由传统焊接向现代焊接的战略转型和核心技术的实质提升,是使焊接制造的难点从“控形”转为“控性”。而对焊接接头的性能、热影响区组织、冶金缺陷、焊接过程与焊后整体构件的应力与变形等“控性”能力的提高,已成为当前和未来焊接制造中迫切需要解决的核心技术,这也正是信息与智能技术所面对的巨大开拓空间和发展前景。......
2023-07-02
当现代工业进入数字制造时代后,数据本身已经成为提升制造能力与工艺水平的最具价值且最为复杂的原材料,其重要性类似于蒸汽机时代的煤和工业化时代的油。而当前面临的挑战是如何获取数据并使数据应用于技术提升和创新。在现实生产中常会提出两个问题:一是需要多大量的数据信息才能有助于一个传统焊接制造过程向当前数字制造的转变与提升;二是用什么方法从所获得的数据信息为用户提取出有价值的信息,并应用在焊接产品的研发和工程实践中。对上述问题拟从以下两个方面回答。
1)获得的数据必须满足并达到可统计的条件(见本章第1.4节),其中包含能有效提取统计特征量的原始信息。例如,在本书中所描述的针对焊接材料的工艺性分析与评估,每个数据样本(焊接电流与电压)的采样频率不小于100kHz/s,采样时长不小于5s。数据量一般在35MB左右。焊接过程数据信息的有效性还必须满足同工况、同时长等要求,从而使各样本信息具有可重复性和可对比性,有助于发现其内在关联、趋势以及某一事件出现的概率,并在数据信息或样本增加的过程中使分析的结果或预测更为准确。
2)数据是基础资源,不进行有效分析或分析思路、分析方法不合适就不能有效应用数据资源。重要的是能读懂分析结果,通过信息与数据的积累、分析和评估,使焊接制造变为可预测的制造,并使得制造过程中不断产生的数据又被系统性地处理,有助于发现和解释不确定因素,有助于进行决策和行动。
值得注意的是,当前的制造技术在由单元向多元的集成转变,不仅使产品所包含的设计信息和工艺信息量显著增加,而且使产品的制造成为一组满足多种需求的“可行”解,要求以多学科、跨领域的新的制造理念、方法,来寻找并开拓新的模式以适应上述新的特征。此外,在由“信息与数字”驱动的焊接制造发展中,要做大量的标准化工作,使数据可信任、可传输、可交流、可共享,从而确保数字化焊接制造的一致性、高品质和高效率。
与传统的制造技术相比,数字制造产生的影响是巨大且长远的,在焊接制造中的权重及其推动力将与日俱增。焊接数字制造系统将带来以下几方面的突破:①设计优化能力的提升。对搜集与理解应用环境信息和用户需求信息,做出定量的分析和规划,完成焊接结构的优化设计,其中,强有力的动态知识数据库是数字化设计能力的基础。②人机一体化的协同。人机一体化方面突出人在制造系统中的核心地位,使人机之间表现出一种相互理解、相互协作的关系,使两者在不同的层次上各显其能,相辅相成,在实践中不断地充实知识库,形成一种有“深度学习与认知”能力的混合智能。③虚拟现实技术的应用。以计算机和人工智能为基础,将信号处理、动画技术、智能推理、预测、仿真和多媒体技术融为一体,是焊接数字化、智能化制造的一个显著特征,是实现高水平人机一体化的关键技术之一。因此焊接数字制造是信息技术发展的一种必然趋势,是自动化和知识集成技术深度融合的结果。随着计算机与信息技术的不断进步以及互联网、云存储和云计算技术的成熟与普及,焊接生产信息完全可以与物流控制、网络间数据共享等技术结合起来,为用户提供可靠、有效的具有感知—决策—执行能力的数字制造监控和管理平台,从而满足现代焊接制造对高品质、高效率的迫切需求。
根据焊接制造发展路线图的分析和规划,对数字化技术的挑战主要体现在两个方面:一是要求在工艺、装备和材料之间建立起“精量化”的数字联系,促使传统焊接制造过程由“部分定量”+“经验试凑”的模式向基于工艺与质量“数据库”的在线优化与监控模式的转变;二是实现从传统焊接的“控形”加工向具有接头性能预测和参数调控能力的“控性”技术的提升,进而推动具有机理和规律支撑的、可定量预测和控制的新一代数字制造体系的形成。信息与焊接制造深度融合的关键,是如何从海量的信息资源中找出合理的技术途径和运作模式,打破信息孤岛和资源不能共享的局限,找到关键的技术环节和流程,在这些技术的演进与应用过程中,软件起到了关键的支撑作用。
本书的工作是从信息化基础与技术应用角度出发,主要对焊接电流与电弧电压这两个熔化极弧焊过程的最基本,也是最方便获取的物理量,进行信息的传感与统计特征量的提取、分析与评估。在本书中,以焊接过程中电弧现象的大量观察为基础,揭示熔滴行为特征与焊接材料工艺性的内在联系,并通过汉诺威分析仪提取反映这一现象的数据化信息,进一步对焊接材料工艺性做出定量的评价。图1-11是焊接材料工艺性评价原理解析图。
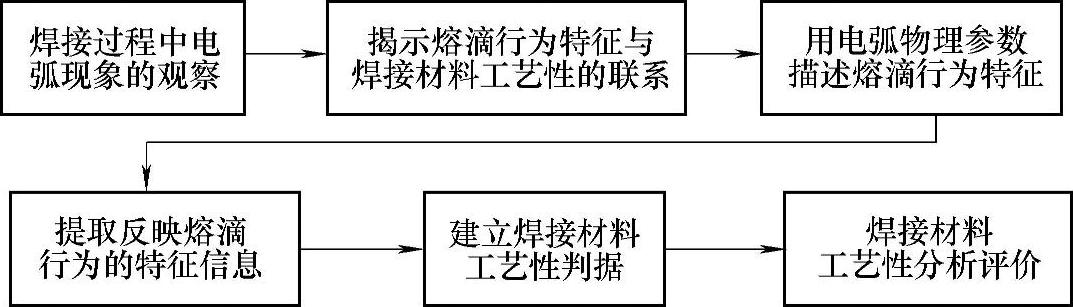
图1-11 焊接材料工艺性评价原理解析图
有关焊接材料工艺性的信息化技术的文章

由传统焊接向现代焊接的战略转型和核心技术的实质提升,是使焊接制造的难点从“控形”转为“控性”。而对焊接接头的性能、热影响区组织、冶金缺陷、焊接过程与焊后整体构件的应力与变形等“控性”能力的提高,已成为当前和未来焊接制造中迫切需要解决的核心技术,这也正是信息与智能技术所面对的巨大开拓空间和发展前景。......
2023-07-02

在多元的市场需求和激烈竞争环境下,要求制造系统表现出更高的灵活和敏捷,以及产品的更高性能和生产的更高效率,并在现代工业的发展需求和相关技术的支撑下,逐步形成新的制造理念,实现焊接制造的信息化、数字化,以至未来的智能化。图1-2所示为制造信息的内涵形成与其发展轨迹,为数字化、智能化制造提供了基础和资源。......
2023-06-30
而且,由于产品设计研发阶段的数据可在工厂各部门系统中实时传递和更新,避免了因沟通不畅而产生的误差,有效提高了EWA中的生产效率。EWA采用了西门子软件公司开发的设计软件UG,该软件能够应用于产品从设计到制造的每个环节,并集成了多种学科仿真功能,可以提供全方位的零件设计制造解决方案,这是其他设计软件无法比拟的。......
2023-06-23

上述三部分彼此结合在一起,构成企业的整个制造过程。缩短检验时间 检验是焊接制造过程中不可缺少的环节。管理者应特别注意制造过程中的停滞时间,研究停滞产生的原因,力求消灭和减少停滞时间。......
2023-07-02

表2-2基于TCP/IP的MMS通信协议栈客户/服务器模型的 A-Profile 的应用层采用 MMS和ACSE,其所使用的表示层和会话层均是面向连接的,是隐含的、强制性的。MMS 是一个应用层标准,用来支持在计算机综合制造环境中的设备间的消息通信。IEC 61850 中 ACSI 服务器类的实例被映射到一个MMS的虚拟制造设备对象。MMS命名变量有一个分层的MMS类型描述。MMS类型描述的一般分层结构包括多个层次的组件。表2-4IEC 61850的服务模型映射到MMS的服务模型......
2023-06-28

焊接工装是焊接设备为满足产品结构要求确保正常运转的关键手段,是保证生产有序开展的重要环节。根据TSGG0001《锅炉安全技术监察规程》中第4.3.2条规定的焊接工艺评定范围:“锅炉产品焊接前,施焊单位应当对以下焊接接头进行焊接工艺评定:①受压元件......
2023-07-02
图12-17 数字车间控制终端监控界面之一通过监控客户端人机交互界面,管理人员能够远程设置操作人员能够使用的焊接程序及其参数调整范围,既能达到生产任务管理的目的,还能给现场操作人员提供根据工件的实际情况调整和补偿焊接参数的能力,同时焊接参数调整和补偿的范围是可以由管理人员事先限定的,不但能保证焊接程序在复杂现场条件下焊接参数调整的灵活性,还能通过限制调整和补偿的限度保证焊接工艺的安全性。......
2023-07-02

焊后,对储罐所有的环缝、纵缝进行渗透检测及100%X射线无损检测,未发现任何焊接缺陷,质量合格。1)焊接设备为法国Polysoude公司生产的窄间隙TIG焊接系统,由PC600直流焊接电源、热丝电源、冷却系统、NG焊枪和WP焊枪构成的焊接机头、送丝机、控制系统、焊接机床及操作机等构成。图7-62 窄间隙热丝TIG焊接接头坡口3)焊接时,先用NG焊枪进行打底焊,并填充至坡口深度40mm处,然后用WP焊枪继续焊接,填满整个坡口并进行盖面。......
2023-07-02
相关推荐