熔滴过渡只发生在焊丝与熔池接触的瞬间,而在电弧空间则不发生熔滴过渡。当保护气体的成分发生变化时,电弧形态随之发生变化,影响熔滴过渡的表面张力也随之发生变化,从而引起短路过渡频率的变化。无论是短路过渡、喷射过渡,还是使用惰性气体或惰性气体中加入了少量的活性气体时产生的粗滴过渡,熔滴过渡的轨迹都是沿着焊丝轴向的;但当使用CO2作为保护气体......
2023-06-25
熔化极焊接时金属熔滴过渡现象反映了焊接过程的稳定性、电弧行为的特征、熔化效率、焊接烟尘、飞溅等工艺特性及焊接冶金特性等信息,其特点是具有直观性和可视性,是熔化焊信息化技术中主要的信息获取来源,高速摄影技术的采用是获取这一信息的主要手段和途径。对熔化极电弧过程金属过渡现象观测与机理的探讨可追溯到20世纪三、四十年代,最初的认识是从对焊条电弧焊熔滴过渡形态的观察和研究开始,然后逐步发展到对熔化极实心焊丝气体保护焊、药芯焊丝气体保护焊以及近年来对可控的熔滴过渡形态的研究。
在熔化极气保焊中,焊丝和药皮的类型及化学组分、保护气体成分、焊接参数以及电源特性和极性等冶金因素和物理因素的综合作用,直接影响焊丝末端的熔滴向熔池过渡的模式、尺寸大小、过渡频率,飞溅等熔滴行为特征,并由此影响焊接冶金过程、焊缝成形质量和焊接过程的稳定性。
对熔化极电弧焊时金属过渡的分类在1976年由国际焊接学会焊接物理专委会(IIW SG212)提出[2],将焊丝金属过渡的形态分为三类十种,见表1-2。表中对不同的过渡形态做了现象的描述和相应焊接工艺条件的举例[2-5]。图1-4是各种熔滴过渡形态与焊接电流、保护气体等工艺条件关系的示意图[6]。图中1所指的位置是熔滴过渡形态第一次发生变化的电流区间;2所指位置是熔滴过渡形态第二次变化的电流区间。
表1-2 金属过渡形态的分类及现象描述[2-5]

(续)


图1-4 熔滴过渡形态与电流、保护气体等关系的示意图[6]
焊接时金属熔滴的基本过渡模式是焊接技术发展到一定阶段的表现与归纳。近年来,随着新型弧焊电源的发展及其控制技术的进步,输出电流的幅值、极性、频率等获得了高的动态特性,能够通过“源”的能量输出模式的变化赋予“弧”具有新的热特性和力特性。其主要表现在两个方面:一是产生了可控的熔滴过渡形态、复合过渡形态并在实际工业中得到应用,促进了对焊接“金属过渡”概念与内涵的扩展;二是增强了电弧能量传递的可控性,能够实现焊缝熔深、焊接接头组织与性能、热变形与工件应力状态等的改善。因此为了满足焊接自动化的发展和焊接产品质量保证的需求,有必要更多地了解并针对不同材料、焊接工况条件选择适用的金属过渡模式。对基本过渡模式的认识仍需要在技术发展中不断深化,熔滴过渡模式分类的不断细化,实际上已成为工程与工艺实施中优化熔滴过渡模式、熔池与焊缝成形和减少冶金性缺陷等问题的一个必不可少的认识与发展的基础。
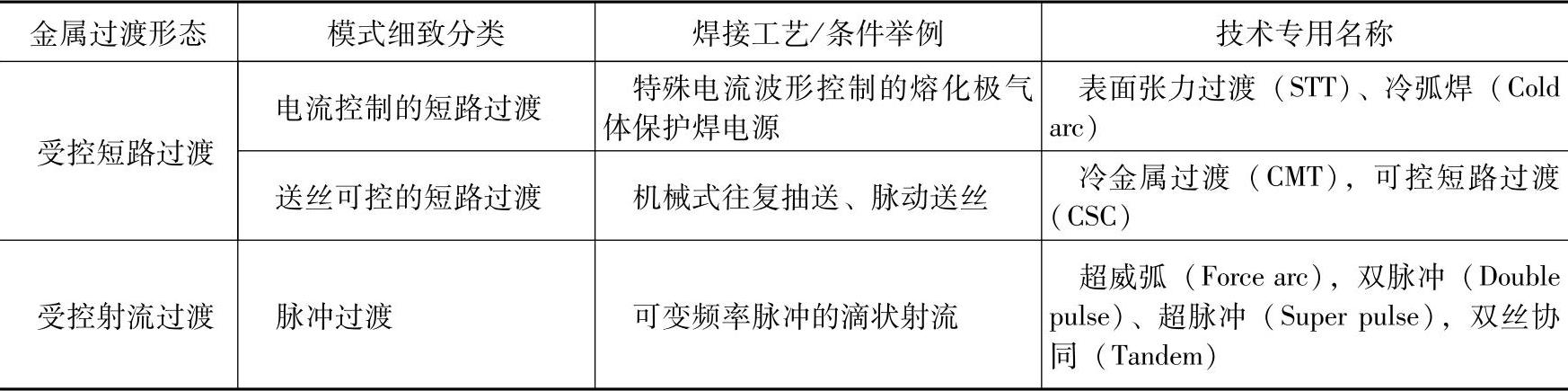
表1-3是对可控的金属过渡的分类[5-12]。
表1-3 可控的金属过渡的分类[5-12]
基于以上认识,焊接的电弧-熔滴行为及其特征,是焊接过程中一个重要的、基本的信息源,它一方面通过电弧能量的控制来优化过渡与过程稳定,另一方面,还为获得优质的焊接接头提供冶金与热循环等条件。图1-5所示为在富氩混合气体(82%Ar+18%CO2)条件下不同熔滴过渡形态与电流、电压信号之间的对应关系,从而有助于建立起熔滴过渡信息与电信号相关过程的认识及其物理模型。然而这仅仅是以直观方式获得定性认识的第一步,将这些信息数字化并分析其特征与规律,才能使传统的“经验定性思维”转变为“数字定量思维”。

图1-5 熔滴过渡形态与电流、电压信号之间的对应关系
a)短路过渡

图1-5 熔滴过渡形态与电流、电压信号之间的对应关系(续)
b)球状过渡 c)脉冲过渡
有关焊接材料工艺性的信息化技术的文章

熔滴过渡只发生在焊丝与熔池接触的瞬间,而在电弧空间则不发生熔滴过渡。当保护气体的成分发生变化时,电弧形态随之发生变化,影响熔滴过渡的表面张力也随之发生变化,从而引起短路过渡频率的变化。无论是短路过渡、喷射过渡,还是使用惰性气体或惰性气体中加入了少量的活性气体时产生的粗滴过渡,熔滴过渡的轨迹都是沿着焊丝轴向的;但当使用CO2作为保护气体......
2023-06-25
图中05曲线有明显的短路特征,低电压小驼峰曲线概率比较大,曲线右面有明显的高电压概率分布,在I-PDD图中存在短路大电流分布,表明在相应的参数下,焊接过程不稳定。图F-2 MT80N1金属粉芯焊丝混合气体保护焊焊接电流概率密度分布图焊丝样品:MT80N1金属粉芯焊丝,φ1.2mm;保护气体:95%Ar+5%CO2混合气体。......
2023-06-30

2)改善熔池金属的一次结晶状态,增加细化晶粒的元素。3)严格控制焊接参数,采用小的热输入量。预防措施包括:1)选用低氢焊接材料。2)焊接材料按规定严格进行烘干,在使用过程中需要避免吸潮。3)对工件坡口两侧及焊接材料进行严格清理,将影响焊接的油、锈等影响焊接的污物清理干净。5)改善接头的应力状态,从而降低焊接残余应力。......
2023-07-02
由计算的结果看出,当温度超过624.2℃时,碳被FeO氧化的过程即可以进行,显然在熔滴阶段碳会被FeO强烈地氧化。高纤维素焊条熔滴发生的喷射过渡主要就是这种气体动力在套筒内产生强烈吹送作用形成的。下面将重点讨论这种熔滴内部产生的CO气体对熔滴形成爆炸过渡和喷射过渡的影响。图2-30是焊条电弧焊不同强度气体动力对熔滴行为影响的示意图,反映了由碳的氧化程度而产生的不同程度气体动力对熔滴行为和产生飞溅的影响。......
2023-06-30

表2-2-25 镀锌钢板凸焊焊接参数3.贴塑钢板的凸焊这种钢板的一面因有绝缘的聚氯乙烯塑料层只能单面单点或单面双点凸焊。图2-2-25 贴塑钢板使用的环形凸点贴塑钢板凸焊参数选择见表2-2-26和表2-2-27。......
2023-06-26

应用系统软件评价焊条的工艺性实例 应用“焊接材料工艺质量分析与评价系统”软件,对E5016低氢型结构钢五个样品焊条的工艺性进行评价。图A-5为系统自动生成的五个样品电弧物理特性参数数据列表和以柱状图的形式显示五个样品工艺性判据T50值的大小,以此判断E5016低氢型结构钢焊条焊接工艺性。......
2023-06-30

冷技术过渡焊接是奥地利福尼斯公司开发的一种新型焊接技术,将熔化极气体保护焊中的送丝运动与熔滴过渡过程进行数字化协同控制,从而大大减少了焊接飞溅。CMT焊接设备包括数字化弧焊电源、送丝机及专用焊枪等。CMT焊接工艺可以用于铝合金材料、钢铁材料的焊接。CMT控制技术特点如下:1)在电流几乎为零的状态下实现熔滴过渡,飞溅量小、工件热输入低,工件变形小,因此适用于薄板焊接,薄板板厚可以达到0.3mm。......
2023-06-30

图7-72 双丝熔化极气体保护焊组成示意图双丝焊专用焊枪结构紧凑,如图7-74所示。窄间隙熔化极气体保护焊机头 由于接头坡口窄而深,实现高质量、高可靠性的窄间隙焊并非易事。......
2023-07-02
相关推荐