图3-17是钛型结构钢焊条有代表性的波形图之一,从图中可以看出其短路十分密集,显示出C型短路特征。由于熔滴内CO气体的产生而导致B型短路的观点,有其重要的现实意义,它解释了只有钛钙型和低氢型结构钢焊条才可能出现密集的B型短路,而对于某些铝、铜及其合金焊条,则不会发生B型短路的事实。由于结构钢焊条波形具有的这种特征,因此实际上可以根据波形判断焊条种类,以及分析某种冶金特性。......
2025-09-29
1.低氢型结构钢焊条熔滴的基本过渡模式
众所周知,低氢型结构钢焊条的渣系为CaO-CaF2,根据其药皮成分判断P′<20、P″<-4,在P′-P″关系图中处于B区,为粗熔滴过渡形态。
图3-31为大理石-萤石型结构钢焊条粗熔滴过渡的典型照片,可以看出粗大的熔滴脱离焊条端部整体向熔池过渡,熔滴的尺寸比焊条外径小一些,但接近甚至超过焊芯直径。由于拍摄时电弧拉得较长,过渡时熔滴没有与熔池发生短路。图3-32是反映一个较细一些的熔滴过渡过程的高速摄影照片,从1~56帧照片中选取了有代表性的12帧照片,拍摄时电弧长度不大,照片中看到有多帧照片(第45~54帧照片)似乎熔滴与熔池相连形成短路桥,但实际上并没有形成短路,因为电弧一直在燃烧,并没有因为桥接而中断。

图3-31 低氢型结构钢焊条粗熔滴过渡的典型照片(拍摄速度:1200f/s)
焊条样品:CHE506结构钢焊条,φ3.2mm;直流反接,I=125~135A。

2.低氢型结构钢焊条熔滴的特殊过渡形态
粗熔滴短路过渡是低氢型结构钢焊条的基本的过渡形态,但不等于说不存在其他过渡形态,焊条电弧焊过程的复杂性及不同厂商对焊条设计和配料的不确定性,使同属于低氢型结构钢的焊条表现出电弧物理现象的多样性。下面用多幅图片描述低氢型结构钢焊条形态各异的熔滴行为,以丰富对低氢型结构钢焊条电弧物理现象的认识。
(1)低氢型结构钢焊条的渣壁过渡现象 低氢型结构钢焊条熔滴大小是不均匀的,当较细熔滴进行过渡时,就可能出现熔滴渣壁过渡现象,尽管低氢型结构钢焊条发生渣壁过渡的概率不大。图3-33是两组渣壁过渡的高速摄影照片,从熔滴行为特征上看,渣壁过渡的外观形态十分典型。

图3-32 低氢型结构钢焊条发生桥接过渡的高速摄影照片
焊条样品:CHE506结构钢焊条,φ3.2mm;直流反接,I=130~140A;拍摄速度:1200f/s。

图3-33 低氢型结构钢焊条发生渣壁过渡的高速摄影照片(拍摄速度:1200f/s)
a)SLJ506结构钢焊条,φ3.2mm;直流反接,I=130~140A b)CHEJ506结构钢焊条,φ3.2mm,直流反接,I=130~140A。
(2)低氢型结构钢焊条喷射过渡现象 既然低氢型结构钢焊条熔滴过渡存在着不均匀性,那么还会因此出现其他异常过渡形态,图3-34是发生喷射过渡的单帧照片,反映出低氢型结构钢焊条焊接时进行着碳的氧化的冶金过程,尽管它比钛钙型结构钢焊条微弱,但焊条冶金反应从熔滴行为上看还是有所表现。
低氢型结构钢焊条存在的喷射过渡现象概率很小,由此形成的喷洒飞溅也不大。

图3-34 低氢型结构钢焊条出现喷射过渡的单帧照片
焊条样品:SLJ506结构钢焊条,φ3.2mm;直流反接,I=130~140A。
3.低氢型结构钢焊条的飞溅现象
(1)短路电爆炸飞溅 采用正常弧长焊接时粗熔滴将与熔池发生短路,图3-35是低氢型结构钢焊条发生短路电爆炸飞溅的高速摄影照片,图中展示短路电爆炸飞溅的典型画面,从第3帧照片开始短路,在第7帧照片看到熔滴发生了爆炸,爆炸过程经7~17帧照片,激起的飞溅物至第23帧照片也未能散去。短路电爆炸飞溅进行得十分猛烈,这是大理石-萤石型(低氢型)碳钢焊条工艺性不如钛钙型焊条的主要原因之一。

图3-35 低氢型结构钢焊条发生短路电爆炸飞溅的高速摄影照片
焊条样品:SLJ506结构钢焊条,φ3.2mm;直流反接,I=130~140A;拍摄速度:1200f/s。
(2)熔滴的飘离飞溅 大熔滴的过渡还会导致另一种飞溅现象,即在电弧力的作用下引起的大颗粒熔滴的飘离飞溅。由图3-36a第1~8帧照片看出电弧力作用在已偏离的熔滴底部,使熔滴脱离焊条端(第9~12帧照片),而在第15~36帧照片看到粗大的熔滴缓慢飘离。图3-36b是另一组展示同样飘离飞溅的照片,可以看出电弧力使悬挂在焊条端部的大熔滴飞离。应该注意,图中展示的两种大熔滴飘离飞溅从现象上与渣壁过渡时的飘离飞溅没有什么不同,但是两者在发生的机理不同,前者飘离飞溅的产生主要是由于电弧力的作用,而后者则大都源于套筒内析出强大气流的吹送作用。
(3)细颗粒飞溅现象 当观察采用弱背光高速拍摄的影片时,可以看到由焊接区飞溅出去的烁亮细颗粒飞溅物以及由飞溅物颗粒燃烧的烟尘形成的飞行轨迹(图3-37),细颗粒飞溅物实际是由熔滴的喷洒飞溅、熔滴上气体逸出飞溅和熔池中产生的飞溅形成的,而这些细小的飞溅颗粒在强背光下拍摄的影片上往往不容易观察到。

图3-36 电弧力引起的大熔滴飘离飞溅现象(https://www.chuimin.cn)
a)飘离飞溅的产生源于电弧力的作用 b)飘离飞溅的产生源于套筒内析出强大气流的吹送作用焊条样品:CHE506结构钢焊条,φ3.2mm;直流反接,I=130~140A;拍摄速度:1200f/s。

图3-37 大理石-萤石型焊条细颗粒飞溅现象高速摄影选取的单帧照片

(4)套筒边缘球状悬滴现象 在连续放映低氢型焊条高速摄影的照片时,有时可以看到同时有2~3个小的球状熔体悬挂在套筒边缘,并在套筒周边运动,这是低氢型焊条特有的电弧现象。图3-38是低氢型焊条套筒边缘呈现球状悬滴的高速摄影照片,大理石-萤石型焊条套筒边缘球状悬滴并不是偶然出现的现象,而是由于大理石-萤石型熔渣表面张力很大,不易在熔滴表面铺展,很难完全附着在金属熔滴的表面,因此没有附着在金属熔滴表面的熔渣便聚合成小的球状熔体悬挂在套筒的边缘。人们很早就发现碱性焊条的熔渣往往不能完全覆盖在熔滴表面[6],这一事实支持以上球状悬滴现象的解释。
如图3-38所示,悬挂在套筒边缘的小球状熔体由于受到套筒内析出气流的吹送,形成特殊的飘离飞溅现象,既然细小的悬滴是由于熔渣的聚集形成的,那么小球状的熔体形成的飘离飞溅物不是金属熔滴,而是细小的渣粒。

图3-38 低氢型焊条套筒边缘球状悬滴形成飘离飞溅的照片(拍摄速度:1200f/s)
a)焊条样品:CHE506结构钢焊条,φ3.2mm;直流反接,I=130~140A b)焊条样品:SLJ506结构钢焊条,φ3.2mm;直流反接,I=130~140A
4.低氢型结构钢焊条电弧行为
由于低氢型结构钢焊条的造渣成分中存在着多量的萤石,因此焊接时氟化物的分解使得电弧气氛电离度降低,导致电弧燃烧不稳定,这是众所周知的概念。但是更应该指出的是,粗熔滴的行为对低氢型结构钢焊条电弧稳定性产生更大的影响。焊接时电弧一般处于熔滴的底部,在熔滴形成的初期,熔滴尺寸较小,熔滴还处于焊条套筒内,存在于熔滴底部的电弧斑点当然也处于焊条套筒内;随着熔滴的长大,熔滴逐渐露出套筒,而电弧斑点也随着长大的熔滴移出套筒之外;随着熔滴的进一步长大,熔滴的活动加剧,也使电弧激烈地飘动,直到熔滴脱离焊条端部,电弧由熔滴的底部又迅速回到套筒内,接着又重复同样的过程。因此随着熔滴的形成—长大—过渡,电弧总是不停地在套筒内、外进行迁移,同时又偏离焊条中心线做多维度飘动,从而明显影响电弧的稳定。
对焊接时低氢型结构钢焊条电弧过程的观察发现,电弧与熔滴行为往往相互影响,电弧的迁移、飘动和熔滴飘离现象相伴发生。如图3-39a所示,第1帧照片电弧在套筒内左侧燃烧,并经过第3~15帧照片逐渐移动到前方,第15帧照片电弧移动到熔滴的底部,从第17帧照片开始电弧逐渐偏离焊条的中心,直到第29帧照片电弧随熔滴的运动更大程度地偏向一侧,电弧作用力使熔滴更进一步偏离,最终将熔滴推离形成飞溅。这一过程可以看出,粗大的熔滴携带着电弧运动,使电弧偏离中心,而偏斜的电弧力作用于熔滴,使熔滴进一步偏离中心,熔滴与电弧两者之间相互作用,其结果导致电弧的激烈飘动和大熔滴的飘离飞溅的发生。图3-39b清楚地显示了电弧力(箭头所指的方向)对熔滴行为的影响,电弧力作用方向的偏斜导致大熔滴的飞离。

图3-39 低氢型结构钢焊条电弧与熔滴相互影响引起电弧飘动和熔滴的飘离的现象
焊条样品:CHE506结构钢焊条,φ3.2mm;直流反接,I=130~135A;拍摄速度:1200f/s。
在观察低氢型焊条电弧行为的高速拍摄的影片时,经常可以发现电弧在熔滴周围环绕旋转的现象。由于低氢焊条药皮中存在大量的CaF2,在焊接时,熔滴的底部覆盖的熔渣影响电弧极性斑点的存在,于是电弧斑点经常处在套筒内焊芯端部熔化的金属表面,由于大熔滴占据焊芯中部的位置,电弧被排挤到套筒内边缘的地方,电弧与熔滴的相互排挤使电弧围绕着悬挂在焊条端部的熔滴周围旋转,相互交换位置。图3-40是低氢焊条发生电弧环绕套筒内侧边缘旋转的高速摄影照片。由图看出,第1、2帧照片电弧处于焊条套筒内的右侧,第3、4帧照片电弧运动到正面,第5~9帧照片电弧运动到套筒的左侧,第10~12帧照片电弧运动到熔滴的后面,这时熔滴在电弧亮光的衬托下显得十分清晰,第14、15帧照片电弧又运动到套筒的右侧,接着又重复开始同样的过程,至第20帧照片时电弧围绕熔滴转了一周半。
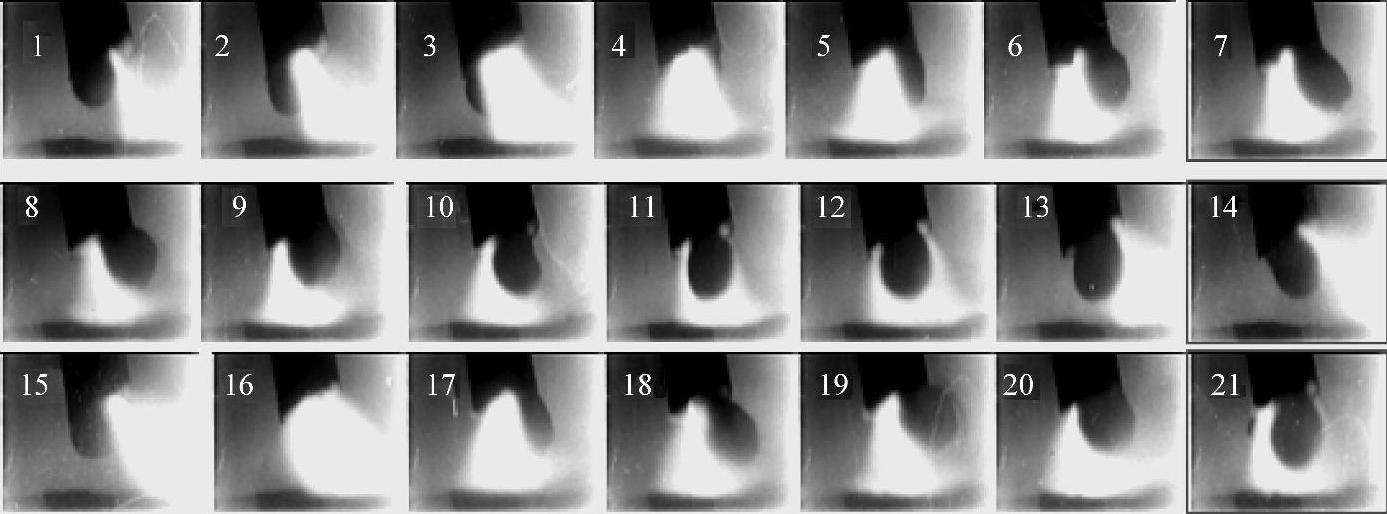
图3-40 低氢焊条发生电弧环绕套筒内侧边缘旋转的高速摄影照片(一)
焊条样品:E5015结构钢焊条,φ4.0mm;直流反接,I=170~180A;拍摄速度:1000f/s。
图3-41是另一个低氢型焊条样品发生电弧环绕套筒内侧边缘旋转的高速摄影照片,由图看出,第1~8帧照片电弧从熔滴的后面运动到熔滴的前面,第8~12帧照片由于弧光的遮挡,已看不到熔滴的影像,第9~17帧照片电弧又从前面绕到熔滴的后面,而第17~29帧照片电弧又绕到熔滴的前面,接着第31~37帧照片电弧又转到熔滴的后面。从第1帧照片开始到第37帧照片电弧围绕熔滴旋转了两周,约15ms转一周。这种电弧在套筒内边缘围绕熔滴旋转的现象是低氢型焊条在长弧焊时电弧行为的普遍现象,绝不是个别案例。
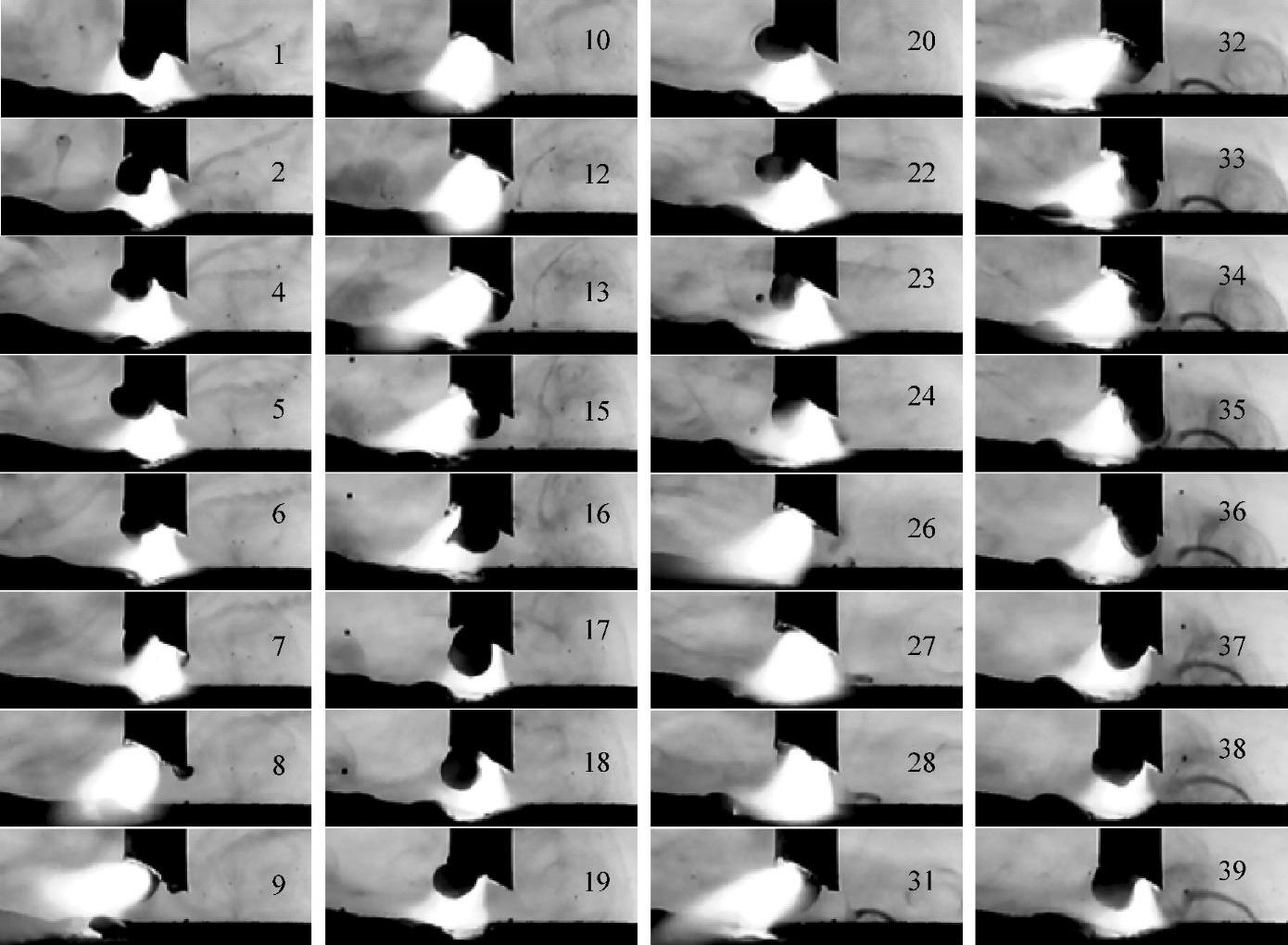
图3-41 低氢焊条发生电弧环绕套筒内侧边缘旋转的高速摄影照片(二)
焊条样品:CHE506结构钢焊条,φ3.2mm;直流反接,I=130~135A;拍摄速度:1200f/s。
当熔滴进一步长大,粗大的熔滴占满焊芯端部(也包括整个套筒端部)的时候,情况将会发生变化。电弧极性斑点不可能在套筒内部存在,当然也不可能出现套筒内侧边缘围绕熔滴旋转的现象,此时呈现电弧覆盖在整个熔滴的下表面的情形。随着这个熔滴过渡过程的结束,电弧又会重新回到套筒内,而随着熔滴的形成和逐渐长大,电弧斑点又会被排挤到套筒边缘,进而重复上述的过程。电弧随着熔滴的长大→被排挤到套筒内侧边缘上旋转→下移到套筒外熔滴的底部→再上移到套筒内侧边缘上旋转,这一过程周而复始地进行,使电弧的稳定性受到破坏。这是低氢型焊条电弧稳定性差的主要原因之一。
图3-42是电弧在熔滴周围环绕旋转现象的示意图,显示出弧根在焊芯周边做旋转运动的情形。

图3-42 电弧在熔滴周围环绕旋转现象的示意图
1—焊条芯 2—熔滴 3—电弧 4—药皮 5—弧根 6—弧根运动方向
相关文章

图3-17是钛型结构钢焊条有代表性的波形图之一,从图中可以看出其短路十分密集,显示出C型短路特征。由于熔滴内CO气体的产生而导致B型短路的观点,有其重要的现实意义,它解释了只有钛钙型和低氢型结构钢焊条才可能出现密集的B型短路,而对于某些铝、铜及其合金焊条,则不会发生B型短路的事实。由于结构钢焊条波形具有的这种特征,因此实际上可以根据波形判断焊条种类,以及分析某种冶金特性。......
2025-09-29

照片中用焊芯直径为3.2mm的焊条作为熔滴尺寸的参照。焊条电弧焊时,药皮成分所形成的冶金条件对熔滴行为另一方面的影响,是使碳的激烈氧化形成CO气体,产生对熔滴过渡的气体动力,成为熔滴过渡时的另一个重要的力学因素——第二主导力。下面将要讨论焊条电弧焊爆炸过渡与喷射过渡形成机制:气体动力产生的原理,气体动力对形成熔滴的爆炸过渡与喷射过渡以及对形成飞溅现象的直接影响。......
2025-09-29
电弧对焊条的加热方式与焊条端熔滴行为有关,焊条电弧焊时,不同的熔滴过渡形态焊条对电弧热的吸收率是不同的。前者涉及电弧本身发热机制,而本节中讨论的是后者——熔滴过渡形态对电弧热的吸收效率的影响,并不是说焊条的热效率只取决于焊条的熔滴过渡形态。......
2025-09-29

从两个主导力的观点出发,并根据主导力对焊条熔滴过渡形态影响的试验结果,由主导力的估算公式可以定量地确定主导力与熔滴过渡形态的关系,这一关系可以用P′-P″关系图来描述。图2-43 焊条电弧焊熔滴过渡时的主导力与熔滴过渡形态的关系A—渣壁过渡 B—粗熔滴过渡 C—喷射过渡 D—爆炸过渡焊条电弧焊熔滴过渡时的主导力与熔滴过渡形态的P′-P″关系图有其重要的理论意义和实用意义。图2-44是预测焊条熔滴过渡形态的程序图。......
2025-09-29
由图2-24a看出,停留在焊条端部的熔滴从第1帧开始发生气体的强烈逸出,至第5帧熔滴完全被破碎,在第5、6帧中看到破碎的熔滴在爆炸力的推动下向熔池过渡。图2-25 焊条熔滴发生爆炸过渡的高速摄影照片(三)焊条样品:E4303结构钢焊条,φ4mm;直流反接,I=180~190A;拍摄速度:1000f/s。熔滴的爆炸行为使熔滴的尺寸不均匀,导致熔滴的不均匀短路,这是熔滴的爆炸过渡形态重要特征之一。据统计熔滴爆炸过渡的频率一般可超过50s-1。......
2025-09-29

焊条熔滴过渡形态与焊条工艺性的关系见表2-6,其中焊条工艺性包括焊条电弧挺度、电弧连续性、可操作性、飞溅大小、焊接时的烟雾、焊条名义电压、电弧热效率和焊条工艺稳定性等方面。表2-5 焊条熔滴过渡形态特征表2-6 焊条熔滴过渡形态与焊条工艺性的关系①指在焊接过程中焊条前、后段工艺性的变化程度。因此粗熔滴过渡时综合工艺性比较差。另外,喷射过渡焊接时烟尘也较大,也是影响焊条工艺性的主要因素。......
2025-09-29
焊条电弧焊的熔滴过渡是焊条端部形成的熔滴通过电弧空间向熔池的转移过程。焊条电弧焊的熔滴过渡形态可分为短路过渡、渣壁过渡、喷射过渡与爆炸过渡。影响焊条电弧焊熔滴过渡的因素及其影响方式主要有如下方面。......
2025-09-29

图2-11是焊条电弧焊渣壁过渡的高速摄影单帧照片。一般钛型不锈钢焊条采用正常焊接参数时熔滴渣壁过渡频率大约为9~11s-1。E4324高效铁粉结构钢焊条具有完全的渣壁过渡形态,是渣壁过渡形态代表性的焊条之一。图2-13是E4324高效铁粉焊条熔滴进行渣壁过渡过程的连续高速摄影照片,在照片中看到在焊条端部同时存在的两个熔滴先后进行过渡的情景。......
2025-09-29
相关推荐