图5.11蛇形管式冷却器图5.12多管式冷却器1—外壳;2—挡板;3—铜管;4—隔板图5.13电加热器的安装1—油箱;2—电加热器水冷式冷却器有蛇形管式、多管式和翅片式等。冷却水从蛇形管内通过,把油液的热量带走。冷却器一般安装在回油路中,以避免承受高压。电加热器结构简单,易于自动控制温度,所以液压系统中油液的加热一般采用电加热器。由于直接和电加热器接触的油液温度可能很高,会加速油液老化,所以大功率的电加热器应慎用。......
2023-06-18
1.对模具电加热的要求
1)电加热元件功率要适当,不宜过小也不宜过大。如果过小,则模具不能加热并保持所需的温度;如果过大,则即使采用温度调节器仍难以保持稳定。这是由于电加热元件附件温度比模具型腔的温度高得多,即使电加热元件断电,其周围积聚的大量热仍继续传到型腔,使型腔继续保持高温,这种现象称为“加热后效”,电阻元件的功率越大,“加热后效”越显著。
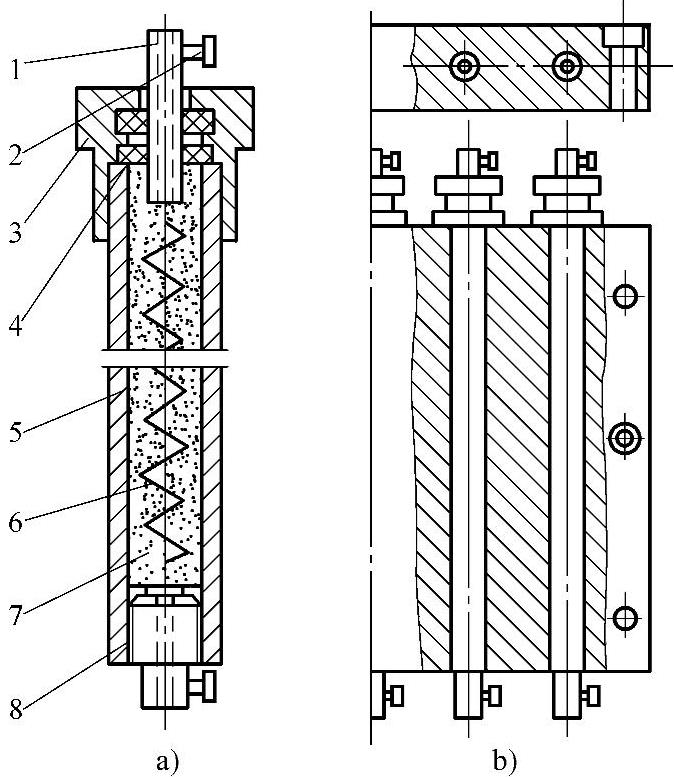
图9⁃19 电热棒及其在加热板内的安装
1—接线柱 2—螺钉 3—帽 4—垫圈 5—外壳 6—电阻丝 7—石英砂 8—塞子
2)合理布置电加热元件,使模具温度趋于均匀。
3)注意模具温度的调节,保持模具温度的均匀和稳定。加热板中央和边缘可采用两个调节器。对于大型模具最好将电加热元件分为两组,即主要加热组和辅助加热组,成为双联加热器。主要加热组的电功率占总电功率的2/3以上,它处在连续不断的加热状态,但只能维持稍低于规定的模具温度,当辅助加热组也接通时,才能使模具达到规定的温度。调节器控制着辅助加热组的接通与断开。现在模具温度多由注射机相应的温控系统进行调控。
电加热装置清洁、简单,便于安装、维修和使用,温度调节容易,可调节温度范围大,易于实现自动控制,但升温慢,不能在模具中轮换地加热和冷却,有“加热后效”现象。
2.模具加热装置的计算
首先,计算模具加热所需的电功率
P=k×M (9⁃9)
式中 P——电功率(W);
M——模具质量(kg);
k——每千克模具加热到成型温度时所需的电功率(W/kg),k值见表9⁃5。
表9⁃5 不同类型模具的k值

总的电功率确定之后,可根据电热板的尺寸确定电热棒的数量,进而计算每根电热棒的功率。设电热棒采用并联法,则

式中 Pr——每根电热棒的功率(W);
n——电热棒的数量。
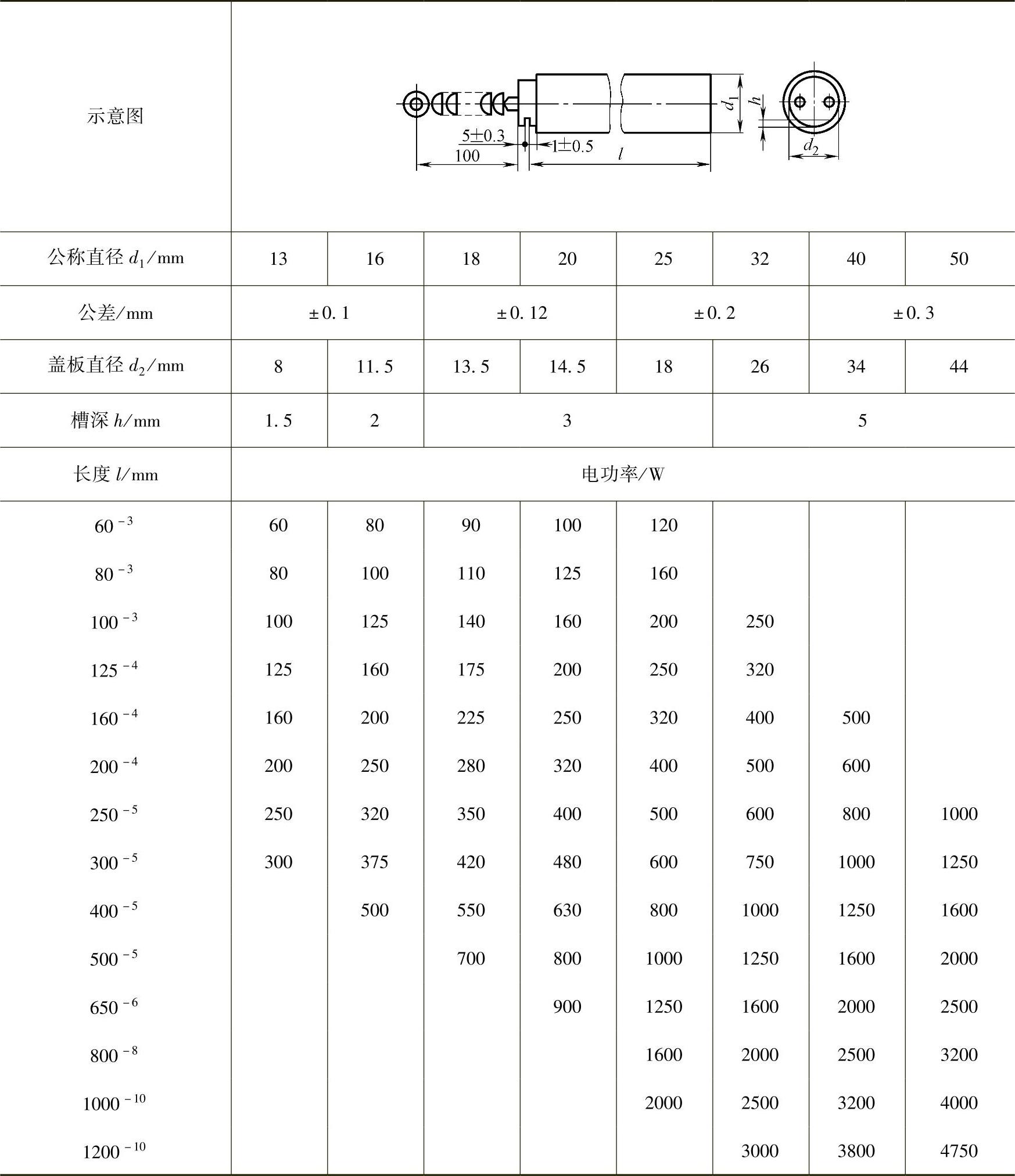
根据Pr查表9⁃6选择适当尺寸的电热棒,也可先选择电热棒的适当功率再计算电热棒的根数。
如果表中无合适的电热棒可选,则需自行设计制造电加热元件。如已知每根电加热元件的电功率和电源电压,即可按以下步骤确定电阻丝直径和长度。
通过每根电热棒或每组电阻丝的电流为

式中 Pr——每根电热棒或每组电阻丝的电流(A);
U——每组电电热元件所用电源电压(V),可用低压30~60V或直接用220V。
每组电阻丝或电热棒的电阻为

式中 R——电阻(Ω)。
表9⁃6 电热棒标准
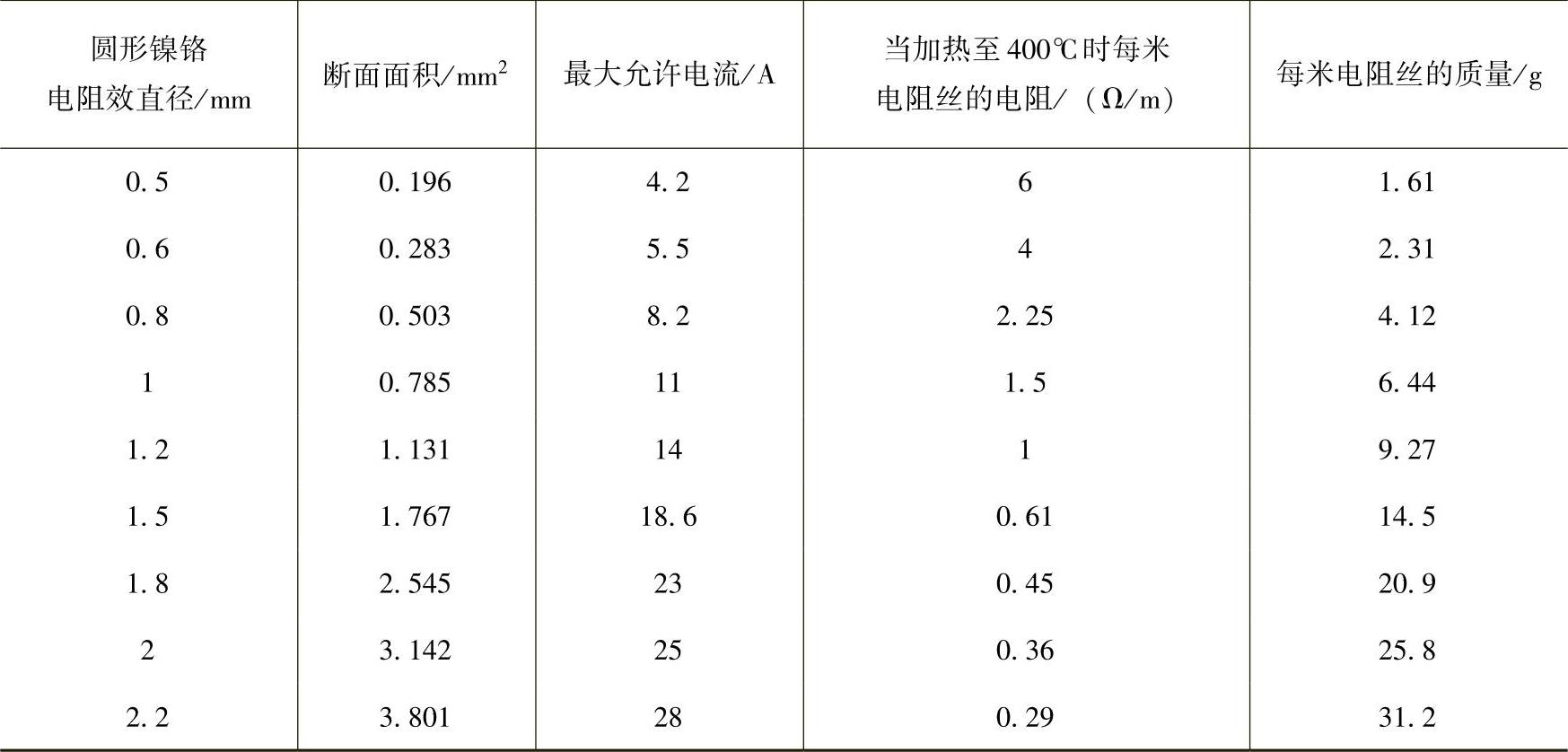
根据电流I可按表9⁃7查得电阻丝直径,再按下式算出电阻丝的长度L,即

式中 k1——加热到400℃时每米电阻丝的电阻(Ω/m),可查表9⁃7。
表9⁃7 电阻丝规格
复习与思考题
1.注射模具温度调节有什么作用?
2.注射模冷却系统的设计原则有哪些?
3.对模具电加热的要求有哪些?
有关塑件成型方案拟定与模具设计的文章

图5.11蛇形管式冷却器图5.12多管式冷却器1—外壳;2—挡板;3—铜管;4—隔板图5.13电加热器的安装1—油箱;2—电加热器水冷式冷却器有蛇形管式、多管式和翅片式等。冷却水从蛇形管内通过,把油液的热量带走。冷却器一般安装在回油路中,以避免承受高压。电加热器结构简单,易于自动控制温度,所以液压系统中油液的加热一般采用电加热器。由于直接和电加热器接触的油液温度可能很高,会加速油液老化,所以大功率的电加热器应慎用。......
2023-06-18

对于精密、大型模具,以及导向零件(如导柱)需要承受较大侧向力的模具,在模具上通常要设计锥面、斜面或导正卧销精定位装置。图78 斜面精定位1—凹模板 2—斜面条块 3—型芯板 4—螺钉3.导正销精定位装置以动模、定模合模面为中心镗出圆孔,再配装导正销,其结构如图79所示。......
2023-06-30

太阳能热水供应系统应设辅助热源及其加热设施。③辅助热源及其水加热设施应结合热源条件、系统形式及太阳能供热的不稳定状态等因素,经技术经济比较后合理选择、配置。④辅助热源加热设备应根据热源种类及其供水水质、冷热水系统形式等选用直接加热或间接加热设备。......
2023-08-30

停止装置应采用安全触点形式,它的动作部分在实物中是红色展现的,并标有“停止”字样。按要求必须在货厢顶、底坑和滑轮间,以及各层站装设停止装置。停止装置的防误操作一般只要求防止误操作复位的保护。设置停止装置的目的是,当简易升降机发生危险运行时,可以人为地、快速有效地操作停止开关,防止发生危险。停止装置不能被用来代替其他安全保护措施和其他主要安全功能,而应设计为一种辅助安全措施。......
2023-07-01

一般来说,确定模具规格后,先进行模具设计、材料采购,然后进行粗加工、热处理、放电加工、精整加工、试模,并根据需要进行表面处理。由此可见,模具的加工成本占总制作成本的比重很高,技术含量较高。另外,模具材料决定着模具的完善程度和使用性能。另外,根据模具用途的不同,即使选用高质量的模具材料会增加成本,但在综合考虑成本后也可能会降低成本。总而言之,模具材料的选用非常重要。图1-10 模具的制作过程......
2023-06-23

每台简易升降机至少应有一套专用的驱动装置,且驱动装置应固定可靠,其承重结构应有足够的强度。图2-7 曳引轮相关防护装置对两个独立的电气装置;要防止因其中某个电气装置的触点粘连故障而发生意外事故;对于两个或两个以上的电气装置同时发生触点粘连故障不予考虑。当悬臂式曳引轮或链轮的钢丝绳意外跳槽时,易发生钢丝绳全部或部分无支承点引发曳引力不足,导致货厢冲顶或蹲底事故的发生,所以必须设置相关的预防措施。......
2023-07-01
模具工是从职业大典工具钳工中的模具钳工工种独立出来的一个新职业、新工种。现在的模具工相当于过去习惯称呼的模具钳工。模具工的主要任务就是将已按图样加工合格的分散模具零部件组装成成套模具,并经调试、修正,使其符合使用要求,能正常用于生产。模具工会一点通用机械操作方法,对完成自己的本职工作、提高加工质量有帮助。对模具工而言,其主要职责是装配、调试、维修模具。......
2023-06-26

因此,模具原材料进厂质量检验是确保模具质量的重要环节。原材料进厂检验一般应由工厂的检验部门负责,也可按供货合同规定检查验收。b.试样加热在炉控气氛中进行,在该温度的保持时间为5~15min,对Cr12Mo1V1钢应是10~20min。......
2023-06-26
相关推荐