图2-11是焊条电弧焊渣壁过渡的高速摄影单帧照片。一般钛型不锈钢焊条采用正常焊接参数时熔滴渣壁过渡频率大约为9~11s-1。E4324高效铁粉结构钢焊条具有完全的渣壁过渡形态,是渣壁过渡形态代表性的焊条之一。图2-13是E4324高效铁粉焊条熔滴进行渣壁过渡过程的连续高速摄影照片,在照片中看到在焊条端部同时存在的两个熔滴先后进行过渡的情景。......
2023-06-30
以上是通过高速摄影观察到的焊条电弧焊时的粗熔滴过渡与渣壁过渡现象。在什么条件下会形成哪种过渡形态呢?要回答这些问题就需要从熔滴过渡形态的形成机制来分析寻找答案。
在电弧焊接时,无论采用任何熔化焊接方法,熔滴都会受到多种力的作用,熔滴究竟以何种形式过渡,取决于多种力的综合作用。由于焊条电弧焊时电流密度相对小得多,因此电的因素形成的作用在熔滴上的力(电磁收缩力、电弧极性斑点压力等)要小得多,甚至可以忽略。根据В.И.嘉特诺夫提出的概念[6],在作者设定的条件下,焊条电弧焊时估算出的电磁收缩力的大小仅相当于熔滴表面张力的10%~15%,而极性斑点压力不到1%,因此焊条电弧焊时作用在熔滴上的力主要是由焊条自身因素和物理因素决定的,这一点与各种气体保护焊时不同。
焊条电弧焊时由于药皮的存在和参与,使得焊条电弧焊的化学冶金过程复杂化,焊接过程中焊条药皮在焊条端部形成形态各异的套筒,成为影响熔滴过渡形态的重要物理因素。药皮的影响更主要是通过焊接冶金过程,赋予熔渣和金属熔滴以某些冶金特性和物理特性,直接表现于熔滴过渡时力的因素——表面张力和气体动力的作用,对熔滴的行为产生最重要、最直接影响,并最终决定焊条具有某种特定的熔滴过渡形态及其行为特征。
下面首先讨论粗熔滴过渡和渣壁过渡的形成机制。
1.表面张力对熔滴行为的影响
(1)表面张力的概念和测试方法 为了说明表面张力对熔滴过渡行为的影响,需要对表面张力概念做简要的叙述。
在空气中的一个液滴,因它表面上的分子受到液体内部的引力比外部气体对它的引力大,于是受到指向液体内部引力的作用。表面张力在形式上常常可以看作是在液滴表面切向作用的某一个机械力,其作用的方向和液面相切,作用结果力求使液滴呈最小的表面积,所以如果不受任何外力作用,液体呈球形,以使其自身体积最小。
在垂直位置的电极端面上悬挂着的熔滴,表面张力的作用是使熔滴保持在焊丝的端部,阻止熔滴的过渡[7],这时保持在熔滴上的力等于浸润周长与表面张力系数的乘积,在平衡状态下与熔滴所受的重力相等,即
2πrσ=mg (2-1)
式中 r——浸润表面(焊芯端面)的半径;
σ——表面张力系数。
随着熔滴的不断长大,忽略其他力作用,当重力大于表面张力时熔滴脱落。
这个表面张力平衡式(2-1)与焊接时焊条端部的情况有很大不同,不能反映焊接时的真实情况。实际情况是熔滴的脱离有时不是发生在未熔化的焊芯与熔滴A—A的接触面(图2-18a),而是当熔滴在重力的作用下,先是熔滴被拉长,这时熔滴在靠近焊芯端面一定距离的A1—A1截面上出现细颈(图2-18b),随着熔滴的进一步长大和重力的进一步增加,在A1—A1截面上出现更明显的颈缩,直至将熔滴在此处被拉断。在这种情况下,显然熔滴的实际浸润周长不是焊芯的周长,而是颈缩处截面的周长2πr1,随着熔滴质量mg的增大,颈缩处截面直径2r1逐渐减小,实际浸润周长也逐渐减小。对式(2-1)进行如下修正[8],使其更接近实际情况:
2πrσψ(r/V1/3)=mg (2-2)
式中 r——焊芯的半径;
V——液滴的体积;
ψ——修正系数,由试验测定。
在实际焊条电弧焊条件下,因为当焊条端部存在着套筒时不仅使相界面的情况变得十分复杂,同时套筒内熔化的熔渣包覆在金属熔滴的表面、很大程度上改变了金属熔滴的界面张力的状况,图2-19是焊条套筒内悬滴状况的示意图,图中显示的是当熔滴附着在焊条套筒内壁一侧时悬滴的剖面的状况。
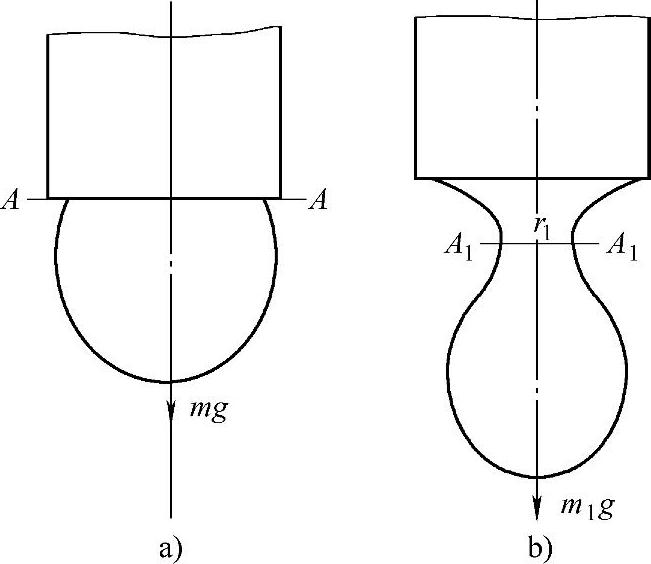
图2-18 熔滴表面张力与重力平衡示意图
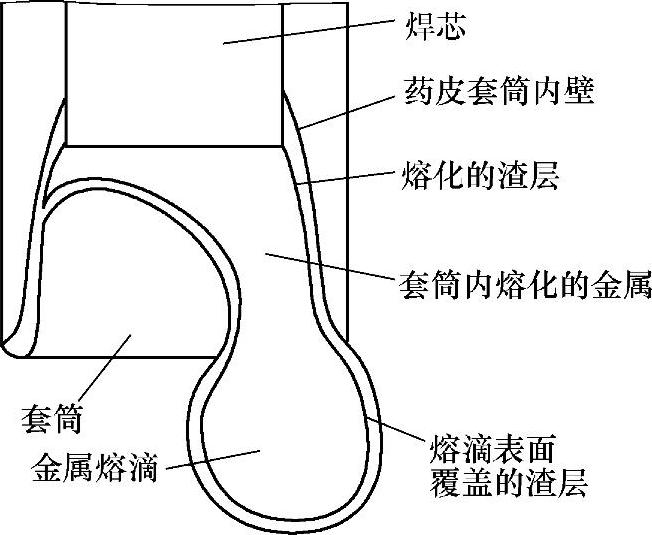
图2-19 焊条套筒内悬滴示意图
考虑到焊条电弧焊实际焊接时焊条套筒和熔渣的影响,孟庆森教授曾对焊条电弧焊时熔滴表面张力的测试提出了一种新的方法——连续投影悬滴法[9,10]。该方法是在尽量小电流的焊接条件下,以600f/s的速度拍摄熔滴从长大到过渡的全过程,从中选取典型的悬垂于焊条端部的成长到最大尺寸(失稳前)的熔滴图像,这个典型悬滴图像包含了金属熔滴、熔渣和套筒各因素对熔体的综合影响。以这个典型的悬滴图像作为计算表面张力的依据,量取悬滴的相关几何尺寸,进行表面张力的计算。
用悬滴法计算表面张力的公式为
γ=Δρgd2e/H (2-3)
式中 γ——熔滴表面张力;
Δρ——液相与外围气氛的密度差,取Δρ≈液相密度ρL;
de——熔滴水平方向的最大直径;
H——形状修正系数,即熔滴的拉长度;
g——重力加速度。
计算时首先在放大的悬滴影像上量取最大横向直径de(图2-20),然后则在熔滴最低点O起在垂直方向上量取长度为de,得到点a,由a点作水平线得到ds,令S=ds/de,然后由S-H表查得H值[9,11],最后代入式(2-3)计算求得表面张力γ。
(2)熔滴表面张力的影响因素 熔滴表面张力的大小与熔滴金属的种类和成分有关,根据文献资料在1820K温度下铁液的表面张力为(1250~1860)×10-3N/m,而当铁液中加入氧等表面活性物质时,表面张力会大幅度下降[12]。如在铁液中含有氧φ(O)=0.1%,表面张力可以降低到大约900×10-3N/m。显然,凡是使熔滴增氧的冶金反应都将降低熔滴的表面张力。
焊条电弧焊时,通常存在着熔滴增氧的冶金条件。众所周知,酸性焊条在焊接时进行着如下的渗硅反应:
(SiO2)+2[Fe]=2(FeO)+[Si]
反应结果是在熔滴渗硅的同时,使熔滴增氧,表面张力明显地降低。这是含有多量硅-铝酸盐矿物的药皮能使熔滴细化的主要原因。
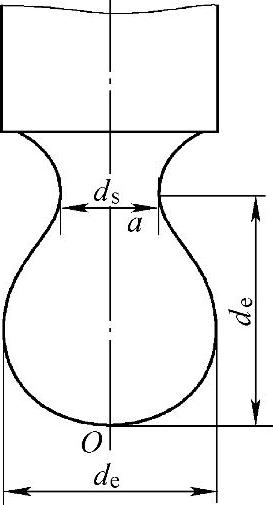
图2-20 用连续投影悬滴法测试表面张力的模型
熔滴的表面张力大小除了与熔滴金属成分有关以外,还和表面的接触相有关,当熔滴表面包敷熔渣层时,其表面张力可降低到约500×10-3N/m。由图2-19看到,在焊条电弧焊条件下,熔滴表面被渣层包裹着,这使金属熔滴的界面张力大幅度减小。熔渣本身的构成对熔滴表面张力有很大影响,熔渣表面张力与其结构关系的理论[13]认为一般物质的表面张力与其中质点之间的作用力大小有关,也就是与其中的键能的大小有关。一般地说,金属键的键能最大,表面张力也最大;离子键的氧化物CaO、MgO、FeO、MnO、Al2O3等的键能比较大,表面张力也比较大;具有极性共价键的氧化物,如TiO2、SiO2等键能比较小,表面张力也比较小。在熔渣中如果存在着这些键能比较小的氧化物时,由于它们的键能比较低,而被排挤到熔渣的表层,使熔渣表面张力减小。酸性渣中的氧化物SiO2、TiO2等会明显降低熔渣的表面张力,而碱性渣中的CaO,MgO等氧化物反而会增大熔渣的表面张力。
根据熔滴的双结构理论[6,14,15],熔滴的表面张力可以看成是两部分组成的,即熔滴与熔渣界面张力以及熔渣表面张力。当两部分表面(或界面)张力都减小时,作用于熔滴上总的表面张力则减小。这一概念可以用下式表示
γD=γS+γDS (2-4)
式中 γD——熔滴表面张力;
γS——熔渣表面张力;
γDS——金属滴与熔渣界面张力。
因此熔滴表面张力的大小除与熔滴金属的表面张力大小有关外,还取决于熔渣的性质,当熔滴含有使表面张力减小的活性成分、同时又被含有键能较低的氧化物熔渣包覆的时候,熔滴的表面张力才能更明显地降低。含有多量SiO2的酸性渣,在焊接时一方面使熔滴金属增氧,另一方面造成键能比较低的熔渣,有效地减小了熔滴的表而张力,使熔滴细化。
(3)表面张力对熔滴行为的影响 图2-21说明了表面张力对熔滴行为的影响。它描述了在焊条电弧焊正常的焊接条件下,粗熔滴过渡和渣壁过渡的形成机制:熔滴表面张力的大小决定熔滴呈粗熔滴过渡和渣壁过渡,熔滴的表面张力越大,焊条端部保持的熔滴尺寸越大,越不易脱离焊芯向熔池过渡,从而形成粗熔滴过渡,如图2-21a所示;而随着熔滴总表面张力减小,熔滴的自由尺寸就会相应减小,由于熔滴的尺寸小,熔滴往往在焊条套筒内依附于焊条套筒内壁的某一侧,如图2-21b、c所示,促使熔滴很快与焊条芯脱离,沿套筒的内渣壁滑向熔池,实现熔滴的过渡,如图2-21d所示。
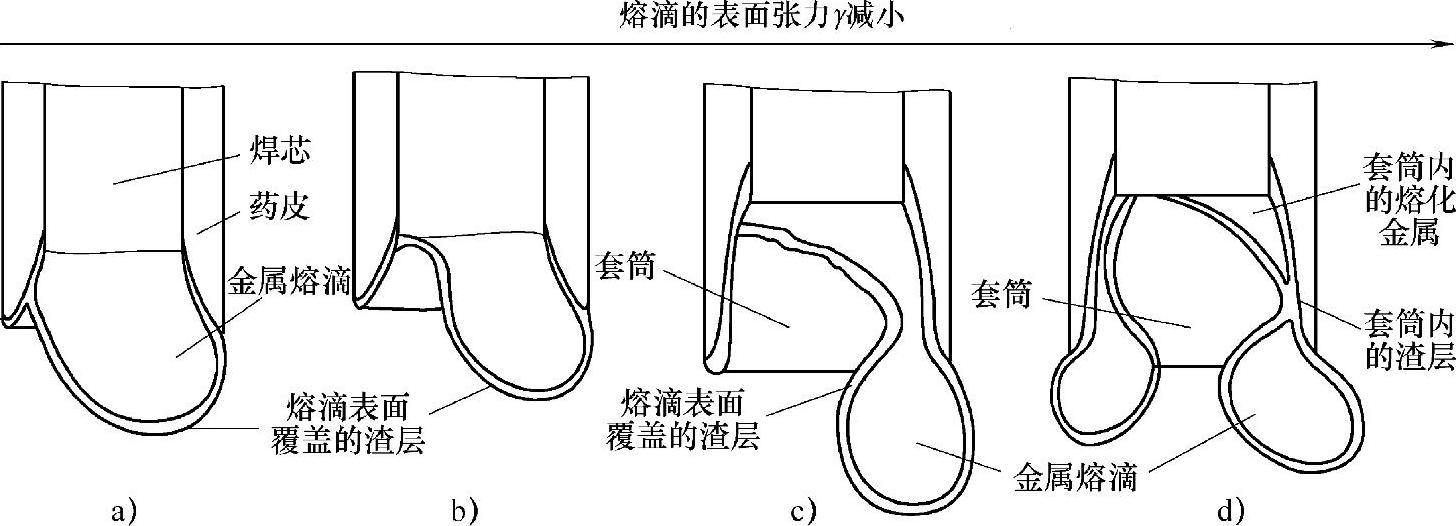
图2-21 表面张力对熔滴过渡形态的影响示意图
a)表面张力很大,粗熔滴过渡 b)表面张力较大,熔滴呈滴状过渡 c)表面张力较小,向渣壁过渡转变 d)表面张力小,熔滴呈渣壁过渡
由此看来实现渣壁过渡需要两个条件,一是熔滴尺寸要细小,二是焊条要具有深的套筒。熔滴尺寸的减小取决于熔滴的表面张力,这一点已经说清楚了,而这里要说明的是,焊条套筒的形成也与熔滴的大小有关。因为粗熔滴过渡时电弧的极性斑点往往处于熔滴的底部,焊芯和药皮的熔化是依靠被加热的熔滴的热对流间接实现的,大的熔滴覆盖了整个焊条的端部,熔滴在熔化焊芯的同时也熔化了套筒的边缘,使得套筒变短,如图2-21a所示。而渣壁过渡时由于熔滴细小不能占据焊芯的整个端面,电弧极性斑点有很多时候处于焊芯的端部,电弧可以直接对焊芯进行加热,焊芯的熔化更大程度地超前于药皮,使焊条套筒增长,形成深套筒,就是说细熔滴也利于渣壁过渡的形成。归根到底渣壁过渡的形成最终取决于熔滴的细化。
显然,熔滴的表面张力是决定熔滴形成粗熔滴过渡还是渣壁过渡的主导力,这里作者提出了主导力的概念,并将表面张力称为决定熔滴过渡形态的第一主导力[4,16]。
2.渣壁过渡的形成条件
表面张力的大小是决定熔滴形成粗熔滴过渡还是渣壁过渡的主导力,而某种焊条的表面张力主要由焊条药皮中造渣成分决定,除此之外渣壁过渡的形成还与药皮厚度有关,因此渣壁过渡的形成条件要综合考虑表面张力和药皮厚度两个因素。为了将渣壁过渡的形成条件进行定量的描述,引入第一主导力作用指数的概念,对于一般碳钢或不锈钢焊条,表面张力的影响程度用第一主导力作用指数表示。第一主导力作用指数不仅表示表面张力的作用程度,同时考虑了焊条的药皮厚度形成的套筒对熔滴实现渣壁过渡的影响。
第一主导力作用指数P′的经验表达式为:
P′=αPⅠ (2-5)
式中 α——药皮厚度系数;
PⅠ——由药皮成分所决定的第一主导力。
PⅠ的表达式为:
PⅠ=∑KiPi (2-6)
式中 Pi——由药皮某种成分所决定的第一主导力;
Ki——药皮中某种成分第一主导力作用强度系数。
PⅠ=∑KiPi=1.1P1+P2+0.9P3+0.8P4+0.1P5+0.1P6-0.1P7+0.3P8+……
式中 P1、P2、P3、P4、P5、P6、P7、P8——药皮中石英、长石、云母、白泥、二氧化钛、萤石、碳酸盐矿物(大理石+白云石)和铁矿(赤铁矿+磁铁矿)的质量分数。
药皮厚度系数α的表达式为:
α=(D/d-0.6)2.5 (2-7)
式中 D——药皮外径(mm);
d——焊芯直径(φ4.0mm)。
将式(2-6)和式(2-7)代入式(2-5)得到第一主导力作用指数的综合表达式为:
P′=(D/d-0.6)2.5∑KiPi (2-8)
由第一主导力所决定的某种焊条熔滴渣壁过渡的形成条件为:
αPⅠ≥35 (2-9)
即:
P′=(D/d-0.6)2.5∑KiPi≥35 (2-10)
式(2-10)有实际应用意义,当已知焊条药皮的造渣成分、焊条规格和药皮的外径,就可以计算出第一主导力作用指数,近而确定某种焊条是形成粗熔滴过渡还是渣壁过渡,或者是两者混合的过渡形态。
有关焊接材料工艺性的信息化技术的文章

图2-11是焊条电弧焊渣壁过渡的高速摄影单帧照片。一般钛型不锈钢焊条采用正常焊接参数时熔滴渣壁过渡频率大约为9~11s-1。E4324高效铁粉结构钢焊条具有完全的渣壁过渡形态,是渣壁过渡形态代表性的焊条之一。图2-13是E4324高效铁粉焊条熔滴进行渣壁过渡过程的连续高速摄影照片,在照片中看到在焊条端部同时存在的两个熔滴先后进行过渡的情景。......
2023-06-30

总结本章关于金属粉芯焊丝、自保护药芯焊丝焊接电弧物理特性的讨论,第6章关于钛型药芯焊丝和实心焊丝电弧物理特性及工艺性分析与评价的讨论,连同第2~4章关于四种不同熔滴过渡形态焊条焊接电弧物理特性与工艺性评价的讨论,现对各种焊接材料熔滴过渡形态、熔滴过渡的形成机制、工艺性评价判据和汉诺威分析仪直观显示的PDD图、CFD图和t-u、t-i图特征进行如下的总结。......
2023-06-30

焊条熔滴过渡形态与焊条工艺性的关系见表2-6,其中焊条工艺性包括焊条电弧挺度、电弧连续性、可操作性、飞溅大小、焊接时的烟雾、焊条名义电压、电弧热效率和焊条工艺稳定性等方面。表2-5 焊条熔滴过渡形态特征表2-6 焊条熔滴过渡形态与焊条工艺性的关系①指在焊接过程中焊条前、后段工艺性的变化程度。因此粗熔滴过渡时综合工艺性比较差。另外,喷射过渡焊接时烟尘也较大,也是影响焊条工艺性的主要因素。......
2023-06-30

在两个虚线框中以外还有两个标有黑色圆点的结点,即Ⅳ-B、Ⅲ-B,分别表示具有粗熔滴过渡和爆炸过渡同时具有敞开型电弧,这种情况下电弧稳定性居中。表2-3列出了几种代表性常用焊条熔滴过渡形态、电弧类型、电弧稳定性结点位置和电弧稳定性系数值。......
2023-06-30

STT波形控制是美国林肯电器公司提出的,即利用熔滴与熔池之间的表面张力取代传统熔滴短路过渡的电爆炸力。图8-27所示是STT控制的电流、电压波形图。图8-27 STT控制示意图表面张力作用下熔滴过渡 随着“缩颈”的形成,液态小桥电阻增大,当小桥断裂前,将焊接电流在数微秒内再次减小到一个相对较小的电流值,使液态小桥在表面张力作用下拉断,实现熔滴的无飞溅过渡。......
2023-06-30

表2-2 焊条四种典型熔滴过渡形态的电弧物理特性参数测试结果①①分析仪设置:短路时间组宽ΔT1=100μs,燃弧时间、加权燃弧时间、短路周期时间组宽ΔT2、ΔT3、ΔTc=100μs,最小短路时间T1min=1000μs,阈值电压Uth=10V。②代表典型熔滴过渡形态的焊条样品:TY102B粗熔滴过渡,JHJ42201爆炸过渡,E308-12渣壁过渡,TYD132喷射过渡。......
2023-06-30
从两个主导力的观点出发,并根据主导力对焊条熔滴过渡形态影响的试验结果,由主导力的估算公式可以定量地确定主导力与熔滴过渡形态的关系,这一关系可以用P′-P″关系图来描述。图2-43 焊条电弧焊熔滴过渡时的主导力与熔滴过渡形态的关系A—渣壁过渡 B—粗熔滴过渡 C—喷射过渡 D—爆炸过渡焊条电弧焊熔滴过渡时的主导力与熔滴过渡形态的P′-P″关系图有其重要的理论意义和实用意义。图2-44是预测焊条熔滴过渡形态的程序图。......
2023-06-30

对钛钙型结构钢焊条熔滴行为的观察,证实了钛钙型碳钢焊条具有粗熔滴过渡、渣壁过渡、爆炸过渡和喷射过渡四种类型共存的混合过渡形态,包含了其他各类型焊条熔滴过渡形态某些主要特征。选取的图3-5的视频资料,反映了钛钙型结构钢焊条有代表性的熔滴过渡形式。由于药皮厚度大,套筒增长,使其形成完全的渣壁过渡,因此渣壁过渡成为E4324型高效铁粉焊条基本的过渡形态。......
2023-06-30
相关推荐