包括焊接在内的制造信息是一种专业领域信息,它的本质和属性与信息有共性的一面,同时又具有其本领域自身的特征。焊接制造不仅具有信息的多领域、学科跨度大的一面,还表现为参数的耦合性强且带随机干扰的一面。信息化形式的提高 包括焊接在内的制造业信息化经历了从低级到高级、从简单到复杂的发展过程。......
2023-07-02
“信息”自古以来就受到人们的重视,我国的“孙子兵法”中尤其强调信息的重要性,如“知己知彼,百战不殆”,说的就是为了减少决策风险,一定要充分获取有关的信息。近代控制论把信息定性为“认知主体与外部环境之间的相互联系、相互作用过程中相互交换的内容”。包括焊接在内的制造信息是一种专业领域信息,它的本质和属性与信息有共性的一面,同时又具有其本领域自身的特征。焊接制造过程不仅具有信息的多领域、学科跨度大的一面,还表现为参数的耦合性强且带随机干扰的一面。当前以手工、经验型作业为基础的焊接制造信息的构成表现为三个方面:一是主观的、实践的且分散在人们头脑中的经验知识,以及以标准、规范、手册或各种教材汇总形成的资料形式的知识;二是逐步开发中的专用数据库、专家系统、仿真预测软件等,力求信息表达的精量、延伸其规律性;三是在焊接制造过程中通过传感器在线获取的以电量和非电量、数字信号和图像等形式表达的有关焊接参数、接头质量、产品服役等信息。焊接数字化系统的基本功能之一就是把这些分散的和规范化的、定性和定量的、模拟和数字的以及不同程度可视的信息进行汇总、分析、集成、优化和适量利用。同时,作为智能制造发展所依赖的基础,信息的质量始终是被关注的重点,对焊接信息要求真实、清晰、时间和空间的分辨、一致性程度、可重构程度、安全性及包容性、二次开发程度以及信息的可表达、可视形式等。
随着计算机与信息处理技术的工程化能力的日益增强,焊接制造信息软件与新一代硬件的共同演化将不断生成一种基于数字化的物质形态,即以软件技术为动力,在互联设备的网络、云服务及大数据等支持下,为用户提供高度知识化分析与专业化决策,从而成为焊接数字化、智能化制造的重要特征。在这一技术背景下,信息化形式将不断提高,信息化内涵和外延将不断丰富,信息化从点到面、从内到外的发展和应用使企业的生产方式、管理方法、企业间协同、营销手段等产生巨大变化。
焊接制造信息是一种专业信息,具有多领域、多因素的特征,涉及焊接材料、焊接装备及焊接工艺三大板块,具有方法、参数、工况、环境等各因素的强耦合、难以量化、带随机干扰等特点[1]。图1-3为焊接制造信息的多领域、多因素特征的示意图。
焊接信息的属性一般可分为三大类:一是确定性的可定量表达的,如焊接速度、送丝速度、气体流量等;二是具有随机性的信息,如熔滴短路时间、短路频率、焊接过程的电流、电压等,需要借助于统计方法来分析、提取其特征量;三是大量不确定的非结构化数据,如焊件的装配间隙、散热条件、各态温度场、残余应力分布、热源能量的分配等,这些信息大部分难以用传统的传感技术获取和处理。
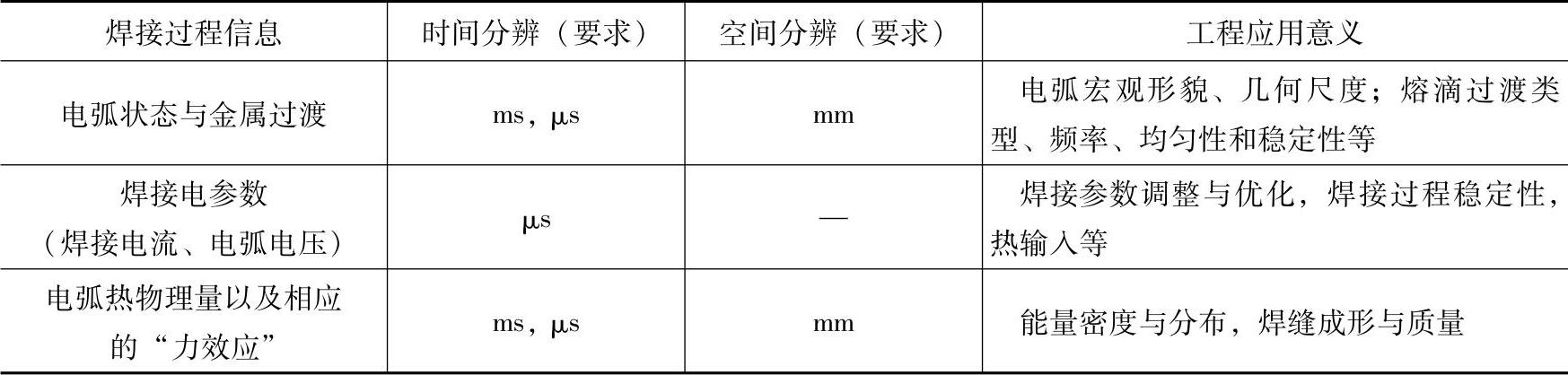
熔化极电弧焊过程在时间与空间方面的特征及工程应用的意义见表1-1。其中金属熔滴的过渡和与之相关联的电弧行为以及焊接电参数特征,是应用于焊接信息化技术的最直接的信息源。本书主要以获取这两个方面特征信息为认识基础,展开焊接材料工艺性分析和定量评价的研究和讨论。
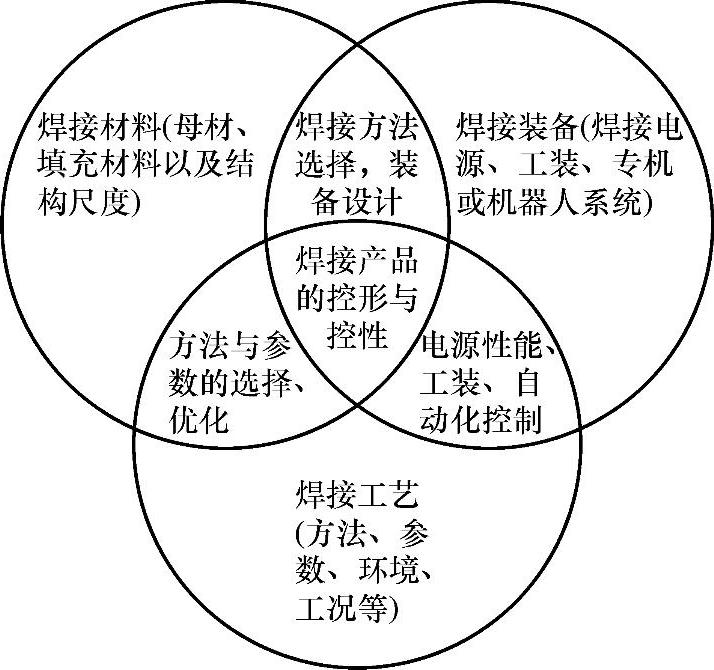
图1-3 焊接制造信息的多领域、多因素特征[1]
表1-1 熔化极电弧焊过程的主要信息、特征及工程应用意义
有关焊接材料工艺性的信息化技术的文章

包括焊接在内的制造信息是一种专业领域信息,它的本质和属性与信息有共性的一面,同时又具有其本领域自身的特征。焊接制造不仅具有信息的多领域、学科跨度大的一面,还表现为参数的耦合性强且带随机干扰的一面。信息化形式的提高 包括焊接在内的制造业信息化经历了从低级到高级、从简单到复杂的发展过程。......
2023-07-02

由传统焊接向现代焊接的战略转型和核心技术的实质提升,是使焊接制造的难点从“控形”转为“控性”。而对焊接接头的性能、热影响区组织、冶金缺陷、焊接过程与焊后整体构件的应力与变形等“控性”能力的提高,已成为当前和未来焊接制造中迫切需要解决的核心技术,这也正是信息与智能技术所面对的巨大开拓空间和发展前景。......
2023-07-02

与传统的制造技术相比,数字制造产生的影响是巨大且长远的,在焊接制造中的权重及其推动力将与日俱增。因此焊接数字制造是信息技术发展的一种必然趋势,是自动化和知识集成技术深度融合的结果。......
2023-06-30
焊后,对储罐所有的环缝、纵缝进行渗透检测及100%X射线无损检测,未发现任何焊接缺陷,质量合格。1)焊接设备为法国Polysoude公司生产的窄间隙TIG焊接系统,由PC600直流焊接电源、热丝电源、冷却系统、NG焊枪和WP焊枪构成的焊接机头、送丝机、控制系统、焊接机床及操作机等构成。图7-62 窄间隙热丝TIG焊接接头坡口3)焊接时,先用NG焊枪进行打底焊,并填充至坡口深度40mm处,然后用WP焊枪继续焊接,填满整个坡口并进行盖面。......
2023-07-02

用户可在此对话框中指定新文件的“名称”、“尺寸”、“分辨率”和“颜色模式”等属性。设置完成后,单击“确定”按钮,即可完成文档的创建。图 2-11图 2-12● 宽度/高度:“宽度/高度”选项用于设定新文档的宽度和高度,读者需要先确定相应的单位,例如厘米、像素等,然后直接在文本框中输入具体数值即可。......
2023-11-17
构造函数初始化对象的值之后,将自身的prototype属性设置赋值给对象的__proto__属性,让对象能够通过__proto__访问对应原型上的属性和方法。图12.2.2使用原型继承属性和方法因为使用Rect.prototype = new Shape()修改了Rect的原型对象,使Rect的实例具有Shape的属性和方法,紧接着使用Rect.prototype.constructor = Rect是为了修正Rect实例的构造函数。JavaScript在ECMAScript 6之前没有提供这种语法结构,而是以上述示例中的形式修改构造函数的prototype属性来实现继承关系。......
2023-11-08
焊接智能制造是一种由智能机器和人类专家共同组成的人机一体化系统。与传统制造相比,焊接智能制造系统应具有以下几方面的特征:1)设计优化能力。它是焊接智能制造的一个显著特征,是实现高水平人机一体化的关键技术之一。图12-5概括了作为智能焊接制造系统必须具备的感知、决策、控制、学习、通信五大基本功能。......
2023-07-02

根据AWS A5.11/A5.11M—2005焊条电弧焊镍和镍合金焊条标准,应选用ENiCrMo-3焊条,该合金的线胀系数与9%Ni钢母材最接近。焊接施工后,对焊缝进行目视、渗透和射线检查,均符合标准要求。3)焊条烘烤:E7016焊条焊前应在350℃下烘干并保温2h,焊接时焊条存放在焊条保温筒内,随用随取,E9018-G焊条不要求烘烤。......
2023-07-02
相关推荐