下面将结合具体例子,用汉诺威分析仪对低氢型结构钢焊条进行测试、评价和比较焊条工艺性。对T1>2ms时间段内短路频率分布的描述可以反映低氢型结构钢的工艺性。取累积短路频率百分数为50%时所对应的熔滴短路时间记为T50,以这一短路时间值表示焊条粗熔滴短路频率分布的特征量,并以此作为判据,对大理石-萤石型碳钢焊条工艺性进行评价。......
2023-06-30
图3-51表明短路频率主要分布在T1≤2ms和T1>2ms两个时间段内,T1≤2ms的短路时间分布主要是由于熔滴的瞬时频繁的短路形成的,T1>2ms时间段内熔滴短路频率分布反映了大理石-萤石型焊条大熔滴较长时间短路的特征。如果T1>2ms时间段内短路频率越向右分布,则表明焊条粗熔滴过渡的成分越大,这时焊接过程的稳定性越差,同时发生电爆炸的概率也较大,如果T1>2ms时间段内短路频率分布越向左靠近,则表明焊条熔滴平均短路时间越短,熔滴越细小,这样焊接过程中发生短路电爆炸的概率会减小,焊接过程越稳定,焊条工艺性也就越好。
为了描述这一分布特征,设计了如图3-52所示的熔滴短路时间与累积短路概率关系图。以熔滴短路时间各分组为横坐标,以熔滴每个短路时间分组对应的短路频率百分数为纵坐标,并从最大的短路时间分组对应的频率百分数开始,从大到小依次进行累积,绘出熔滴平均短路时间与累计短路频率百分数的关系曲线。曲线描述了焊条短路时间T1>2ms频率分布。取累积短路频率百分数为50%时所对应的熔滴短路时间计为T50,以这一短路时间值表示焊条粗熔滴短路频率分布的特征量,并将此特征量值作为判据,对大理石-萤石型碳钢焊条工艺性进行评价,T50值越大,表明大熔滴过渡成分较多,短路时间越向右分布,工艺性越差,反之,T50值越小,则其电弧过程的稳定性越好。
不同参数下CHE50603、CHE50613、CHE50622焊条的T50数值见表3-3。由表中统计的数据看出,随着电流的增大,平均短路时间逐渐缩短,由4.79ms缩短到3.42ms;焊条的T50数值由5.40ms、4.65ms减小到4.30ms,说明随着电流的增大,T1>2ms短路时间的分布逐渐向左移动。
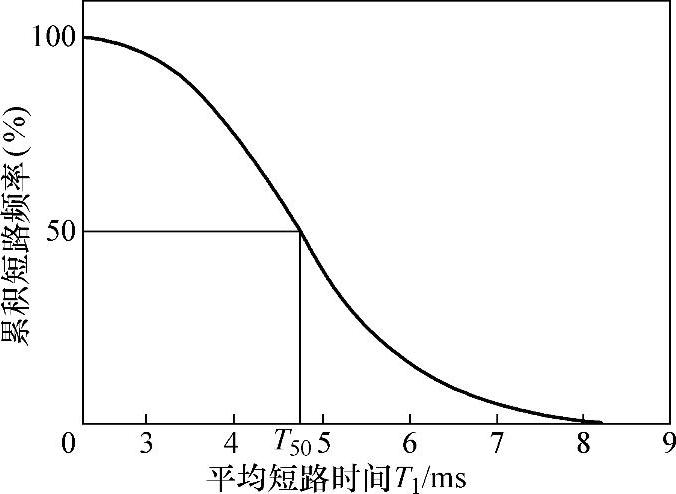
图3-52 大理石-萤石型焊条熔滴短路时间与累积短路频率关系图
表3-3 不同焊接参数时焊条电弧物理特性参数

注:分析仪设置短路时间组宽ΔT1=100μs,短路周期组宽ΔTc=500μs,最小短路时间T1min=2500μs,阈值电压Uth=10V。
有关焊接材料工艺性的信息化技术的文章

下面将结合具体例子,用汉诺威分析仪对低氢型结构钢焊条进行测试、评价和比较焊条工艺性。对T1>2ms时间段内短路频率分布的描述可以反映低氢型结构钢的工艺性。取累积短路频率百分数为50%时所对应的熔滴短路时间记为T50,以这一短路时间值表示焊条粗熔滴短路频率分布的特征量,并以此作为判据,对大理石-萤石型碳钢焊条工艺性进行评价。......
2023-06-30

图3-43是低氢型结构钢焊条熔滴过渡过程的高速摄影照片,从90帧照片中选取的24帧基本上反映了一个大熔滴的过渡过程。图3-44 低氢型结构钢焊条“弧桥并存”现象放大的单帧照片焊条样品:CHE506结构钢焊条,φ3.2mm;直流反接,I=130~140A。......
2023-06-30

低氢型焊条所表现出的波形特征与焊接时的“弧桥并存”现象有关。试验样品选用市售的低氢型结构钢CHE506焊条,焊条的规格为φ3.2mm,选用ZXG-300型硅整流焊机,极性为直流反接,设置115A、130A和150A三种焊接参数。低氢型结构钢焊条这一特征为焊条工艺性判据的建立提供了试验依据。......
2023-06-30

图3-31 低氢型结构钢焊条粗熔滴过渡的典型照片焊条样品:CHE506结构钢焊条,φ3.2mm;直流反接,I=125~135A。下面用多幅图片描述低氢型结构钢焊条形态各异的熔滴行为,以丰富对低氢型结构钢焊条电弧物理现象的认识。低氢型结构钢焊条存在的喷射过渡现象概率很小,由此形成的喷洒飞溅也不大。......
2023-06-30

因此可以将平均短路时间T1作为判据来评价钛钙型结构钢焊条工艺性。由图3-27电弧电压概率密度分布图可以看出,该图具有双驼峰形状,表现出钛钙型结构钢焊条的一般特征。......
2023-06-30

图3-17是钛型结构钢焊条有代表性的波形图之一,从图中可以看出其短路十分密集,显示出C型短路特征。由于熔滴内CO气体的产生而导致B型短路的观点,有其重要的现实意义,它解释了只有钛钙型和低氢型结构钢焊条才可能出现密集的B型短路,而对于某些铝、铜及其合金焊条,则不会发生B型短路的事实。由于结构钢焊条波形具有的这种特征,因此实际上可以根据波形判断焊条种类,以及分析某种冶金特性。......
2023-06-30
对钛钙型结构钢焊条熔滴行为的观察,证实了钛钙型碳钢焊条具有粗熔滴过渡、渣壁过渡、爆炸过渡和喷射过渡四种类型共存的混合过渡形态,包含了其他各类型焊条熔滴过渡形态某些主要特征。选取的图3-5的视频资料,反映了钛钙型结构钢焊条有代表性的熔滴过渡形式。由于药皮厚度大,套筒增长,使其形成完全的渣壁过渡,因此渣壁过渡成为E4324型高效铁粉焊条基本的过渡形态。......
2023-06-30

高纤维素焊条工艺性评价判据归纳为:1)短路电压概率n;2)平均短路频率fsc;3)总短路时间∑t。用以上提出的高纤维素焊条工艺性评价判据,引用文中的相关数据,对四个高纤维素焊条样品工艺性可以做出评价,评价数据及结果见表3-10。通过工艺试验证实,喷射过渡概率越大的高纤维素焊条,短路过渡和爆炸过渡发生的概率越小,符合高纤维素焊条专用性的要求。讨论高纤维素焊条的工艺性,不能忽视这一点。......
2023-06-30
相关推荐