~643帧照片看到粗大熔滴在焊条端面的活动,第646~664帧记录了熔滴与熔池短路桥接过渡过程,至第668帧照片过渡完成。共拍摄357帧照片,历时0.298s,图中只撷取其中有代表性的16帧照片。图中显示的粗熔滴过渡的过程并不是个别的现象,而是这种焊条具有的代表性的粗熔滴过渡实例。应该说明从第311帧照片至第668帧照片并不是一个完整的过渡周期,因为在第311帧照片之前熔滴的长大阶段并没有列示。图4-10b选取了另一组钛钙型不锈钢焊条熔滴发生桥接短路过渡过程的图片,可以看出熔滴的桥接过渡为第149~170帧共21帧图片,历时约17.5ms,和前一幅图片短路时间(第646~664帧共18帧照片,历时约15.0ms)差不多,显然这是属于十分典型的A型短路。
通过两幅图片可以直观地看出,钛钙型不锈钢焊条熔滴行为有如下几个的特点:一是熔滴十分粗大,超过焊芯的直径,接近焊条的外径;二是熔滴的过渡过程与熔池发生持续性短路,使电弧燃烧不连续;三是熔化速度慢,熔滴过渡周期长,熔滴过渡周期一般在2~4s之间(对该样品实际统计的熔滴过渡的周期约为2.3s);还有一点就是短路过渡最容易引起电爆炸飞溅。图4-11所示为钛钙型不锈钢焊条短路引起电爆炸飞溅的高速摄影照片,由图看出,熔滴在第9帧照片发生短路,短路持续了约20ms之后发生了爆炸(第24、25帧照片),形成猛烈的电爆炸飞溅。
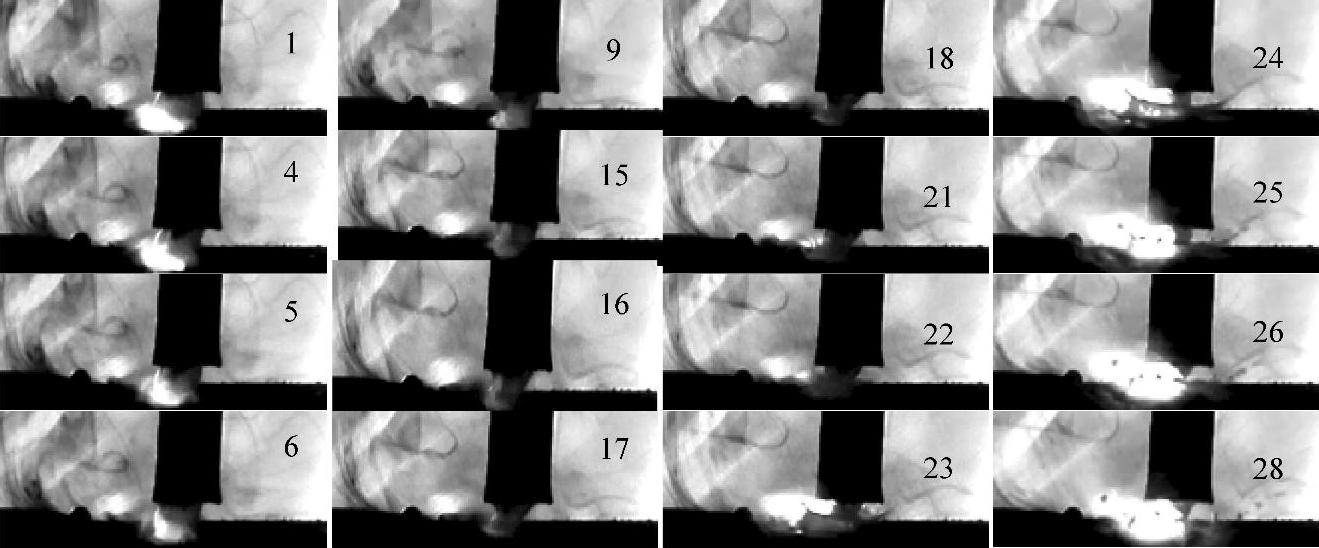
图4-11 钛钙型不锈钢焊条短路引起电爆炸飞溅的高速摄影照片
样品名及编号:GDA102钛钙型不锈钢焊条,φ4.0mm;直流反接,I=135~145A;拍摄速度:1200f/s。
2.钛钙型不锈钢焊条粗熔滴短路过渡的波形图特征
钛钙型不锈钢焊条是粗熔滴过渡形态的典型代表。图4-12是钛钙型不锈钢焊条粗熔滴过渡时的高速摄影照片,记录了一个典型的粗熔滴短路过渡过程:第1帧照片熔滴已经长大——→第2、3帧照片瞬间接触短路——→第6帧照片迅速脱离接触,再引弧——→第7~9帧照片再次与熔池接触,电弧熄灭——→第10~11帧照片迅速脱离接触,再引弧——→第14、15帧照片再次与熔池接触,电弧熄灭——→第16帧照片又一次迅脱离接触,再引弧——→第17~24帧照片与熔池接触形成短路桥,进行金属的过渡——→第25、26帧照片过渡将完成,短路桥变细——→第27帧照片发生电爆炸飞溅,短路桥破断,同时再引弧——→进行下一个过渡周期。
由图4-12所示的大熔滴短路过渡过程的高速摄影照片可以看出,这里发生了两种不同类型的短路:一种是短路后迅速形成短路桥,并进行熔化金属的过渡;另一种短路则是在大熔滴短路之前发生的多次瞬间的短路行为,每次的接触短路不发生金属的过渡。在参考文献[2,3]中,将第一种短路称作A型短路,将第二种短路称作B型短路。这两种短路的行为特征在第2章已经做了分析介绍。
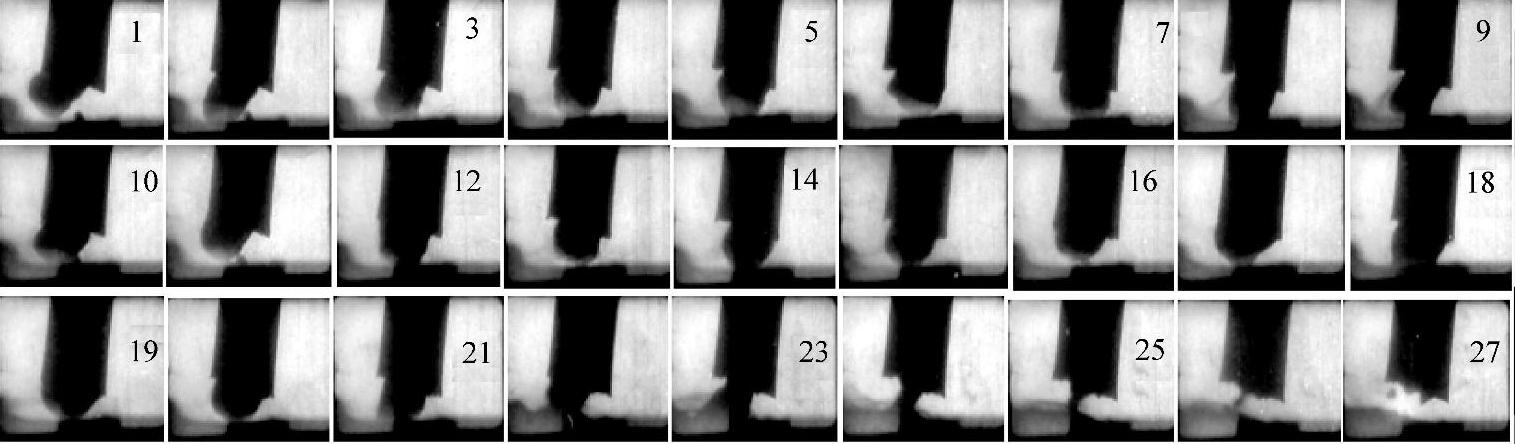
图4-12 焊条粗熔滴过渡过程的高速摄影照片
焊条样品:A102钛钙型不锈钢焊条,φ4mm;直流反接,I≈140A;拍摄速度:1000f/s。
图4-13是钛钙型不锈钢焊条粗熔滴过渡最具代表性的波形图。由波形的起伏可以想象出每一个熔滴在形成、长大到过渡的全过程,短路的周期性,也就是熔滴过渡周期性,比较明显(图4-13a)。从图4-13b可以清楚地看出,在发生较长时间短路(A型短路)之前,有时会出现连续的瞬时短路(B型短路)现象。
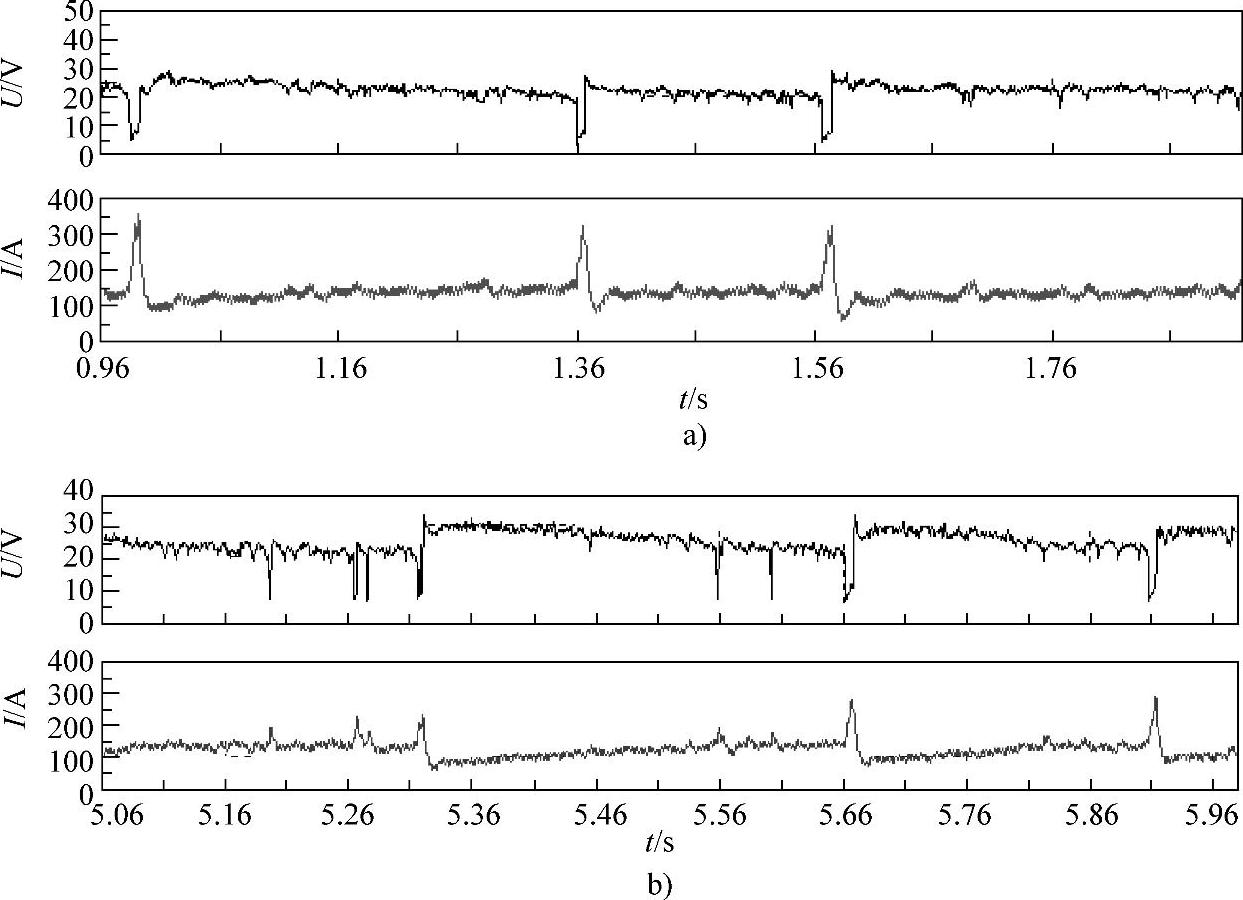
图4-13 钛钙型不锈钢焊条粗熔滴过渡典型波形图
a)tg102-B钛钙型不锈钢焊条,φ4mm,直流反接,U=22.08V,I=136.07A b)CHS102-1不锈钢焊条,φ4mm,直流反接,U=23.88V,I=124.80A
仔细观察钛钙型不锈钢焊条熔滴短路过渡行为发现,长时间的桥接短路过程有时会出现如图4-14所示的短路不连续现象,由图看到第4~21帧照片是熔滴与熔池短路的过程,而在第11帧照片看到电弧瞬间复燃,而后又继续短路过程,这一短路不连续现象清楚地反映在电压波形图上。
图4-15是钛钙型焊条样品出现不连续短路过程的电弧电压和焊接电流波形图。
图4-15c中标注字母“d”处是发生短路过程中断现象的波形,当放大时间坐标时(图4-15a、b)会清楚地看到电压波形的短路曲线中部出现突然瞬间升高,使短路过程中断,造成短路过程不连续。

图4-14 钛钙型不锈钢焊条短路时发生瞬间燃弧现象的高速摄像照片
焊条样品:GDA102钛钙型不锈钢焊条,φ4mm;直流反接,I≈140A;拍摄速度:1200f/s。
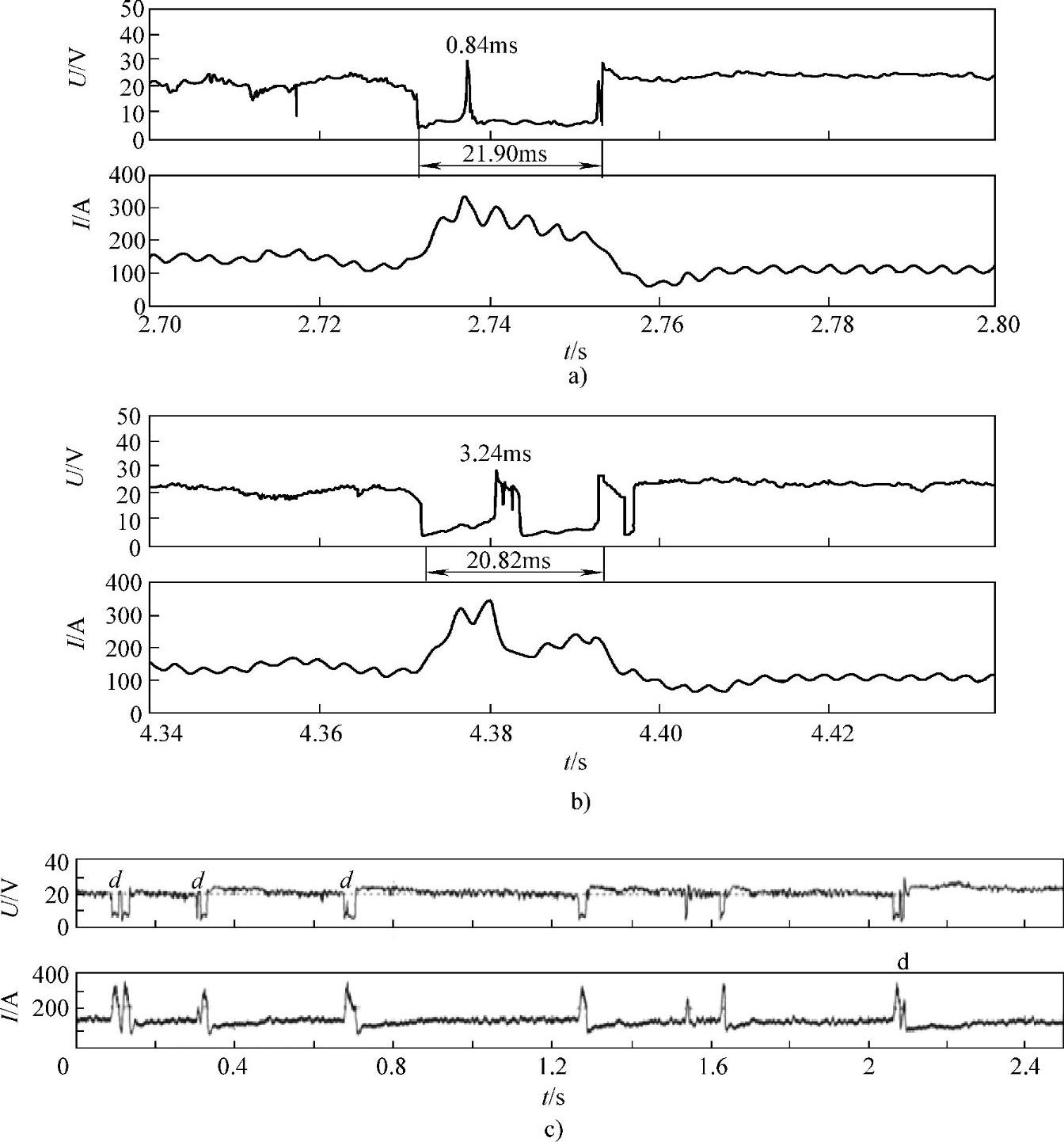
图4-15 钛钙型不锈钢焊条短路过程不连续波形的分析
a)短路过程中断现象的波形 b)t=2.7~2.8s的波形图 c)t=4.34~4.44s的波形图
焊条样品:tg102-B钛钙型不锈钢焊条;焊接参数:U=22.08V,I=136.07A。
实际上这种短路波形的特殊表现在钛钙型不锈钢焊条波形中是比较常见的。在图4-15a、b中统计短路中断的时间分别为0.84ms和3.24ms。粗大熔滴出现短路中断现象可以这样解释:粗大熔滴与熔池桥接过渡的过程中,短路大电流产生的电阻热导致液桥过热和局部发生汽化,由于大熔滴形成的液桥有较大的截面,短路过程中的过热与汽化程度尚不足以导致短路桥的爆断和飞溅,只是使短路桥瞬间脱离接触而中断,电弧被瞬间引燃,短路桥积累的热量得到一定的释放,由于没有发生飞溅,熔体的质量并没有明显减小,因此中断的短路桥得以很快修复,继续接触短路过程,电弧熄灭,直到熔滴过渡完成。对于发生的短路过程瞬间中断的现象,在统计短路频率时应该将其忽略,将中断的时间包含在内,视为一次连续的短路过程进行统计(图中统计的连续短路时间分别为21.90ms和20.82ms)。而实际上汉诺威分析仪统计的短路频率是将其分开计算的,这样可能导致统计的短路频率的数值增大。但是如果分析仪设置的ΔTmin=1000μs,而短路的中断时间不大于1ms,(图4-15a中为0.84ms),在统计加权燃弧时间和短路周期时,分析仪会将其视为瞬时短路而加以剔除,不影响短路周期Tc的统计数据。但如果对于中断时间大于1ms的情况(图4-15b),统计加权燃弧时间和短路周期时,分析仪会视为两次短路进行统计,这是在测试不锈钢焊条的电弧物理特性参数时应该注意的。
有关焊接材料工艺性的信息化技术的文章

对钛钙型结构钢焊条熔滴行为的观察,证实了钛钙型碳钢焊条具有粗熔滴过渡、渣壁过渡、爆炸过渡和喷射过渡四种类型共存的混合过渡形态,包含了其他各类型焊条熔滴过渡形态某些主要特征。选取的图3-5的视频资料,反映了钛钙型结构钢焊条有代表性的熔滴过渡形式。由于药皮厚度大,套筒增长,使其形成完全的渣壁过渡,因此渣壁过渡成为E4324型高效铁粉焊条基本的过渡形态。......
2023-06-30

图3-31 低氢型结构钢焊条粗熔滴过渡的典型照片焊条样品:CHE506结构钢焊条,φ3.2mm;直流反接,I=125~135A。下面用多幅图片描述低氢型结构钢焊条形态各异的熔滴行为,以丰富对低氢型结构钢焊条电弧物理现象的认识。低氢型结构钢焊条存在的喷射过渡现象概率很小,由此形成的喷洒飞溅也不大。......
2023-06-30

图3-17是钛型结构钢焊条有代表性的波形图之一,从图中可以看出其短路十分密集,显示出C型短路特征。由于熔滴内CO气体的产生而导致B型短路的观点,有其重要的现实意义,它解释了只有钛钙型和低氢型结构钢焊条才可能出现密集的B型短路,而对于某些铝、铜及其合金焊条,则不会发生B型短路的事实。由于结构钢焊条波形具有的这种特征,因此实际上可以根据波形判断焊条种类,以及分析某种冶金特性。......
2023-06-30
焊接时的飞溅现象总是与熔滴的过渡行为紧密联系的,钛钙型结构钢焊条存在熔滴的短路过渡,当然也会发生短路电爆炸飞溅。图3-15和前面给出的图3-11爆炸过渡的照片显示了熔滴爆炸飞溅的场景,表明飞溅的猛烈和飞溅物十分细碎的特点,对钛钙型结构钢焊条工艺性影响最大。这一特点是钛钙型结构钢焊条操作的人员都会感觉到的。图3-14 钛钙型结构钢焊条爆炸飞溅和喷洒飞溅的典型画面焊条样品:J422焊条,φ3.2mm;直流反接,I=100~110A;拍摄速度:1200f/s。......
2023-06-30

因此可以将平均短路时间T1作为判据来评价钛钙型结构钢焊条工艺性。由图3-27电弧电压概率密度分布图可以看出,该图具有双驼峰形状,表现出钛钙型结构钢焊条的一般特征。......
2023-06-30

照片中用焊芯直径为3.2mm的焊条作为熔滴尺寸的参照。焊条电弧焊时,药皮成分所形成的冶金条件对熔滴行为另一方面的影响,是使碳的激烈氧化形成CO气体,产生对熔滴过渡的气体动力,成为熔滴过渡时的另一个重要的力学因素——第二主导力。下面将要讨论焊条电弧焊爆炸过渡与喷射过渡形成机制:气体动力产生的原理,气体动力对形成熔滴的爆炸过渡与喷射过渡以及对形成飞溅现象的直接影响。......
2023-06-30

观察DWE711焊丝熔滴过渡的高速摄影发现,在较小参数下,其熔滴的活动比DW100焊丝要激烈些。表6-1 焊丝飞溅频率统计结果通过高速摄影对熔滴行为的观察分析表明,随着焊接参数的增大,每种焊丝工艺性都有逐渐改善的趋势。DW100焊丝样品在几组焊接参数下熔滴过渡过程的稳定性都好于DWE711焊丝样品。......
2023-06-30
相关推荐