图8-14 RC滤波电路在C1=4000μF,T=0.02s条件下,电容C1的脉动系数S1为又根据RC滤波电路输出负载上的脉动系数S的计算公式(8-6)可直接求得负载RL上的脉动系数S的值。推导电路输出负载RL上的直流平均电压UO和脉动系数S的计算公式。......
2025-09-29
模具冷却装置的设计与使用的冷却介质和冷却方法有关。模具可以用水、压缩空气和冷凝水冷却。其中,用水冷却最为普遍,因为水的比热容大,传热系数大,成本低廉。所谓水冷,就是在模具型腔周围和型芯内开设冷却水回路,使水或者冷凝水在其中循环,带走热量,维持所需的温度。冷却回路的设计应做到回路系统内流动的介质能充分吸收成型塑件所传导的热量,使模具成型表面的温度稳定地保持在所需的温度范围内,而且要做到使冷却介质在回路系统内流动畅通,无滞留部位。但是,在冷却水回路开设时,受到模具上各种孔(顶杆孔、型芯孔和镶件接缝等)的限制,按理想情况设计较困难,必须根据模具的具体结构灵活地设置冷却回路。
1.冷却回路所需的总表面积
冷却回路所需总表面积可按下式计算,即

式中 A——冷却回路总表面积(m2);
m——单位时间内注入模具中树脂的质量(kg/h);
Q——单位质量树脂在模具内释放的热量(J/kg),可从表9⁃3查取;
K——冷却水的表面传热系数[W/(m2·K)];
θm——模具成型表面的温度(℃);
θw——冷却水的平均温度(℃)。
冷却水的表面传热系数K,可用如下公式计算,即

式中 ρ——冷却水在该温度下的密度(kg/m3);
v——冷却水的流速(m/s);
d——冷却水孔直径(m);
Φ——与冷却水温度有关的物理系数,可从表9⁃4查得。
表9⁃3 单位质量树脂成型时放出的热量 (单位:103J/kg)
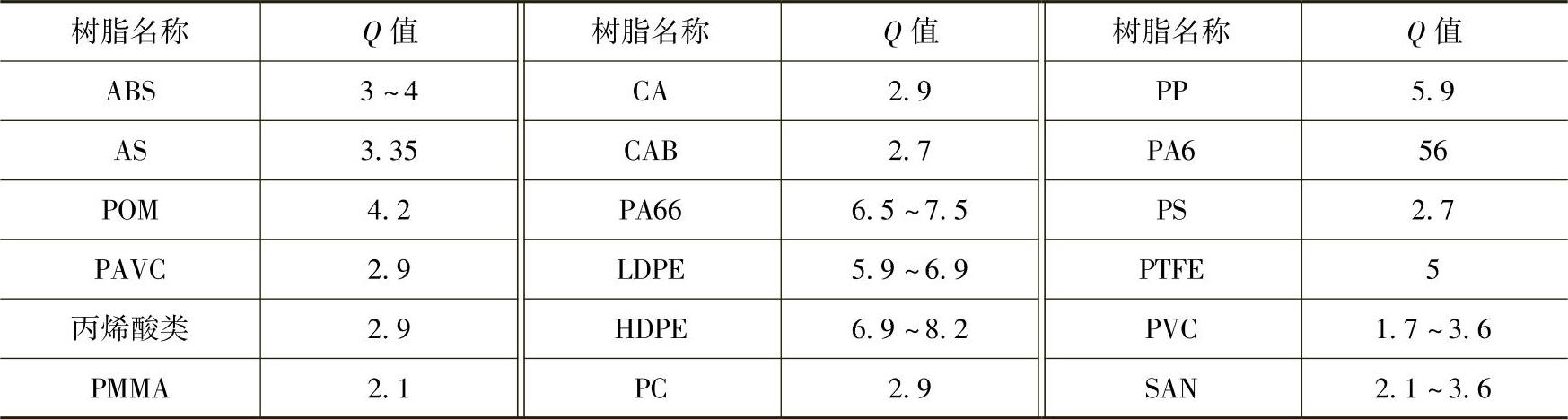
表9⁃4 水的ϕ值与其温度的关系(https://www.chuimin.cn)

2.冷却回路的总长度
冷却回路总长度可用下式计算,即

式中 L——冷却回路总长(mm);
A——冷却回路总表面积(mm2);
d——冷却水孔直径(mm)。
确定冷却水孔的直径时应注意,无论多大的模具,水孔的直径不能大于14mm,否则冷却水难以成为湍流状态,以至降低热交换效率。一般水孔的直径可根据塑件的平均壁厚来确定。平均壁厚为2mm时,水孔直径可取ϕ8~ϕ10mm;平均壁厚为2~4mm时,水孔直径可取ϕ10~ϕ12mm;平均壁厚为4~6mm时,水孔直径可取ϕ10~ϕ14mm。
3.冷却水体积流量的计算
塑料树脂传给模具的热量与自然对流散发到空气中的模具热量、辐射散发到空气中的模具热量及模具传给注射机热量的差值,即用冷却水扩散的模具热量。假如塑料树脂在模内释放的热量全部由冷却水传导的话,即忽略其他传热因素,那么模具所需的冷却水体积流量则可用下式计算,即

式中 qv——冷却水体积流量(m3/min);
m——单位时间注射入模具内的树脂质量(kg/h);
Q——单位时间内树脂在模具内释放的热量(J/kg),可从表9⁃3查取;
c——冷却水的比热容[J/(kg·K)];
ρ——冷却水的密度(kg/m3);
θ1——冷却水出口处温度(℃);
θ2——冷却水入口处温度(℃)。
相关文章

图8-14 RC滤波电路在C1=4000μF,T=0.02s条件下,电容C1的脉动系数S1为又根据RC滤波电路输出负载上的脉动系数S的计算公式(8-6)可直接求得负载RL上的脉动系数S的值。推导电路输出负载RL上的直流平均电压UO和脉动系数S的计算公式。......
2025-09-29

对于LNG管路,隔热无疑是一个非常重要的内容。隔热性能不仅影响到LNG的输送效率,对整个系统的正常运行也可能产生重要的影响。LNG输送管道的隔热材料一般采用硬聚氨酯发泡塑料。LNG管道的隔热结构,主要有常规的保温材料包覆型结构和真空夹套型结构。图5-33d的结构在LNG的装货管线中已经使用。目的是低温下管路产生收缩时,使管路在隔热材料内自由滑动。LNG接收终端的系统中,一般不用真空隔热型的LNG管线。......
2025-09-29

剪切试验试件的受力情况应模拟零件的实际工作情况进行。若以A 表示销钉横截面面积,则应力为τ 与剪切面相切,故为切应力。以上计算是以假设“切应力在剪切面上均匀分布”为基础的,实际上它只是剪切面内的一个“平均切应力”,所以也称为名义切应力。当F 达到Fb 时的切应力称剪切极限应力,记为τb。对于图5-8 所示的剪切试验,剪切极限应力为用τb 除以安全系数n,即得到许用切应力这样,剪切计算的强度条件可表示为......
2025-09-29

断路器操作机构的疲劳问题主要是由闭合与分断过程中的动态应力应变引起,因此对断路器操作机构疲劳寿命评估的前提是分合闸过程中零部件动态应力应变的准确计算。动态应力应变的计算基于柔性体的瞬态动力学分析,瞬态动力学分析是用于确定结构在承受任意随时间变化的载荷时的动力学响应的一种方法。常用的瞬态动力学求解方法包括:完全法、缩减法、模态叠加法,本章中柔性体应力应变的计算使用模态叠加法。......
2025-09-29

电流密度J的分布情况通过求解公式(6-1)来获得。在本节中,动静导电杆的材料采用铜,动静触头的材料采用银,电弧的电导率为银的10-4。在ANSYS有限元软件中进行静态传导电流分析,需要经过单元类型选择、定义材质属性、分配材质属性、几何模型剖分、定义边界条件、加载激励和结果处理这几个步骤。将上一步所得电流密度分布情况作为激励加载至模型上,通过有限元分析计算,可以得到灭弧室内的空间磁场分布。......
2025-09-29

一般常用检验电荷来探测、研究电场的性质。、nq,在A点所受到的电场力分别为F、2F、3F、…显然,F/q反映了电场中不同位置电场力的特性。检验电荷在电场中某一点所受电场力F与检验电荷量q的比值,称为该点的电场强度,简称场强,用公式表示为该计算值与假设值相近,说明假设的H3是正确的,表明1kg高压驱动蒸汽可以引射0.75kg的低压蒸汽;换言之,每引射1kg低压水蒸气需用1.33kg的驱动蒸汽。......
2025-09-29

,xm}是一组称为项的元素的集合,集合XI称为项集。关联规则是一个表达式X→Y,其中X和Y是项集且不相交,即X,YI,其中N∩Y=。为了生成频繁且高置信度的关联规则,首先要枚举所有的频繁项及其支持度。给定数据集D和用户自定义的支持度阈值minsup;其次,给定频繁项集的集合F和最小置信度minconf,关联规则挖掘的任务是找出所有频繁且置信度高的规则。......
2025-09-29

但在建筑物密集的地区或地质条件不允许放坡的情况下,为防止坑壁坍塌,一般采用挡土板支撑坑壁的措施,以确保土方施工的安全。水平挡土板式支撑和垂直挡土板式支撑的计算原理是相同的,现以较常用的连续式水平挡土板式支撑说明其计算方法。水平挡土板式支撑由水平挡土板、立柱和横撑三部分组成,应分别计算支撑所承受的荷载。土壁压力的分布不仅与土的性质、土壁坡高有关,还与支撑的变形有关。支撑计算简图见图312。......
2025-09-29
相关推荐