取累积短路频率百分数为50%时所对应的熔滴短路时间计为T50,以这一短路时间值表示焊条粗熔滴短路频率分布的特征量,并将此特征量值作为判据,对大理石-萤石型碳钢焊条工艺性进行评价,T50值越大,表明大熔滴过渡成分较多,短路时间越向右分布,工艺性越差,反之,T50值越小,则其电弧过程的稳定性越好。......
2023-06-30
下面将结合具体例子,用汉诺威分析仪对低氢型结构钢焊条进行测试、评价和比较焊条工艺性。
选取市售的两个品牌的E5016焊条,两种焊条编号分别为EQJ506和ETJ506,规格为φ3.2mm,长度350mm,测试条件如下:采用ZXG-300型硅整流焊机,极性为直流反接,空载电压64V,预设焊接电流为120A,测试采样时间设定为10s。试板材料为Q235钢,尺寸为400mm×120mm×10mm。
图3-53是由汉诺威分析仪生成的编号为EQJ50609、ETJ50609样品焊条短路时间T1的频率分布图。如图3-53a所示,EQJ50609焊条T1>2ms时间段内短路概率密度分布整体上较为分散,还存在短路时间T1>8ms较为频繁的短路。如图3-53b所示,ETJ50609焊条短路概率密度分布主要集中在3~6ms的时间范围内,没有出现T1>8ms的长时间的短路。EQJ50609、ETJ50609两焊条的平均短路时间分别为0.40ms和0.24ms,EQJ50609焊条平均短路时间长,说明EQJ50609焊条熔滴比ETJ50609焊条更粗大一些。
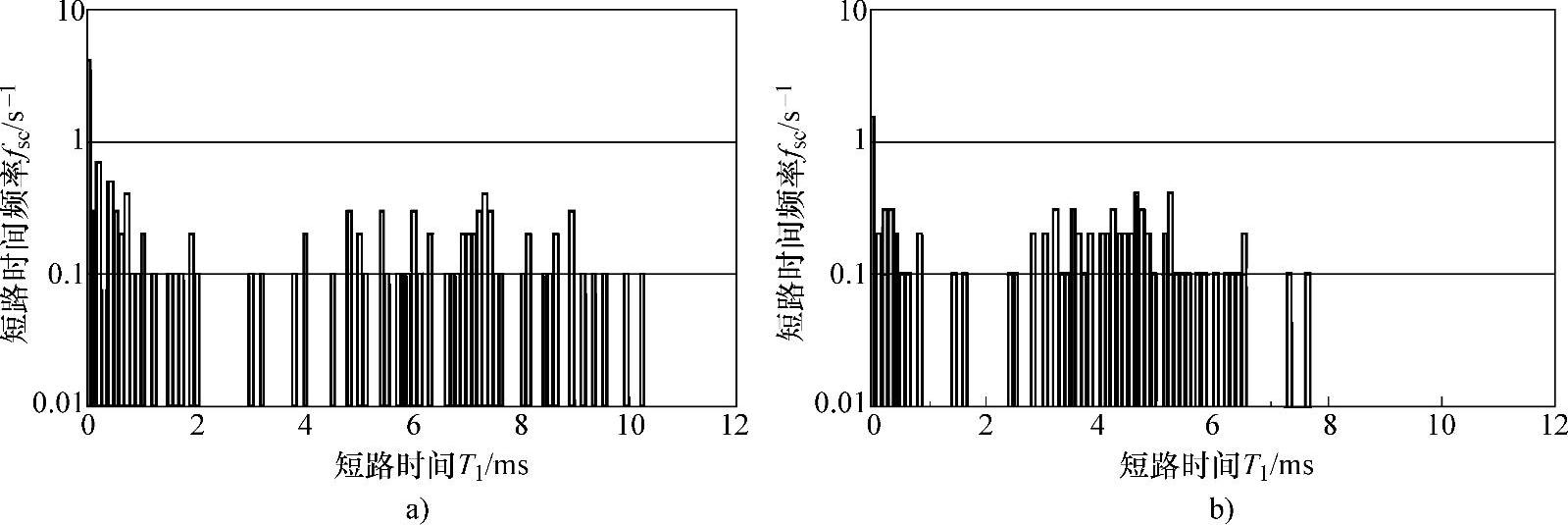
图3-53 焊条短路时间T1频率分布图
a)焊条样品名称:EQJ50609,U=19.48V,I=114.65A b)ETJ50609,U=22.33V,I=113.13A
分析仪设置:短路时间组宽ΔT1=100μs,短路周期时间组宽ΔTc=500μs,最小短路时间T1min=2500μs,阈值电压Uth=10V。
为了定量地评价两种焊条的工艺性,现采用T50作为判据。T50这一特征值的确定可按以下具体步骤进行。
首先,为了计算的简单、方便,设定短路时间T1组宽为0.5ms,对测试焊条T1>2ms时间段内短路频率分布重新进行统计。图3-54中EQJ50609和ETJ50609焊条T1>2ms时间段短路频率分布统计后的结果见表3-4。表中平均短路时间一栏的数值取每一统计时间段的中间值,例如2.0~2.5ms取2.25ms,2.5~3.0ms取2.75ms,3.0~3.5ms取3.25ms等。
表3-4 EQJ50609、ETJ50609焊条T1>2ms时间段内短路频率分布统计值[7]

根据统计结果求出每组熔滴平均短路时间对应的累积短路频率百分数。假定某平均短路时间段内的短路频率为F1,T1>2ms时间段内总的短路频率为F,则该时间段内所对应的累积短路频率百分数 。表3-4所列的数据经上述处理后得到的结果见表3-5。
。表3-4所列的数据经上述处理后得到的结果见表3-5。
表3-5 EQJ506、ETJ506焊条T1>2ms时间段内累积短路频率百分数[7]

其次,以各组熔滴平均短路时间为横坐标,以每组熔滴短路时间对应的累积短路频率百分数为纵坐标,绘出熔滴平均短路时间与累计短路频率百分数的关系曲线。然后取累积短路频率百分数为50%时所对应的熔滴平均短路时间(T50)作为描述焊条粗熔滴短路频率分布的特征量。图3-54所示为EQJ50609、ETJ50609焊条熔滴平均短路时间与累积短路频率百分数的关系曲线,图中累积短路频率取50%时ETJ50609和EQJ50609焊条对应的T50的值分别为4.7793ms和6.8778ms,表明ETJ50609焊条工艺性优于EQJ50609焊条。
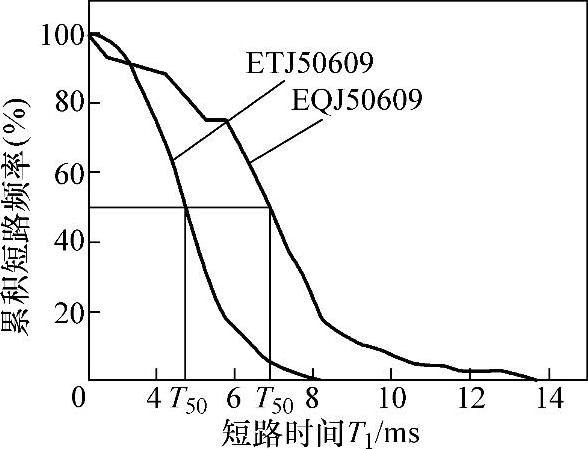
图3-54 ETJ50609和EQJ50609焊条平均短路时间与累积短路频率的关系
对低氢型结构钢焊条的电弧现象分析可获得以下规律性的认识:
1)低氢型结构钢焊条为短路过渡形态,由于该种焊条熔渣特有的物理性能,因此焊接时存在着“弧桥并存”现象,渣桥的存在使部分金属熔滴得到细化,粗大颗粒短路过渡的成分减少;同时渣桥的存在起着分流短路电流的作用,减小了短路电爆炸飞溅的概率,改善了焊接工艺性。
2)低氢型结构钢焊条短路频率主要分布在两个时间段内:T1≤2ms和T1>2ms。T1≤2ms的短路时间分布主要是由于熔滴的瞬时频繁短路形成的,T1>2ms时间段内熔滴短路频率分布反映大理石-萤石型碳钢焊条粗熔滴较长时间短路的特征。T1>2ms时间段内短路频率分布越向左集中,表明焊条粗大熔滴短路的平均时间越短,焊接过程中发生短路电爆炸的概率越小,焊条工艺性也就越好。对T1>2ms时间段内短路频率分布的描述可以反映低氢型结构钢的工艺性。
3)为了描述这一分布特征,设计了熔滴短路时间与累积短路频率百分数关系图。取累积短路频率百分数为50%时所对应的熔滴短路时间记为T50,以这一短路时间值表示焊条粗熔滴短路频率分布的特征量,并以此作为判据,对大理石-萤石型碳钢焊条工艺性进行评价。
有关焊接材料工艺性的信息化技术的文章

取累积短路频率百分数为50%时所对应的熔滴短路时间计为T50,以这一短路时间值表示焊条粗熔滴短路频率分布的特征量,并将此特征量值作为判据,对大理石-萤石型碳钢焊条工艺性进行评价,T50值越大,表明大熔滴过渡成分较多,短路时间越向右分布,工艺性越差,反之,T50值越小,则其电弧过程的稳定性越好。......
2023-06-30

图3-43是低氢型结构钢焊条熔滴过渡过程的高速摄影照片,从90帧照片中选取的24帧基本上反映了一个大熔滴的过渡过程。图3-44 低氢型结构钢焊条“弧桥并存”现象放大的单帧照片焊条样品:CHE506结构钢焊条,φ3.2mm;直流反接,I=130~140A。......
2023-06-30
图3-31 低氢型结构钢焊条粗熔滴过渡的典型照片焊条样品:CHE506结构钢焊条,φ3.2mm;直流反接,I=125~135A。下面用多幅图片描述低氢型结构钢焊条形态各异的熔滴行为,以丰富对低氢型结构钢焊条电弧物理现象的认识。低氢型结构钢焊条存在的喷射过渡现象概率很小,由此形成的喷洒飞溅也不大。......
2023-06-30
低氢型焊条所表现出的波形特征与焊接时的“弧桥并存”现象有关。试验样品选用市售的低氢型结构钢CHE506焊条,焊条的规格为φ3.2mm,选用ZXG-300型硅整流焊机,极性为直流反接,设置115A、130A和150A三种焊接参数。低氢型结构钢焊条这一特征为焊条工艺性判据的建立提供了试验依据。......
2023-06-30

因此可以将平均短路时间T1作为判据来评价钛钙型结构钢焊条工艺性。由图3-27电弧电压概率密度分布图可以看出,该图具有双驼峰形状,表现出钛钙型结构钢焊条的一般特征。......
2023-06-30

对钛钙型结构钢焊条熔滴行为的观察,证实了钛钙型碳钢焊条具有粗熔滴过渡、渣壁过渡、爆炸过渡和喷射过渡四种类型共存的混合过渡形态,包含了其他各类型焊条熔滴过渡形态某些主要特征。选取的图3-5的视频资料,反映了钛钙型结构钢焊条有代表性的熔滴过渡形式。由于药皮厚度大,套筒增长,使其形成完全的渣壁过渡,因此渣壁过渡成为E4324型高效铁粉焊条基本的过渡形态。......
2023-06-30
图3-17是钛型结构钢焊条有代表性的波形图之一,从图中可以看出其短路十分密集,显示出C型短路特征。由于熔滴内CO气体的产生而导致B型短路的观点,有其重要的现实意义,它解释了只有钛钙型和低氢型结构钢焊条才可能出现密集的B型短路,而对于某些铝、铜及其合金焊条,则不会发生B型短路的事实。由于结构钢焊条波形具有的这种特征,因此实际上可以根据波形判断焊条种类,以及分析某种冶金特性。......
2023-06-30

对本章9.1.1节案例中的E4303钛钙型结构钢焊条的八个样品,应用系统软件评估焊条的工艺性。图9-28 “焊条测试”菜单中选择“钛钙型结构钢焊条”窗口图9-29 “钛钙型结构钢焊条工艺性评定”窗口测试结果是以短路电压概率作为判据进行评估的。通过以上运用汉诺威分析仪和“焊接材料工艺质量分析与评估系统”软件对药芯焊丝和焊条工艺性进行评价的两个实例看出,系统软件操作十分简单,容易掌握,分析评价过程只需几分钟即可完成。......
2023-06-30
相关推荐