尽管我国在纤维素向下焊条研究开发方面做过不少的工作,也有相应的产品应用,但目前我国管道工程焊接所用的纤维素向下焊条,还包括自保护药芯焊丝和气体保护实心焊丝,部分仍为国外产品。进一步认识高纤维素焊条电弧物理特性和探讨这类焊条工艺性评价方法,对改进、开发高纤维素焊条和在工程中选择优质的纤维焊条具有现实意义。......
2023-06-30
用汉诺威分析仪对KE7010、FE6010、F-5P和L-60四个高纤维素焊条样品进行测试。图3-63是其中的某一次试验的电弧电压概率密度分布叠加图。由图可以看出曲线有明显的“双驼峰”特征。左边的“小驼峰”描述的是短路电压概率密度分布,中间的“大驼峰”表示的是燃弧时的电压概率密度分布,右边电压较高的部分反映熔滴在短路过渡后电弧重燃时的电压概率密度分布,更靠近右边电压的概率密度分布曲线表示短路结束时电弧未能及时引燃,或是焊接过程偶然出现断弧时产生的高电压概率。
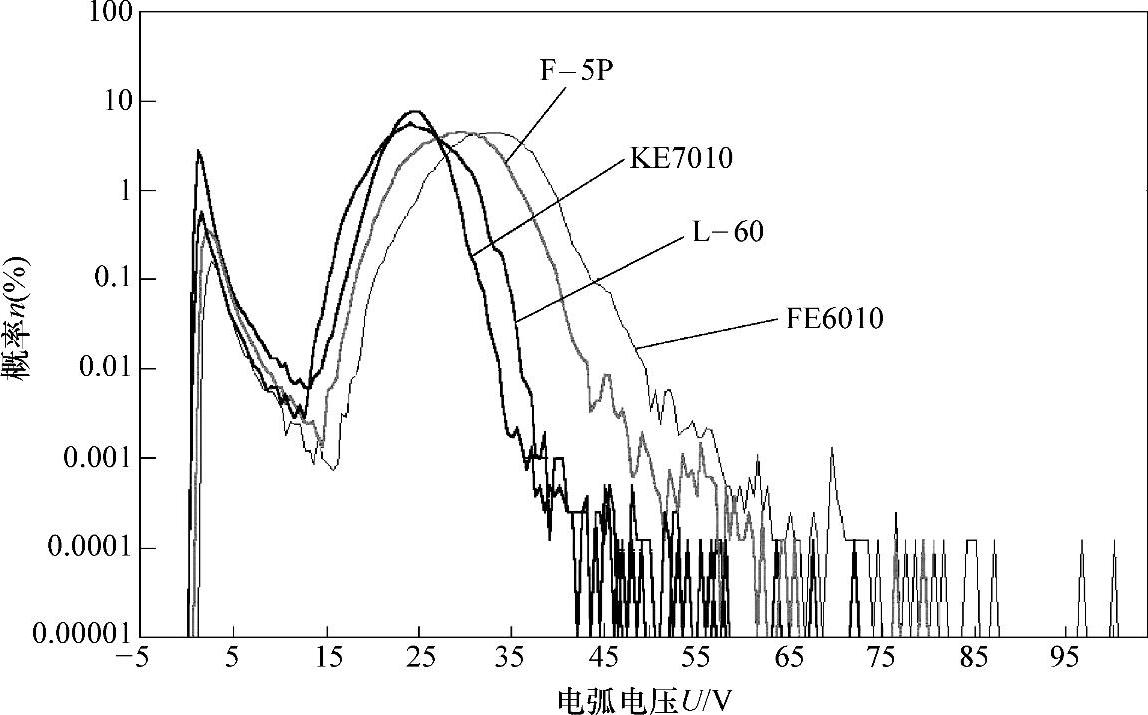
图3-63 四种高纤维素焊条电弧电压概率密度分布叠加图实例
焊条样品:高纤维素焊条,φ3.2mm;直流反接,I≈105~115A。
高纤维素焊条以喷射过渡为主,同时伴有滴状过渡和爆炸过渡。喷射过渡时熔滴不与熔池发生短路,滴状过渡和爆炸过渡主要特征是熔滴较大,过渡时一般要发生短路,因此电压概率密度分布图中的小驼峰正反映了滴状过渡和爆炸过渡的概率,可以用小驼峰对应的短路概率密度n(Us)值来表示焊条的滴状过渡和爆炸过渡的趋势。n(Us)越大,滴状过渡和爆炸过渡概率越大,而喷射过渡的概率越小。
从多次试验的电压概率密度分布图中可以直观看出,KE7010焊条的小驼峰电压概率明显大于其他三种焊条。统计三次试验短路电压概率n(Us)的数值见表3-7。
表3-7 高纤维素焊条短路电压概率n(Us)的统计数据 (%)

注:分析仪设置最小短路时间T1min=1000μs,阈值电压Uth=10V,短路时间组宽ΔT1=100μs,短路周期组宽ΔTc=500μs。
由于试验采用平焊,施焊时大都出现断弧现象,试验结果有较大的波动。对三次试验的短路电压概率n(Us)取平均值,基本上可以反映这四个焊条样品n(Us)值大小趋势。由表3-8中的n(Us)平均值可以看出,FE6010焊条最低,为1.36%,说明焊条的滴状过渡的成分最小,喷射过渡成分最大;F-5P焊条其次,KE7010焊条的n(Us)值最大,为5.99%,表明滴状过渡和爆炸过渡成分最大。
2.高纤维素焊条短路频率的测试分析
高纤维素焊条具有喷射过渡伴有滴状过渡和爆炸过渡的混合过渡形态,喷射过渡时熔滴不与熔池发生短路,而滴状过渡和爆炸过渡时大都要发生短路。汉诺威分析仪生成的电弧电压、焊接电流波形图可以反映高纤维素焊条熔滴过渡的这一特征。
高纤维素焊条随着滴状过渡和爆炸过渡的增多,短路概率随之增大,短路频率fsc也增大。因此短路频率fsc越大,说明滴状过渡和爆炸过渡发生的概率越大,则喷射过渡概率越小;反之,短路频率fsc越小,说明喷射过渡越强,工艺性越好。
由汉诺威分析仪统计的四个高纤维素焊条样品的三次试验短路频率fsc的数据见表3-8。
由表3-8可以明显看出,FE6010焊条的短路频率最小,KE7010焊条的短路频率最大,F-5P焊条和L-60焊条位于FE6010焊条和KE7010焊条之间。短路频率fsc的测试结果与表3-7中的短路电压概率n(Us)数据相对应。
表3-8 高纤维素焊条短路频率的测试数据

注:分析仪设置最小短路时间T1min=1000μs,阈值电压Uth=10V,短路时间组宽ΔT1=100μs,短路周期组宽ΔTc=500μs。
3.高纤维素焊条短路时间的测试分析
图3-64是由汉诺威分析仪统计的KE7010、F-5P、L-60和FE6010四个高纤维素焊条样品不同短路时间频率分布叠加图。该图是根据提取焊条三次试验中的一次试验数据绘制的。

图3-64 高纤维素焊条样品不同短路时间频率分布叠加图
分析仪设置:最小短路时间T1min=1000μs,阈值电压Uth=10V,短路时间组宽ΔT1=500μs,短路周期组宽ΔTc=500μs。
短路时间T1是重要的电弧物理特性参数,它反映的是当熔滴以短路的形式实现过渡时,熔滴的短路桥存在的时间,也就是熔滴向熔池短路过渡所需要时间。它与熔滴的大小有关,熔滴尺寸越大,短路时间T1越长,T1实际上是反映了短路的熔滴尺寸的大小,在一定意义上反映了熔滴过渡形态的某些特征。当短路时间T1频率分布比较集中在图左边时,表明长时间的短路很少,过渡的熔滴细小。从图3-64中曲线可以看出:KE7010焊条的短路时间T1曲线分布得最靠右,表明该焊条出现较长时间短路的概率很大;而FE6010样品T1曲线分布得最靠左,表明该焊条出现长时间短路的概率很小,出现短时间的短路概率较大。
由平均短路时间与各时间分组总频率(测试时间内采集的样本数)的乘积,得到在测试时间内总的短路时间∑t(T1)(ms)。KE7010、F-5P、L-60和FE6010四个焊条样品测试10s的总短路时间∑t(T1)统计的数据见表3-9。
表3-9 高纤维素焊条样品短路时间∑t(T1)的测试数据

注:测试时间10s。
根据表3-9总短路时间∑t(T1)的值来看,KE7010焊条的总短路时间比其他焊条都长,FE6010焊条总短路时间∑t(T1)最短,短路时间T1曲线分布也靠左。
以上汉诺威分析仪测试得到的四种焊条总短路时间∑t(T1)、短路频率fsc以及短路电压概率n(Us)的测试结果,从三个方面描述了高纤维素焊条电弧物理特性,表明FE6010和F-5P焊条样品较为理想。
有关焊接材料工艺性的信息化技术的文章

尽管我国在纤维素向下焊条研究开发方面做过不少的工作,也有相应的产品应用,但目前我国管道工程焊接所用的纤维素向下焊条,还包括自保护药芯焊丝和气体保护实心焊丝,部分仍为国外产品。进一步认识高纤维素焊条电弧物理特性和探讨这类焊条工艺性评价方法,对改进、开发高纤维素焊条和在工程中选择优质的纤维焊条具有现实意义。......
2023-06-30

采用汉诺威分析仪对不锈钢焊条进行测试,得到电弧电压、焊接电流概率密度分布图和短路频率分布图,以获取不锈钢焊条电弧物理特性数字化信息。图4-25 不同熔滴过渡形态的不锈钢焊条焊接电流概率密度分布叠加图焊条样品:TY102-B、JS-4、E308-12不锈钢焊条,φ4mm。图4-27为四种不同类型焊条不同短路时间T1的分布图。......
2023-06-30

低氢型焊条所表现出的波形特征与焊接时的“弧桥并存”现象有关。试验样品选用市售的低氢型结构钢CHE506焊条,焊条的规格为φ3.2mm,选用ZXG-300型硅整流焊机,极性为直流反接,设置115A、130A和150A三种焊接参数。低氢型结构钢焊条这一特征为焊条工艺性判据的建立提供了试验依据。......
2023-06-30
随着不锈钢焊条应用面的扩大,酸性不锈钢焊条的工艺质量的问题日益突出。另外随着承接外国化工设备制造而引入的少量外国进口的不锈钢焊条,其优良的工艺性引起了国人的关注,激发了国人对酸性不锈钢焊条工艺性改进的强烈愿望。......
2023-06-30

电弧电压与电流之间的函数关系,首先决定于电弧间隙的物理过程。在许多情况下,电弧热量的散出与电弧在其中燃炽的气体的可动性和导热系数密切相关,试验表明,弧柱电位梯度有随气体导热系数大致成正比上升的倾向。显然,这样的关系仅说明由于热传导而使电弧冷却的电弧特性。后一条曲线低于前一条,这是由于电极和弧柱气体的热惯性所致。所以交流电弧的伏安特性从电阻及其燃炽的特性来看,决不能是完全相同的。......
2023-07-02

金属粉芯焊丝有两种类型,一种是适于CO2气体保护焊用的含有一定造渣成分的金属粉焊丝,另一种则是用于富氩保护气体的金属粉焊丝。合适的造渣成分组合使金属粉芯焊丝在CO2气体保护焊条件下获得良好的焊接工艺性。研究金属粉芯焊丝的电弧物理特性有助于加深对金属粉芯焊丝冶金特性和工艺特性的认识,对金属粉芯焊丝产品的研发有现实意义。......
2023-06-30
高纤维素焊条工艺性评价判据归纳为:1)短路电压概率n;2)平均短路频率fsc;3)总短路时间∑t。用以上提出的高纤维素焊条工艺性评价判据,引用文中的相关数据,对四个高纤维素焊条样品工艺性可以做出评价,评价数据及结果见表3-10。通过工艺试验证实,喷射过渡概率越大的高纤维素焊条,短路过渡和爆炸过渡发生的概率越小,符合高纤维素焊条专用性的要求。讨论高纤维素焊条的工艺性,不能忽视这一点。......
2023-06-30
相关推荐