照片中用焊芯直径为3.2mm的焊条作为熔滴尺寸的参照。焊条电弧焊时,药皮成分所形成的冶金条件对熔滴行为另一方面的影响,是使碳的激烈氧化形成CO气体,产生对熔滴过渡的气体动力,成为熔滴过渡时的另一个重要的力学因素——第二主导力。下面将要讨论焊条电弧焊爆炸过渡与喷射过渡形成机制:气体动力产生的原理,气体动力对形成熔滴的爆炸过渡与喷射过渡以及对形成飞溅现象的直接影响。......
2023-06-30
1.气体动力产生的原理
根据氧化物生成自由能ΔG与温度关系可知[18,19],在1800~2400℃范围内与碳发生反应的氧化物按强烈程度的排列顺序是:FeO、Cr2O3、MnO、SiO2、TiO2、BaO、ZrO2、Al2O3、MgO、CaO。显然焊接时熔渣中对碳产生强烈氧化作用的氧化物主要是FeO,MnO和SiO2。
药皮中加入的硅铝酸盐矿物很多,其中含有的SiO2是钛型、钛钙型和钛铁矿型焊条的主要造渣成分,同样在低氢焊条中也加入少量的SiO2,SiO2具有很强的氧化性,在酸性渣中具有很高的活性,是对碳进行氧化的主要成分。
焊接时SiO2对碳发生氧化作用,实际上主要是SiO2首先通过对铁的氧化形成FeO,进一步间接地与碳发生作用,生成{CO}:

(SiO2)对Fe的氧化反应式(2-11)和式(2-12)可以用化学反应等温方程式计算吉布斯自由能ΔG判断反应方向。化学反应等温方程为:
ΔG=-RT(lnK-lnQ)
ΔG=-4.575T(lgK-lgQ) (2-13)
式中 R——波耳兹曼常数;
K——反应的平衡常数;
Q——反应初态生成物浓度乘积与作用物浓度乘积之比。
可见反应方向取决于Q与K的对比,即:
当Q=K时,ΔG=0,反应平衡;
当Q<K时,ΔG<0,反应向右进行。
显然,Q与K相差越大,则反应初态与平衡态相差越明显,反应会越激烈。
参考文献[19]引用了焊接时(SiO2)对Fe的氧化作用的实例:在给定的试验条件下,渣中(SiO2)为42%,金属中Si为0.01%,FeO为1.5%时,ΔG=93330-43.4T。
当温度超过2150K(1878℃)时,ΔG<0,(SiO2)对铁的氧化作用可以进行。这就是说这个反应在熔滴阶段可以进行,并随着温度的进一步提高,(SiO2)对铁的氧化作用增强。
接下来分析[FeO]对[C]的氧化作用。
对于式(2-12),反应的平衡常数

由平衡常数的表达式计算出FeO的生成吉布斯自由能ΔG0T为
ΔG0T=-28700+31.99T
当ΔG0T=0时,求得T=897.2K=624.2℃。
由计算的结果看出,当温度超过624.2℃时,碳被FeO氧化的过程即可以进行,显然在熔滴阶段碳会被FeO强烈地氧化。
焊接时,在特定的条件下碳的氧化反应进行方向、速度和进行的程度由反应的动力学来确定。
由化学反应动力学的概念可知,如果原始物质的浓度大于平衡浓度(反应产物的浓度相对比较小),反应向正方向进行。焊接时熔滴不是一个封闭的系统,随着焊接过程的进行,熔化的焊条金属形成的熔滴不断长大,并过渡到熔池,而熔化的焊条金属不断地补充到残留的熔体中来形成新的熔滴,熔滴金属不断更新,使得反应式(2-11)反应产物[Si]的浓度不会一直增大。焊接时在熔滴中进行的碳的氧化反应是多相反应,生成气相的{CO}而被排除于系统之外,因此使反应不可逆地进行下去。
2.气体动力对熔滴行为的影响
气体动力对熔滴行为的影响具体表现为以下两个方面。
1)气体产生于熔滴的外部,主要是药皮中的造气成分形成的保护气体,如纤维素等造气剂的分解产物、钛钙型和低氢型焊条碳酸盐矿物成分的分解形成的CO2气流,同时也包括在熔滴外部碳的氧化形成的CO气体。这些气体的析出形成的气体动力表现为对熔体表面的摩擦作用,使熔滴变形、撕碎,并吹送熔滴向熔池的过渡,与此同时将熔滴吹离焊接熔池而形成飞溅。高纤维素焊条熔滴发生的喷射过渡主要就是这种气体动力在套筒内产生强烈吹送作用形成的。
2)气体动力对熔滴行为的作用除表现为对熔体的吹送作用以外,更主要的是表现为在熔体内部产生CO气体的急剧释放,形成喷射过渡和爆炸过渡气体动力。CO气体对熔滴形成的喷射和爆炸过渡,比其对熔滴的吹送作用的影响更大,由于熔滴内的CO气体猛烈析出,实际上是使熔滴形成爆炸过渡和喷射过渡的主要气体动力源,而作用于熔滴外部的CO气体和药皮中造气成分产生的保护气流的吹送作用,对熔滴行为的影响起着次要的作用。下面将重点讨论这种熔滴内部产生的CO气体对熔滴形成爆炸过渡和喷射过渡的影响。
既然在熔滴中有利于渗[Si]增氧反应以及碳的氧化生成的{CO}气体的反应,那么在熔滴中式(2-11)和式(2-12)反应进行的程度、反应的连续性则取决于在单位时间内碳和氧的供应量。焊条中(包括焊芯和药皮)SiO2等氧化性成分和焊条中碳的加入量以及加入方式(在焊芯中、含碳铁合金或石墨)决定了这一反应是否可以连续进行,以及反应的猛烈程度。
图2-30是焊条电弧焊不同强度气体动力对熔滴行为影响的示意图,反映了由碳的氧化程度而产生的不同程度气体动力对熔滴行为和产生飞溅的影响。当焊芯和药皮中含有足够量的碳,在酸性渣中可能提供足够量的SiO2对铁进行充分的氧化,产生CO气体的反应能够连续地和激烈地进行,形成CO持续强大的气流,导致熔滴强烈的变形,形成密集短路过渡,也可能熔滴在没有长大到较大尺寸之前被吹成块状、片状和带状,被吹离焊条端头进行过渡,如图2-30e所示,实际上形成喷射过渡与爆炸过渡共存的过渡形态;当气流更强大时熔滴被吹得更细碎,形成完全的喷射过渡(图2-30g);如果反应不十分猛烈,焊条中的碳含量或其氧化物成分不足以使形成的CO的反应能连续进行,则生成的CO气体呈间歇性的猛烈析出,这时金属熔滴来得及长大到较大的尺寸,并可能伸出套筒,熔滴在套筒的外部产生爆炸,形成熔滴的爆炸过渡(图2-30f);如果焊条中的碳含量更少,或者氧化性不够强,当熔滴内只是发生较弱的碳的氧化时,CO气体的生成更加缓慢,生成的CO气体使熔滴膨胀(图2-30b),或者CO只在熔滴局部区域析出,导致熔滴或金属液桥、熔池的气体逸出飞溅(见图2-30c、d)。
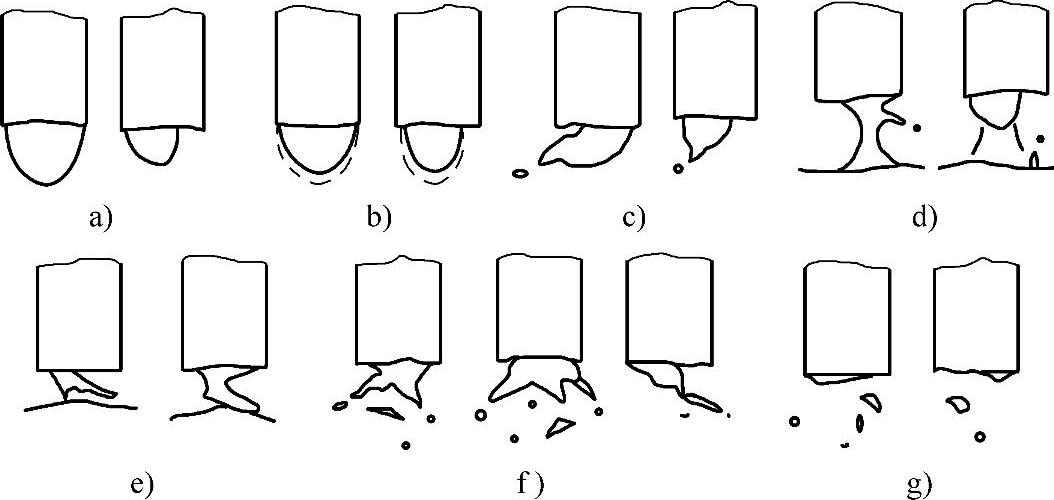
图2-30 焊条电弧焊气体动力强度对熔滴行为影响的示意图
a)焊接时熔滴未发生碳的氧化 b)熔滴发生碳的氧化引起熔滴的膨胀 c)熔滴发生碳的氧化形成气体逸出飞溅 d)碳的氧化发生在短路桥和熔池形成气体逸出飞溅 e)形成的强大气流使熔滴发生变形造成熔滴的瞬时密集短路 f)熔滴发生碳的强烈氧化形成熔滴的爆炸过渡和爆炸飞溅 g)套筒内发生碳的更强烈氧化形成熔滴的喷射过渡和喷洒飞溅
由气体动力对熔滴行为影响的分析了解到,焊条电弧焊时喷射过渡与熔滴的爆炸过渡形成的气体动力是相同的,形成机理也类似,但实际上两者在表现形式上有很大的不同。
爆炸过渡时,CO气体强烈地释放是以爆炸的形式瞬间完成的,爆炸行为进行得十分短暂,是间歇性的,每一次爆炸的发生有一定的时间间隔。而熔滴在喷射过渡时,CO气体强烈地释放不是以突然的爆炸形式进行的,而是连续进行的,没有间歇性,CO气体释放的强烈程度要比爆炸过渡时大得多。喷射过渡还有一个重要特征就是原始熔滴的尺寸细小,熔滴的大部分不会暴露在套筒的外面,CO气体释放过程不是发生在套筒的外部,而是在套筒内,气体动力对熔滴的作用在套筒的内部强烈地表现出来,形成定向气流。而爆炸过渡时熔滴原始尺寸比较大,爆炸主要是在套筒外露的大熔滴内发生,爆炸行为产生的细碎的熔滴定向性不明显。
另外焊条喷射过渡的气体动力源除了来自CO气体释放以外,焊条药皮中其他造气成分(例如纤维素等)和碳酸盐矿物成分分解形成的气体对熔滴的吹送也起着辅助的作用。
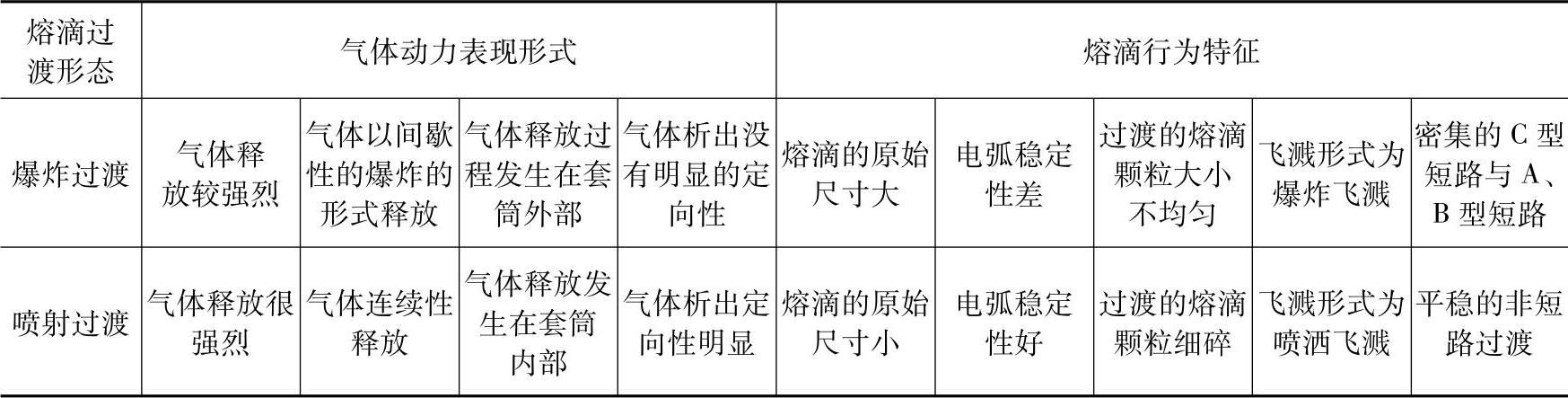
喷射过渡具有的细熔滴、非短路以及连续、定向过渡的特点明显地区别于爆炸过渡。为了便于比较,表2-1列出爆炸过渡与喷射过渡气体动力的表现形式与熔滴行为特征。
表2-1 爆炸过渡与喷射过渡气体动力表现形式与熔滴行为特征
3.气体动力对飞溅的影响
(1)熔滴的爆炸飞溅现象
熔滴的爆炸飞溅的形成机制与熔滴的爆炸过渡是相同的,正如图2-30f所示的那样,粗大的熔滴在焊条端部停留时间较长,焊条中的碳含量或其氧化物成分不足以使形成的CO的反应能连续地进行,反应生成的CO气体间歇性地以爆炸的形式猛烈析出,形成熔滴自身的爆炸飞溅。熔滴的爆炸飞溅与熔滴短路形成的电爆炸飞溅的机理是完全不同的概念,熔滴的爆炸飞溅源于熔滴内形成的气体动力,而电爆炸飞溅则由于电的因素所致。图2-31是焊条电弧焊熔滴发生自身爆炸飞溅现象的高速摄影照片,记录了E4303钛钙型结构钢焊条发生熔滴自身爆炸造成飞溅的完整过程,可以看出在图中第2帧照片熔滴发生了爆炸,使熔滴完全破碎,产生严重的飞溅。这种飞溅形式进行得和电爆炸飞溅一样猛烈,对焊接工艺性的影响也很大。
熔滴的爆炸飞溅往往与熔滴尺寸大小和电弧长度有关,当电弧长度较大、熔滴粗大时,往往使熔滴的爆炸行为加剧。图2-32是长弧焊接时熔滴发生爆炸飞溅的高速摄影照片,从图中看出由于弧长的增长,飞溅物的波及范围明显增加了,爆炸飞溅对焊条工艺性造成的直接影响也增大了。
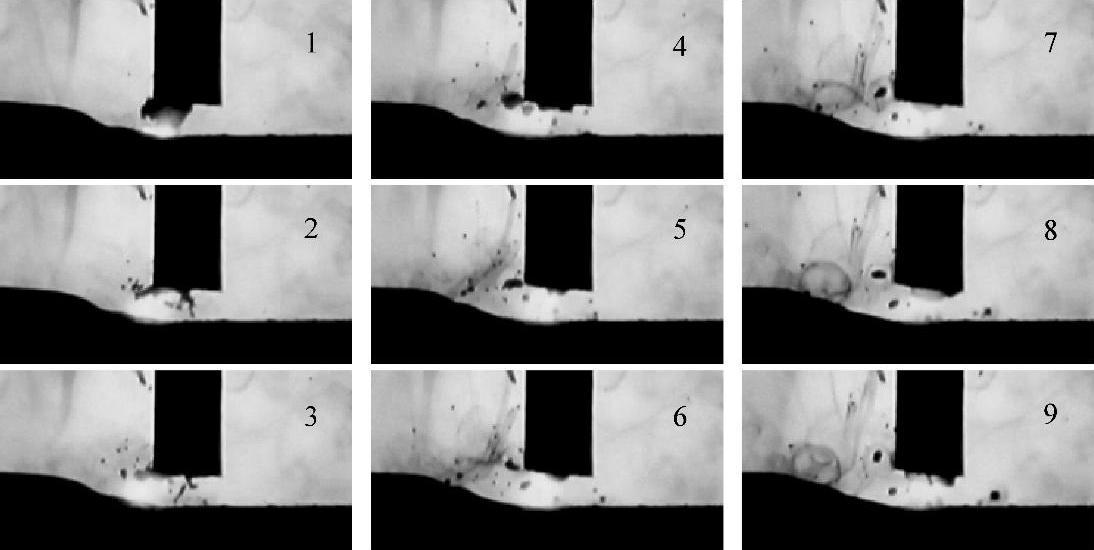
图2-31 焊条电弧焊熔滴发生爆炸飞溅的高速摄影照片
E4303钛钙型结构钢焊条,φ4.0mm,直流反接,I=165A,拍摄速度:1200f/s。
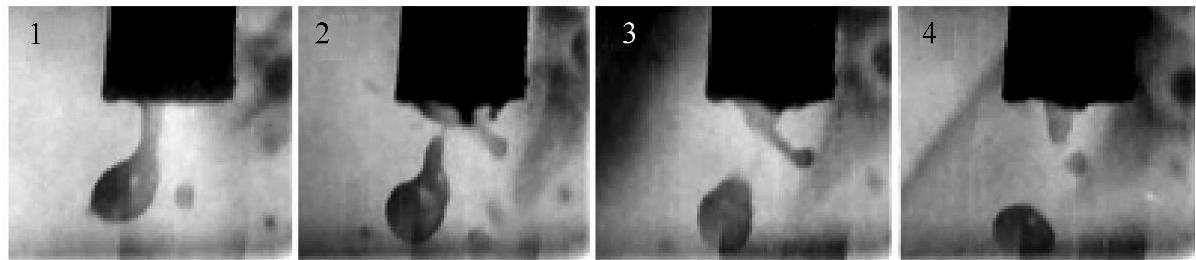
图2-32 焊条电弧焊长弧焊发生爆炸飞溅的高速摄影照片
E4303钛钙型结构钢焊条,φ4.0mm,直流反接,I=170A,拍摄速度:1000f/s。
(2)熔滴或熔池的气体逸出飞溅现象 熔滴与熔池中的气体逸出飞溅也是飞溅的主要形式之一。当熔滴内部冶金反应进行得不十分猛烈、生成的CO气体不足以引起熔滴的爆炸时,CO气体在熔滴中的某个局部区域逸出,形成熔滴的气体逸出飞溅,如图2-30c所示。
图2-33a是熔滴与熔池桥接时在金属液桥表面发生气体逸出飞溅的高速摄影照片,可以看出在液桥的表面出现一个隆起的液柱,在液柱的尖端有一颗小的熔体飞出去,正如图2-30d所示的情景一样。
气体的逸出飞溅现象同样可以发生在熔池中。从气体逸出飞溅的形成机制上考量,熔滴的气体逸出飞溅与熔池中的逸出飞溅并没有实质上的差别,因为在熔滴中进行的碳的氧化过程在熔池中还将要继续进行下去。图2-33b、c所示为在熔池中发生气体逸出飞溅的两幅高速摄影照片,这是使用水含量大的钛钙型结构钢焊条焊接时拍摄的,拍摄时为了观察水含量高的焊条焊接时熔池的沸腾和气体逸出飞溅的情况,摄影取景时将焊条偏向右侧,中部画面主要拍摄熔池沸腾的影像,照片清楚地显现出在熔池中由于气体逸出形成隆起的液柱,导致熔池的飞溅。
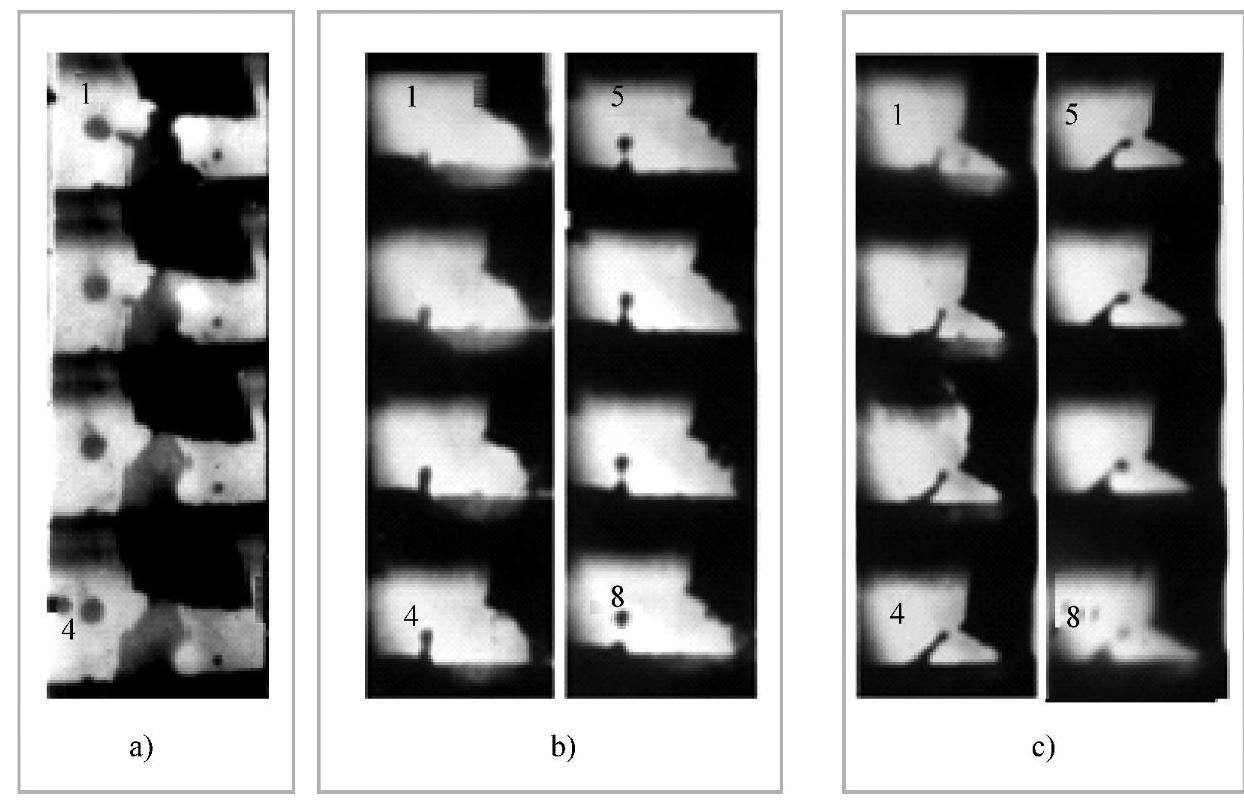
图2-33 熔滴和熔池表面发生气体逸出飞溅的高速摄影照片(拍摄速度:1000f/s)
a)A102Fe厚药皮试验不锈钢焊条,φ4.0mm,直流反接,I≈170A b)、c)E4303结构钢焊条,φ4.0mm,直流反接,I≈170A

如图2-33所示的熔池的飞溅现象是气体逸出引起的较大颗粒的飞溅,而由熔池强烈沸腾形成的细颗粒较密集的飞溅,则很难被高速摄影的镜头捕捉到。熔池的气体逸出和沸腾现象是焊接化学冶金过程在熔池中的表现,会引发熔池的飞溅,对焊接工艺性产生影响。
作者曾进行的对下落熔滴的观察和研究[20,21]间接证明熔池的气体逸出和熔池沸腾现象是熔滴阶段冶金过程的继续,是焊接化学冶金过程在熔池中的表现。其试验方法是将被测试的焊条在石墨块侧表面上引燃电弧,使熔化的金属熔滴下落,采用普通CCD摄像头录制焊接时距离焊条端部100mm处下落的熔滴图像,如图2-34所示。熔滴具有高的温度,且飞行的速度很快,由于普通摄像机采样速度只有25f/s,因此被录下来的熔滴影像实际上是被拉长的亮团,而对于喷射出来飞行速度更快的小颗粒熔体,它的影像是向斜下方或横向放射的发亮的条线图像。观察撷取的图像发现,除了密集的向斜下方放射的线条之外,在局部还出现横向放射的线条,显然这是飞溅物形成的飞行轨迹,而放射的横向线条的起点部位应该是熔滴发生爆炸的区域。图2-34a中的喷射状线条是高速运动的细小熔滴飞行的轨迹,这是熔滴呈正常的喷射过渡时的影像;从图2-34b和c中可以看到在正常的向下放射的条线以外,存在着向斜下方和横向放射的线条,这是熔滴发生爆炸飞溅时飞溅物颗粒高速运动形成的轨迹;图2-34d是E4303焊条的图像,中间的白色的亮团是过渡的较大尺寸熔滴的影像,在图片的右上方呈现的向外放射的线条是熔滴中气体逸出飞溅留下的痕迹;在图2-34e照片左面可以明显地看到熔滴的爆炸飞溅的痕迹;图2-34f是细小熔滴过渡时熔滴行为照片,仔细观察发现照片中有一些极细的横向亮线,显然是细小熔滴发生爆炸后极细的飞溅物飞行轨迹,亮线很短,说明这些细小的飞溅物在飞行中很快被烧尽,实际飞行的距离很短。
图2-34中展示的熔滴呈现CO气体释放现象,这表明在熔滴离开焊条端部下落100mm时,熔滴内部碳的氧化反应仍在进行中,以至于在熔滴的飞行过程中还发生熔滴的爆炸。在正常的焊接条件下,熔滴在进入熔池前自由飞行的距离一般也不过10mm左右(对规格为4mm的焊条),显然熔滴进入熔池后,碳的氧化及CO气体释放过程将会继续,熔池中发生CO气体逸出而导致熔池飞溅是必然的。事实上用钛钙型结构钢焊条焊接时很容易观察到熔池的沸腾,证实在熔池中碳氧化过程的存在。当然在高温条件下熔滴对氢、氮进行吸收,而在进入熔池后,随着温度的下降,氢、氮气体逸出,同样引起熔池的沸腾和导致熔池的飞溅。
对气体逸出飞溅现象的物理本质可以做以下的分析:在熔滴或熔池内部的气体以气泡的形式逸出的过程中,当到达液体金属表面时发生的飞溅,一是由于气泡表面膜破裂时形成的飞沫(指十分细小飞溅物的颗粒),二是气泡所占据的液面部分形成一个凹坑,当气泡在液体表面消失时,凹坑的周围的金属在表面张力的作用下迅速向凹坑内聚拢,由周围聚拢来的液体金属在凹坑处迅速向中间聚合相互排挤形成隆起的液柱,接着隆起的液柱又在表面张力作用下被拉回母液,而使液柱隆起时速度高的尖端部分的液体,被分离出小颗粒飞离出去形成飞溅。
可以这样说,气体以气泡的形式逸出,当到达液体表面时,引发两种效应而产生飞溅,一是当气泡表面膜破裂时形成的飞沫,二是气体逸出后发生液柱的隆起引起的飞溅。在这里作者将前一种效应,即气泡的表面膜破裂形成的飞溅称作“飞沫”,是因为两种效应产生飞溅的机构不同,飞溅的特征也不相同,前者飞溅物数量虽多,但颗粒十分细小,飞溅的颗粒也没有明确的方向性,飞溅的距离短,一旦形成则很快被烧掉,这种飞溅物即使是通过高速摄影也很难观察到,从飞溅的激烈程度而言,操作者对它的影响也不会有更深的感受,也许是这样的原因,参考文献[1]中在分析柱状隆起引起飞溅时很少提到它,也没有以“飞沫”这样命名。在这里作者之所以特别提到这种飞溅形式,是因为“飞沫”对形成烟尘的影响不能忽视。气体逸出后形成的第二个效应,即发生液柱的隆起引起的飞溅,其对工艺性产生的影响,是操作者可以直接感受到的。一般提到气体逸出飞溅的时候,实际上就指的是液柱隆起造成的飞溅,液柱隆起造成的飞溅颗粒比“飞沫”大,飞行方向与液面垂直,飞行的距离也比较长,但大多数的飞溅物也比较小,在飞行过程中大都会被烧掉。

图2-34 焊条电弧焊时下落的熔滴图像
a)喷射过渡时熔滴的飞行轨迹 b)呈现少量横向线条,存在CO气体释放现象 c)、d)滴状过渡存在明显横向线条,是CO气体释放现象 e)粗熔滴过渡,集中放射的横向线条反映熔滴发生爆炸现象 f)细熔滴过渡,细短的横向亮线,反映细小熔滴的爆炸飞溅现象
可以设想如果大颗粒飞溅(也伴随着小颗粒)是由爆炸引起的话,则大多数小颗粒飞溅是由于气体逸出时形成柱状隆起造成的,液体金属内气泡越小,产生的飞溅颗粒也越小,但在隆起的液柱尖端形成的飞溅颗粒数目则越多,飞行的距离也越远;而当气泡体积较大时,由隆起的液柱飞出的颗粒尺寸也大,但颗粒数目少,飞行速度低,飞行的距离短。在焊接时当金属内大量气体以小气泡的形式逸出时,人们可以观察到熔池的沸腾,而不能直接看到由熔池中逸出的小颗粒飞溅,其实沸腾的熔池正是大量的小气泡由熔池中逸出的表现,这种飞溅物颗粒细小且十分密集,飞溅的过程中大都被烧损,焊接时看到的四散的小火花,就是燃着的飞行中的小颗粒飞溅物。它既有液柱隆起形成的飞溅,也有气泡破裂形成的“飞沫”,这种飞溅不妨叫作“小火花飞溅”,由于飞溅颗粒的体积十分小,在高速摄影的影片中也难以捕捉到它们。气体逸出造成的柱状隆起方向总是和液面垂直的,因此在焊接时发生的向周围四散的飞溅多数是由熔滴表面柱状隆起造成的,而在平焊时发生的向上的或是向斜上方的飞溅火花,则主要是由熔池中隆起的液柱形成的。在焊接高水分焊条时,出现的大量向上的接近垂直方向飞出的小火花应该看作是由熔池中大量气体逸出形成的细颗粒飞溅。图2-34b和c中拍摄到的熔池中飞溅的场景是较大的柱状隆起形成的较大颗粒飞溅,然而这仅是熔池中可见飞溅物的一小部分,其实绝大部分细小的飞溅物颗粒数量很多,但它们的颗粒很小,特别是气泡在金属表面破裂时形成的“飞沫”,飞行过程中很快被烧掉,即使焊后在焊缝的周围也收集不到。熔池中大气泡的逸出,往往冶金过程不十分猛烈,产生的柱状隆起的液柱也不很高,由液柱的尖端分离出去的颗粒速度也不大,当更大的气泡逸出时,有时虽然形成了隆起的液柱,但液柱的尖端的液体金属却不会被分离,不形成飞溅。
(3)熔滴的喷洒飞溅现象 喷洒飞溅是喷射过渡的主要飞溅形式,喷射过渡时强大的气体动力使过渡的熔滴十分细碎,相当一部分熔滴(也包括熔化的熔渣)没能进入熔池而形成喷洒飞溅。因为喷洒飞溅十分强烈,所以严重影响焊条的焊接工艺性。喷洒飞溅是与喷射过渡相伴发生的,因此凡是存在喷射过渡的焊条都会出现喷洒飞溅,钛钙型结构钢焊条焊接时形成的细颗粒飞溅一部分是喷洒飞溅,喷洒飞溅还是高纤维素焊条焊接时主要的飞溅形式。
4.爆炸过渡与喷射过渡的形成条件
根据以上的分析可知,采用某种焊接材料焊接时,碳氧化生成的CO气体的反应,取决于在单位时间内碳和氧向熔滴提供的量。在采用含有多量的硅铝酸盐矿物的酸性焊条焊接时,可以提供足够量的氧,这种条件下第二主导力——气体动力的强度则主要由焊芯、药皮中向熔滴输送的碳量多少决定的,由下式表示:
Cd=Cx+Cp+Cm (2-15)
式中 Cd——焊接时进入熔滴中碳的总质量分数(%);
Cx——由焊芯进入熔滴中碳的质量分数(%);
Cp——由药皮中的含碳铁合金进入熔滴中的碳的质量分数(%);
Cm——由药皮中的石墨进入熔滴中的碳的质量分数(%)。
由熔滴中输送的碳的总质量Cd所决定的第二主导力由下式确定
PⅡ=1.55Cd
碳的氧化形成的气体动力强度并不是随着熔滴中碳含量的增大而呈线性增大,这是因为碳含量的增大使得系统中的还原性增强,对碳的氧化产生了抑制作用,显然PⅡ与第二主导力作用强度之间出现复杂的影响关系。PⅡ的大小不能真实地反映气体动力的实际作用。为了反映PⅡ对熔滴行为的影响,必须对PⅡ进行修正,修正后的气体动力用第二主导力作用指数P″表示
P″=-10P2Ⅱ+17.2PⅡ-6.5 (2-16)
式(2-16)反映第二主导力对熔滴喷射和爆炸行为的实际作用效果,也定量地表示出焊条电弧焊时实现喷射过渡和爆炸过渡的条件。当P″=0~-1时,熔滴可能出现喷射和爆炸混合过渡;而当P″>0时第二主导力作用强度最大,熔滴将会形成完全的喷射过渡;而在P″<-1的情况下,第二主导力作用较弱,熔滴不可能出现喷射和爆炸行为。
总结以上焊条电弧焊时熔滴过渡形态的影响规律,概括地说,在焊条电弧焊时,作用于熔滴上的力最终归结为两个起主要作用的力,即表面张力和气体动力。熔滴的表面张力在某种程度上决定了熔滴尺寸的大小,是焊条形成粗熔滴过渡或渣壁过渡的主要因素;而气体动力的大小是焊条形成爆炸过渡或是喷射过渡的主要因素。焊条电弧焊熔滴过渡形式最终决定于这两个主导力的作用强度。
图2-35是焊条熔滴过渡形成机制示意图。图中表示出第一主导力(即表面张力)Fσ与第二主导力(即气体动力)Fg对形成熔滴过渡形态的影响趋势。
焊接时的化学冶金条件一方面赋予熔滴的活性,改变着熔滴表面张力,而另一方面又直接导致气体动力的形成和影响它的大小,成为决定焊条电弧焊熔滴行为的主要因素。除此之外,不容忽视的是由于药皮的存在,在焊条端部形成了形式各异的套筒,它对熔滴和电弧的行为、焊条的热效率及其他电弧物理特性也产生直接的影响。
当焊接条件一定时,由焊条、药皮、焊芯的类型和成分决定了焊接冶金条件,也决定了对熔滴行为产生影响的两个主导力作用强度。因此用正常的焊接参数施焊时,焊条就会有自己确定的过渡形态,即属于粗熔滴过渡、渣壁过渡、喷射过渡或爆炸过渡,或者是上述几种过渡形态的组合。因此焊条的某种熔滴过渡形态是焊条的电弧物理属性。
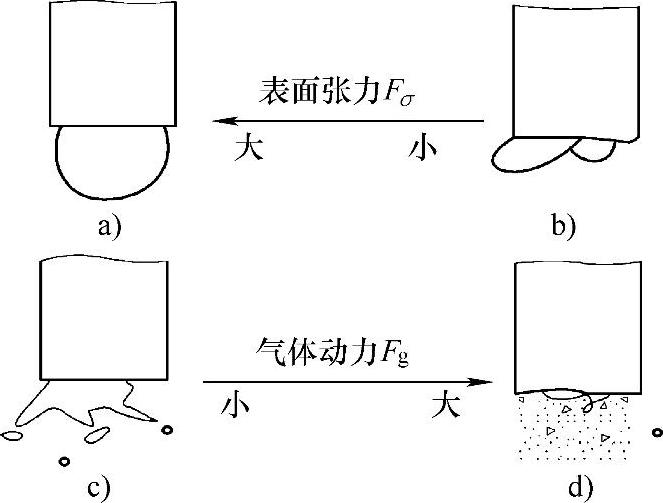
图2-35 焊条熔滴过渡形成机制示意图
a)粗熔滴过渡 b)渣壁过渡 c)爆炸过渡 d)喷射过渡
有关焊接材料工艺性的信息化技术的文章

照片中用焊芯直径为3.2mm的焊条作为熔滴尺寸的参照。焊条电弧焊时,药皮成分所形成的冶金条件对熔滴行为另一方面的影响,是使碳的激烈氧化形成CO气体,产生对熔滴过渡的气体动力,成为熔滴过渡时的另一个重要的力学因素——第二主导力。下面将要讨论焊条电弧焊爆炸过渡与喷射过渡形成机制:气体动力产生的原理,气体动力对形成熔滴的爆炸过渡与喷射过渡以及对形成飞溅现象的直接影响。......
2023-06-30

图2-1所示为选取的钛钙型结构钢焊条在长弧焊时粗熔滴过渡的高速摄影单帧照片,图2-1a是焊芯直径为4mm、药皮外径为6.4mm的E4303焊条,由图可直观地看出,熔滴的短路过渡明显的特征是熔滴体积十分粗大,熔滴的直径明显地超过了焊芯直径,而接近焊条药皮的外径。......
2023-06-30

焊条电弧焊的熔滴过渡是焊条端部形成的熔滴通过电弧空间向熔池的转移过程。焊条电弧焊的熔滴过渡形态可分为短路过渡、渣壁过渡、喷射过渡与爆炸过渡。影响焊条电弧焊熔滴过渡的因素及其影响方式主要有如下方面。......
2023-06-25

以上是通过高速摄影观察到的焊条电弧焊时的粗熔滴过渡与渣壁过渡现象。要回答这些问题就需要从熔滴过渡形态的形成机制来分析寻找答案。焊条电弧焊时由于药皮的存在和参与,使得焊条电弧焊的化学冶金过程复杂化,焊接过程中焊条药皮在焊条端部形成形态各异的套筒,成为影响熔滴过渡形态的重要物理因素。下面首先讨论粗熔滴过渡和渣壁过渡的形成机制。......
2023-06-30

首先使焊条与工件短路,电压迅速下降至短路电压Ud,电流迅速增至最大值Isd,然后又逐渐下降到稳定短路电流Iwd。由负载到短路的短路电流Ifd影响熔滴过渡,Ifd太大,熔滴飞溅严重,焊缝成形变坏,甚至焊件烧穿、电弧不稳。Umin太小,熔滴过渡后电弧复燃困难。其他类型的弧焊电源不存在此问题,无需考核。......
2023-06-25

从两个主导力的观点出发,并根据主导力对焊条熔滴过渡形态影响的试验结果,由主导力的估算公式可以定量地确定主导力与熔滴过渡形态的关系,这一关系可以用P′-P″关系图来描述。图2-43 焊条电弧焊熔滴过渡时的主导力与熔滴过渡形态的关系A—渣壁过渡 B—粗熔滴过渡 C—喷射过渡 D—爆炸过渡焊条电弧焊熔滴过渡时的主导力与熔滴过渡形态的P′-P″关系图有其重要的理论意义和实用意义。图2-44是预测焊条熔滴过渡形态的程序图。......
2023-06-30

图2-11是焊条电弧焊渣壁过渡的高速摄影单帧照片。一般钛型不锈钢焊条采用正常焊接参数时熔滴渣壁过渡频率大约为9~11s-1。E4324高效铁粉结构钢焊条具有完全的渣壁过渡形态,是渣壁过渡形态代表性的焊条之一。图2-13是E4324高效铁粉焊条熔滴进行渣壁过渡过程的连续高速摄影照片,在照片中看到在焊条端部同时存在的两个熔滴先后进行过渡的情景。......
2023-06-30

对钛钙型结构钢焊条熔滴行为的观察,证实了钛钙型碳钢焊条具有粗熔滴过渡、渣壁过渡、爆炸过渡和喷射过渡四种类型共存的混合过渡形态,包含了其他各类型焊条熔滴过渡形态某些主要特征。选取的图3-5的视频资料,反映了钛钙型结构钢焊条有代表性的熔滴过渡形式。由于药皮厚度大,套筒增长,使其形成完全的渣壁过渡,因此渣壁过渡成为E4324型高效铁粉焊条基本的过渡形态。......
2023-06-30
相关推荐